 Одним из первых приборов, в котором магнит стал служить человеку, был компас. А сейчас уже трудно хотя бы просто перечислить те устройства, аппараты, станки, в которых используется магнит — и природный, и получаемый из различных сплавов. Широкое применение получили электромагниты и различное оборудование на их основе.
Одним из первых приборов, в котором магнит стал служить человеку, был компас. А сейчас уже трудно хотя бы просто перечислить те устройства, аппараты, станки, в которых используется магнит — и природный, и получаемый из различных сплавов. Широкое применение получили электромагниты и различное оборудование на их основе.
Особый интерес представляет новое направление в применении магнитных устройств — для обработки воды и… металла. Не случайно этим темам периодически посвящаются специальные экспозиции ВДНХ СССР, постоянно вызывающие большой интерес новаторов производства и рационализаторов.
По материалам этих выставок мы проводим очередное занятие нашей школы молодых новаторов, участников НТТМ и объявленной ЦК ВЛКСМ операции «Внедрение»: похода за быстрейшее освоение новой техники и прогрессивной технологии.
БРАСЛЕТ НА КРАНЕ
В прошлом веке один иностранец, побывав в России, объявил затем, что ему удалось раскрыть тайну русского самовара: чай из него получается особенно вкусный потому лишь, что русские обмазывают внутренние стенки самовара глиной и обжигают.
В старых самоварах действительно, как бы ни сияли они снаружи, внутри подчас все покрыто каким-то пористым слоем, похожим на керамику. Однако это не обожженная глина, а многолетний слой накипи, с которым долгое время не умели бороться.
В системах охлаждения двигателей и в паровых котлах на стенках тоже постоянно откладывается слой соли, выпаривающейся из кипящей воды. Корка накипи обладает высокой прочностью, что представляет большую трудность для очистки. С ее нарастанием резко ухудшается температурный режим двигателей, снижается производительность котлов, а это приводит к перерасходу топлива, преждевременной остановке теплоагрегатов на промывочный ремонт и другим нежелательным последствиям.
Для борьбы с этим бедствием в последнее время применяют… магнит. Было установлено, что при пропускании воды через статическое электромагнитное поле растворенные в ней соли теряют способность к отложению на стенках, а выпадают в виде рыхлого осадка — шлама, который легко удаляется при промывке систем двигателя или продувке котла.
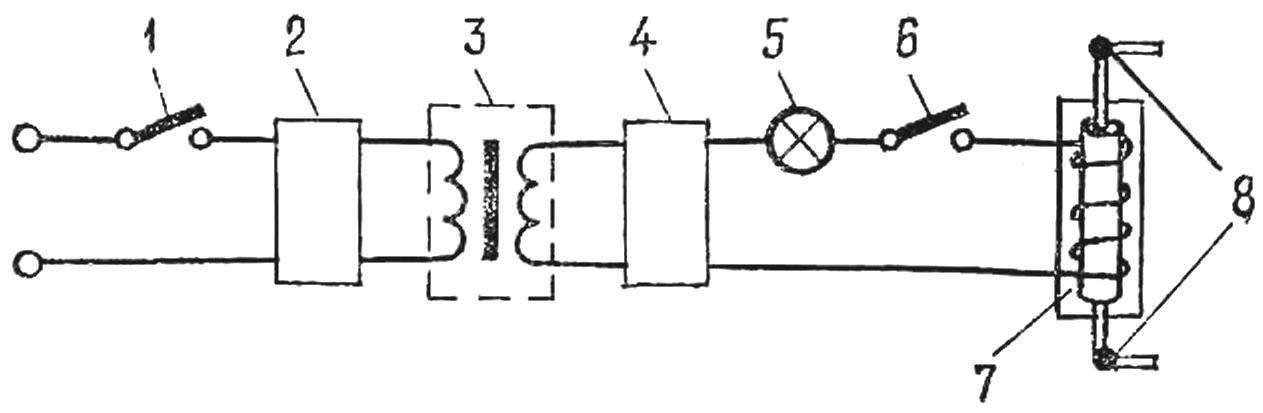
Рис. 1. Схема устройства для омагничивания воды:
1 — выключатель, 2 — стабилизатор напряжения СФН-20 «Вега», 3 — трансформатор 220/100 В, 4 — выпрямитель ВСА-111, 5 — контрольная лампа, 6 — выключатель, 7 — электромагнитный фильтр, 8 — водопроводные краны.
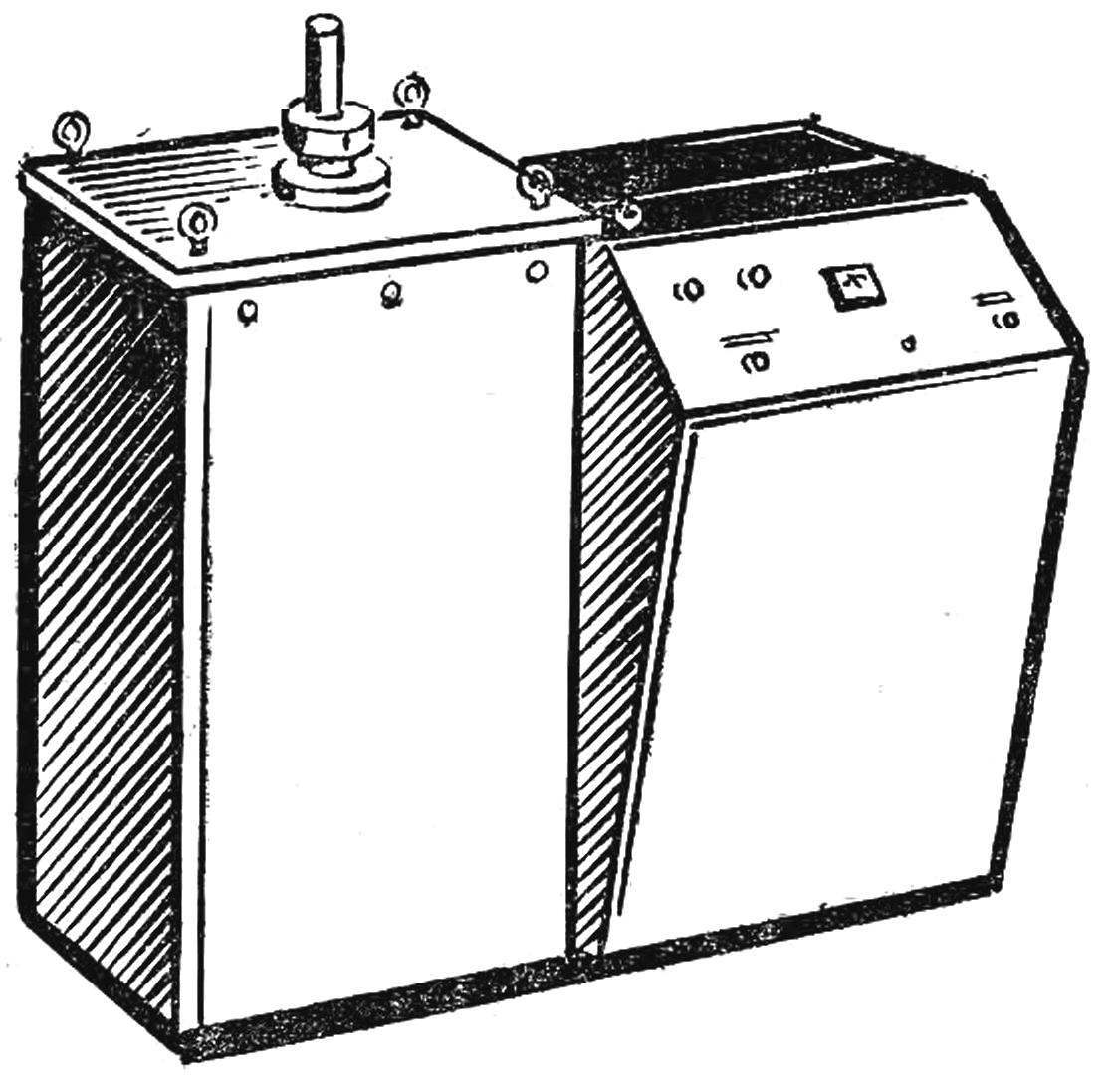
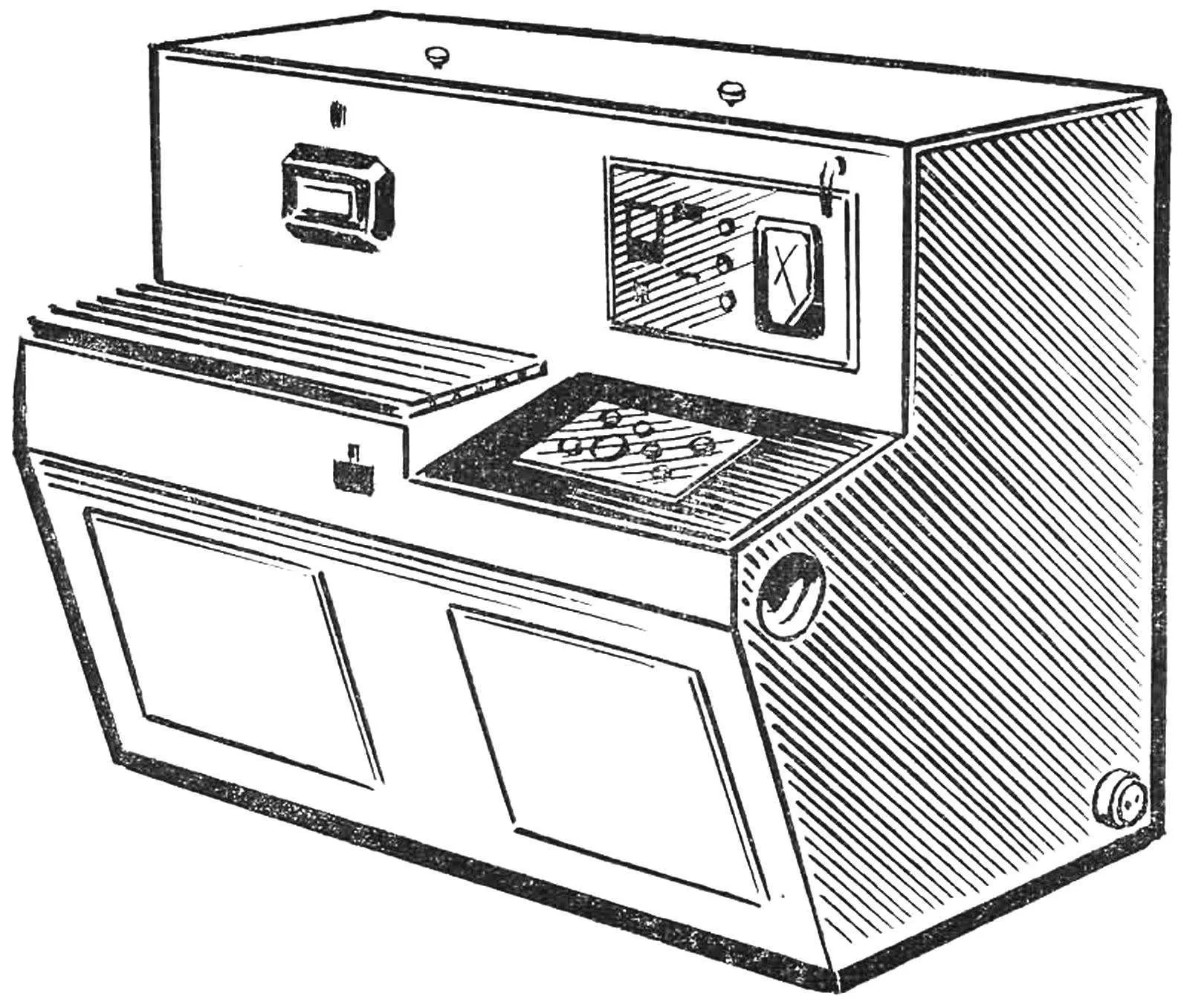
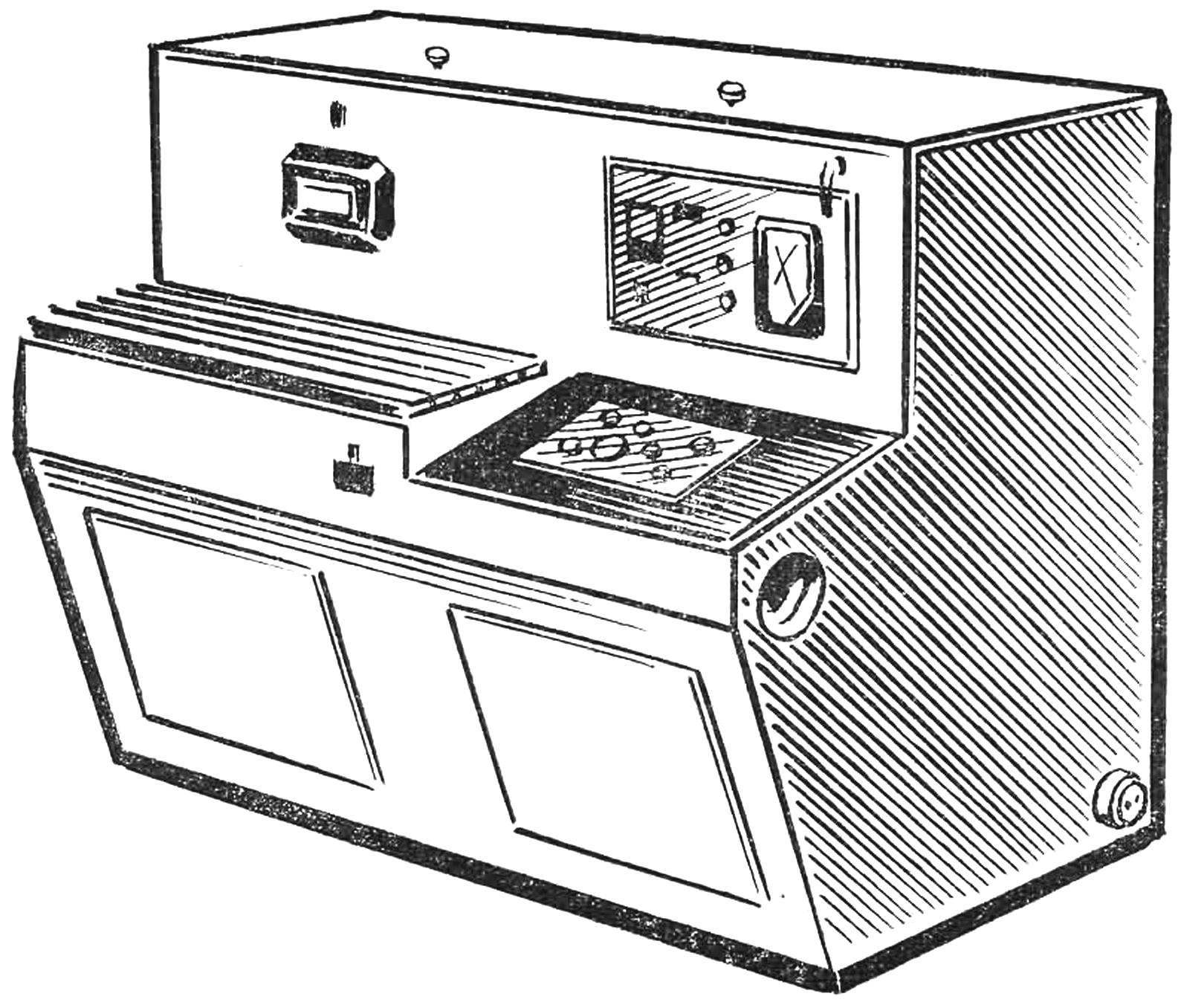
Рис. 2. Магнитная «наковальня» — импульсная установка МИУ-6/1.
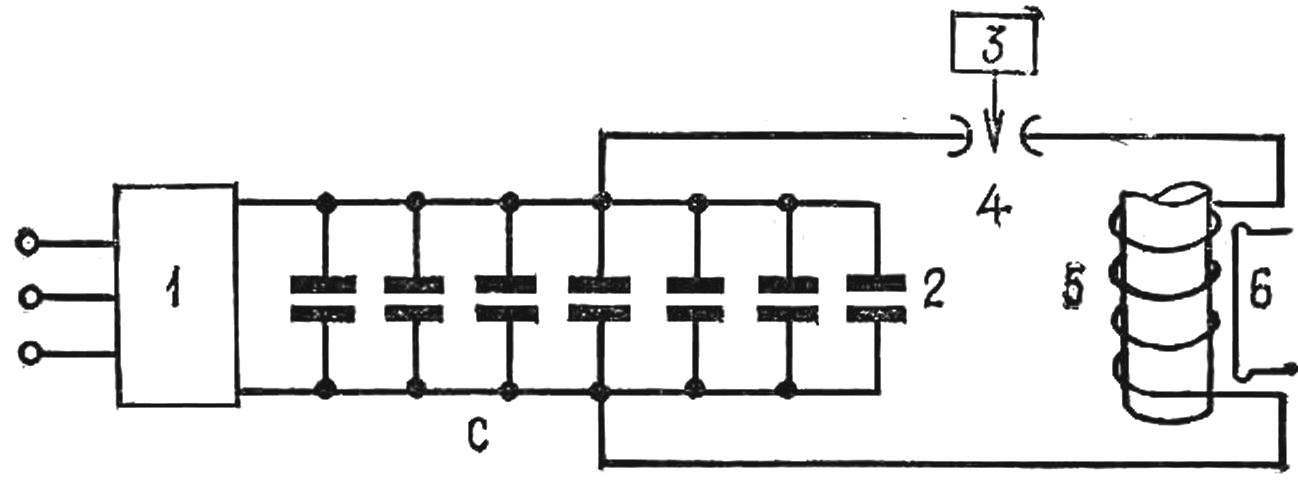
Рис. 3. Принципиальная схема магнитно-импульсной установки МИУ-6/1:
1 — зарядное устройство, 2 — емкостный накопитель, 3 — задатчик напряжения, 4 — трехэлектродный разрядник, 5 — индуктор-инструмент, 6 — деталь.
На ВДНХ неоднократно показывались различные приспособления для омагничивания воды. Мы приводим несложную схему такого устройства, нашедшего применение в автотранспортных предприятиях Оренбургского транспортного управления. Конструкция приспособления была разработана группой рационализаторов для котлов типа ТМЗ, ММЗ, ВТТ-28 и показала хорошие результаты работы: накипь на внутренних стенках рубашек охлаждения двигателей, в котлах и трубах теперь не образуется.
Результаты длительных производственных испытаний дают возможность сделать вывод, что применение омагниченной воды положительно сказывается на работе агрегатов.
Основные узлы установки — селеновый выпрямитель ВСА-111, стабилизатор напряжения СФН-20 «Вега», понижающий трансформатор 220/100 В мощностью 0,16 кВт и электромагнитный фильтр.
Фильтр состоит из керна, электромагнита, кожуха и корпуса. Керн изготовлен из стали 35 и представляет собой зал с поясками в виде продольных прорезей для обмоток электромагнита. Катушки электромагнита изготовлены из провода марки ПЭЛ-1 0 3 мм, намотанного на керн в несколько слоев, между которыми проложена кабельная бумага. Количество витков в каждой катушке — 1500. Все шесть катушек соединены так, что полярность полюсов катушек чередуется.
Электромагнит помещен в кожух, изготовленный из немагнитного металла и заполняемый трансформаторным маслом. Кожух имеет втулку для входа электропроводки. Корпус фильтра изготовлен из стали 3, имеет два фланца, с помощью которых крепится в водопроводной трубе. В стенках корпуса просверлены отверстия для болтов, центрирующих кожух с электромагнитом.
Электромагнитный фильтр врезан в систему трубопровода, по которому вода под действием питающих насосов поступает в котел или водяную магистраль, предназначенную для заполнения систем охлаждения двигателей.
При работе установки вода из водопроводной сети поступает по кольцевому зазору между корпусом и кожухом. При этом она пересекает силовые линии поля, создаваемого катушками электромагнита, очищаясь от солей.
ТИСКИ С СЕКРЕТОМ
У этого станка в павильоне «Машиностроение» толпились даже и неспециалисты: каждому хотелось потрогать собственными руками невиданную деталь, которая почти в одно и то же время могла свободно сдвинуться от малейшего прикосновения и тут же намертво застыть на одном месте, словно приваренная.
Однако секрет был не в самой детали, а в магнитном столике, на котором она лежала.
Это институт «Оргстанкин-пром» демонстрировал
разработанные новые универсальные наладочные и переналаживаемые магнитные приспособления, которые безо всяких зажимов позволяли закрепить деталь на станке в любом нужном для обработки положении.
Среди этих приспособлений есть необычные тиски — магнитные, модели 7209—0001. Они предназначены для установки и закрепления детали на плоскошлифовальных станках. Магнитный блок в них бережно удерживает самую хрупкую деталь. Достаточно для этого повернуть его специальным ключом — и тиски приводятся в положение зажима, детали притягиваются к их вертикальной и горизонтальной магнитным плоскостям.
Рис. 4. Магнитно-импульсная установка МИУ
Тиски можно устанавливать как на нижней, так и на любой из трех основных плоскостей. Наличие съемной опорной плиты позволяет крепить тиски к столу станка винтами.
Применение магнитных тисков дает возможность получить высокую точность обработки плоскостей и сократить вспомогательное время на закрепление и открепление деталей. Весят тиски намного меньше обычных слесарных — всего 11,2 кг.
Для сверлильных станков разработан плавающий стол на воздушной подушке с магнитным креплением — модель 7309—0003. Благодаря ему делается легким и удобным перемещение тяжелых деталей, сверление в них отверстий по разметке или в кондукторе на вертикально-сверлильном станке.
Стол состоит из основания и верхней планшайбы. На зеркале основания расположены жиклеры, к которым через тонкие каналы подводится сжатый воздух под давлением 3— 4 атм. В верхнюю планшайбу вмонтированы магнитные блоки, обеспечивающие закрепление планшайбы или ее открепление.
Габариты планшайбы в миллиметрах: 455X115.
Создан также магнитный патрон (модель 7109—60001), позволяющий закреплять детали при токарной обработке и шлифовании. Удельное усилие притяжения патрона 12 кг/см2. Весит он всего 6,75 кг. На патрон могут устанавливаться сменные накладки, для чего на зеркале патрона предусмотрены специальные втулки и резьбовые отверстия. Накладкам может быть придана необходимая форма, соответствующая той или иной детали.
КУЗНЕЦ-НЕВИДИМКА
К тонкостенной цилиндрической заготовке не прикасался ни один из известных инструментов, а она буквально на глазах превращается в гофрированную трубку. Пластмассовая или керамическая деталь легко впрессовывается в металлический корпус.
Становится возможной даже обработка детали, заключенной в герметичной стеклянной или пластмассовой оболочке. Все эти возможности открывают созданные в последние годы магнитно-импульсные установки для обработки металлов давлением магнитного поля.
Это так называемый бес-прессовый метод штамповки с использованием сильных импульсных магнитных полей. Процесс основан на преобразовании энергии, запасенной в емкостном накопителе — батарее высоковольтных импульсных конденсаторов, — в работу по пластической деформации.
При включении магнитно-импульсной установки в сеть емкостный накопитель с помощью зарядного устройства набирает заданное напряжение. Затем на вспомогательный электрод трехэлектродного разрядника подается поджигающий импульс.
Искровой промежуток между основными электродами пробивается, а емкостный накопитель разряжается на индуктор-инструмент. Импульс токоразряда, проходя через рабочую катушку индуктора-инструмента, создает мощное импульсное магнитное поле, индуктирующее в электропроводной заготовке вихревой ток. При взаимодействии поля катушки с полем заготовки возникают силы, деформирующие заготовку.
Так работает, например, магнитно-импульсная установка МИУ-6/1.
Она может быть использована для разных операций обработки металлов давлением: вырубки отверстий, развальцовки, неглубокой формовки, напрессовки, сборки узлов. Магнитной штамповке лучше всего поддаются плоские, конические или цилиндрические заготовки из цветных металлов и их сплавов.
Рациональная область применения установки — штамповка деталей толщиной до 0,1 мм и диаметром до 100 мм. Питающая сеть трехфазная, переменного тока напряжением 380/220 В.
На ВДНХ СССР демонстрировалась и другая магнитно-импульсная установка, МИУ-20/3. Она представляет собой большой трехстворчатый шкаф, перед которым установлена широкая тумбочка с приборами контроля и рабочим столом на верхней панели. Это опытно-промышленная установка, созданная в Харьковском политехническом институте имени Ленина. Она также способна выполнять самые разнообразные виды обработки металлов давлением импульсного магнитного поля: вырубку отверстий, развальцовку, неглубокую вытяжку, отбортовку, опрессовку, сращивание и сборку узлов уплотнения, даже сварку.
На такой установке становится возможным выполнять технологические операции, трудно осуществимые другими методами: например, напрессовка металлических деталей на хрупкие изделия из стекла и керамики, обработка давлением деталей, заключенных в герметические оболочки из стекла и пластмассы, обработка сплавов, трудно деформируемых обычными способами.
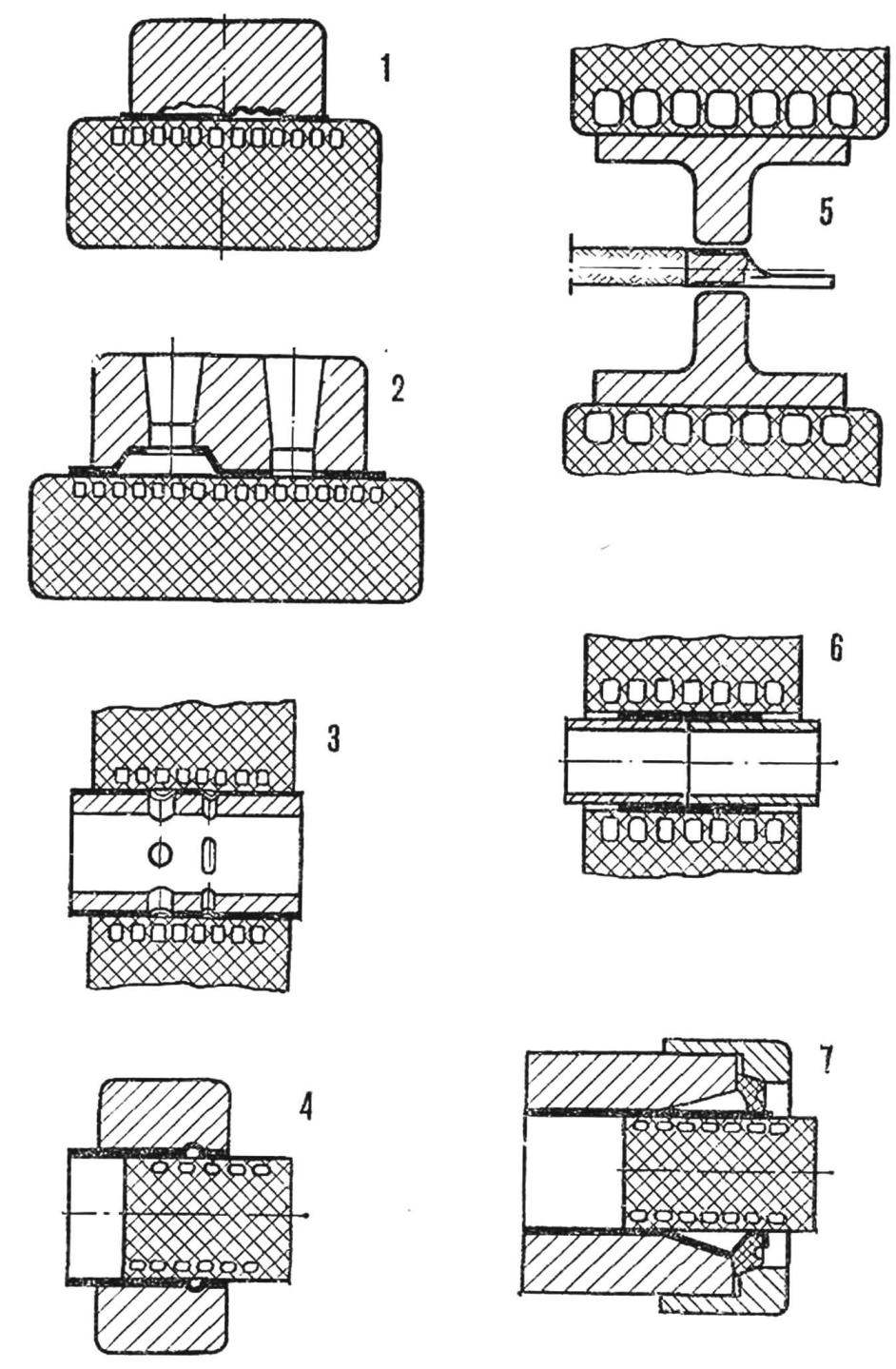
Рис. 5. Схемы технологических операций магнитной штамповки:
1 — формовка, 2 — вырубка по контуру, 3 — пробивка отверстий, 4 — раздача корпуса, 5 — запрессовка, 6 — соединение опрессовкой, 7 — раздача на конус и завальцовка кольца.
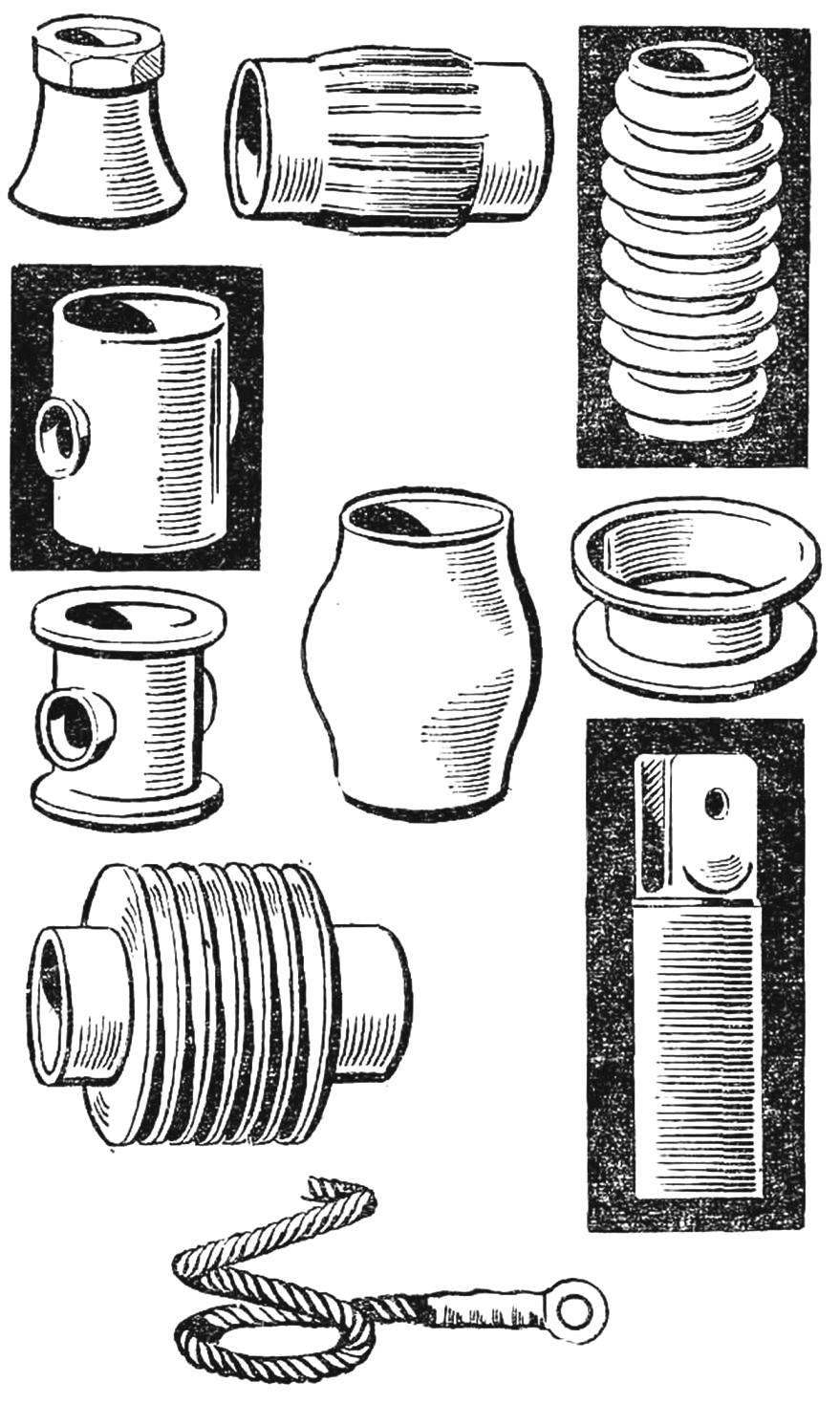
Рис. 6. Образцы деталей, получаемых методом магнитной штамповки.
Наиболее эффективно установка может быть использована при обработке металлов с высокой электропроводностью: медь, алюминиевые, магниевые сплавы. Механическое воздействие на обрабатываемую заготовку производится непосредственно силами электромагнитного поля, без помощи каких-либо вспомогательных твердых, жидких или газообразных тел. У этой установки по сравнению с другими моделями вдвое увеличен ресурс энергетической части, за счет комплектации ее специальными малоиндуктивными конденсаторами типа МЕОМ-2 на напряжение 10 кВ или 20 кВ, во взрывобезопасном исполнении. Установка обладает совершенной схемой автоматики, защиты и измерения, повышена надежность ее работы.
Создатели и разработчики кузнечно-прессового машиностроения демонстрировали на ВДНХ СССР магнитно-импульсную установку МИУ—20/5—2, в диапазон выполнения технологических операций которой входят пробивка отверстий, формовка листового материала, обжатие и различные сборочные операции.
Особенно эффективно штампуются материалы с малым омическим сопротивлением — медь, алюминий, латунь. Толщина заготовки может доходить до 3 мм, площадь ее поверхности — до 400 см2. Из металлов с большим сопротивлением лучше обрабатываются малогабаритные изделия.
Магнитно — импульсная установка универсальна и легко может быть встроена в автоматическую линию. Ее обслуживает один человек. Режим работы — ручной и автоматический. Специальная система блокировки обеспечивает безопасность обслуживания установки.
Форма штампуемых деталей и схема технологических операций зависят от конструкции индуктора и оснастки. Например, штамповка из листовых заготовок и тонкостенных трубных (формовка, глубокая вытяжка, вырубка, пробивка отверстий) выполняется с помощью цилиндрических индукторов.
Применение магнитноимпульсного способа изготовления деталей в ряде технологических процессов дает большой экономический эффект. Сокращаются затраты на оснастку операций формовки, пробивки, чеканки, значительно повышается производительность труда на сборочных операциях.
И. ИРГЕР