Ежегодно авиамоделисты Куйбышевской области собираются на традиционные областные конференции, где они делятся опытом конструирования моделей, рассказывают о новых технологических приемах изготовления узлов и деталей миниатюрных летательных аппаратов, информируют об опыте организации работы в авиамодельных кружках. Сегодня мы знакомим читателей с одним из докладов, сделанных на конференции минувшего года. Его автор — Андрей Шугуров, авиамоделист из клуба юных техников «Взлет».
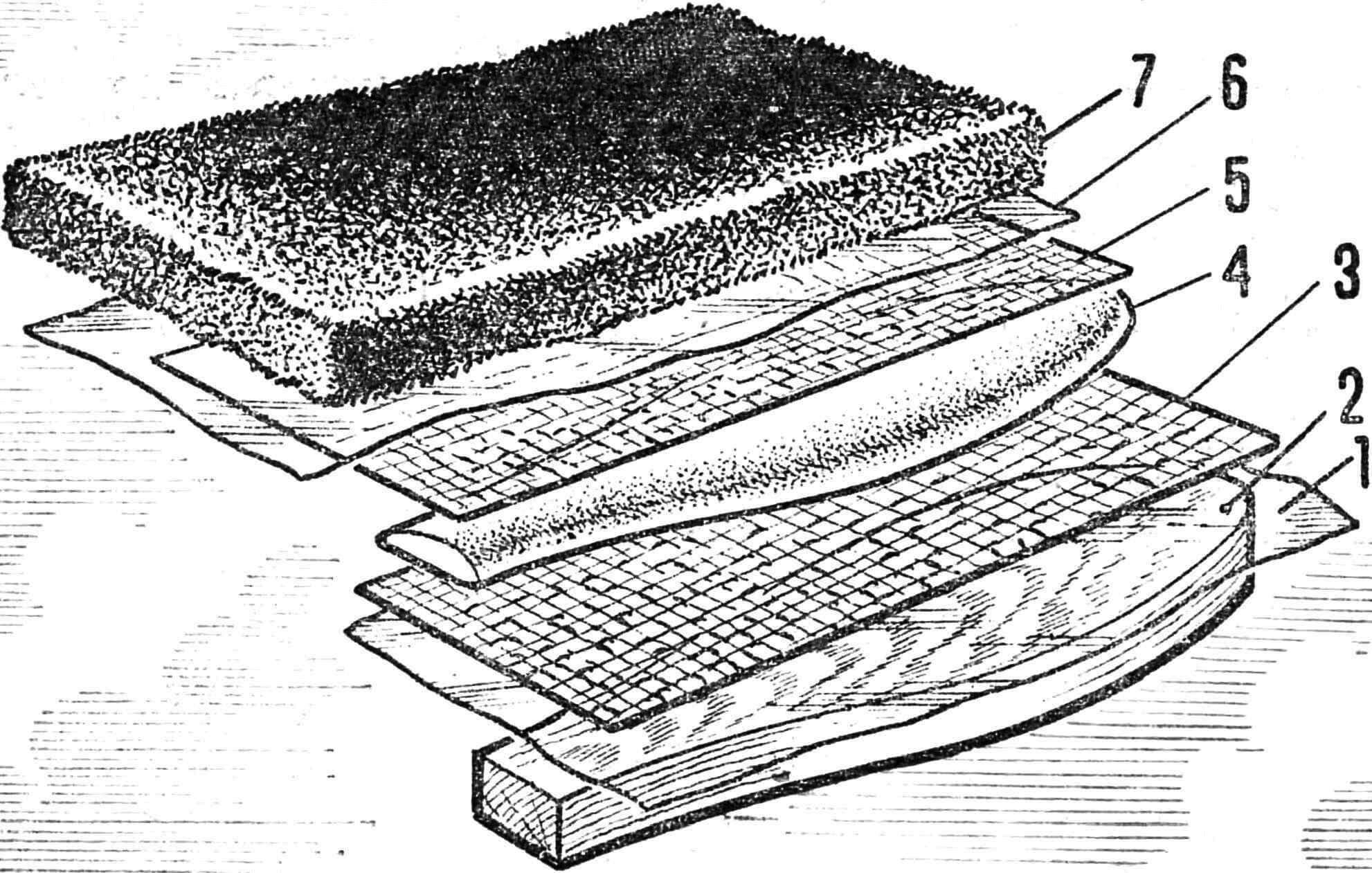
Изготовление винта для резиномоторки:
1,6 — лавсановая пленка, 2 — матрица, 3, 5 — стеклоткань, 4 — пенопластовая заготовка лопасти, 7 — поролон.
На воздушный винт для хорошей резиномоторки расходуется подчас больше бальзы, чем на всю модель. Ведь диаметр пропеллера современных моделей такого класса около 600 мм при ширине лопасти 50 мм. Представляете, какие габариты должны быть у бруска! В нашем кружке давно уже отказались от напрасного расходования дефицитной древесины. Как оказалось, гораздо легче и прочнее винты Сандвичевой конструкции, отштампованные из пенопласта, стеклоткани и эпоксидной смолы.
Технология их изготовления не представляет особых трудностей и может быть принята на вооружение в любом авиамодельном кружке. Прежде всего надо сделать матрицу, например, из липового бруска. Операция эта очень ответственная — от тщательности выделки профиля будут зависеть аэродинамические качества винта. Обработка бруска ведется по заранее вырезанным шаблонам, затем поверхность тщательно вышкуривается, неровности шпаклюются и покрываются эмалитом. После полного высыхания по бокам формы следует приклеить фанерные буртики — они не дадут будущей лопасти сдвинуться в процессе штамповки.
Вырежьте из пенопласта заготовку. (Мы делаем их переменной толщины — 4 мм у комля и 1 мм на конце лопасти.) Форма подготовленной пластины должна соответствовать очертанию лопасти, развернутой на плоскость.
Теперь отожгите стеклоткань на электроплитке и пропитайте эпоксидной смолой. Прижмите ее к внутренней поверхности пенопласта, а полученный таким образом «бутерброд» — к поверхности матрицы. Не забудьте только проложить между ней и заготовкой лавсановую пленку.
Матрицу установите под пресс и, покрыв листом поролона, равномерно сожмите весь пакет. Через три-четыре часа, когда смола полимеризуется, заготовку можно вынуть, счистить облой и провести окончательную профилировку верхней части лопасти. Снова отжигаем кусок стеклоткани, пропитываем его «эпоксидкой», накладываем на заготовку с другой стороны и, закрыв ее лавсановой пленкой и поролоном, помещаем под пресс.
Когда смола затвердеет, лопасть извлекается из пресс-формы и после удаления облоя окрашивается.
Рекомендуем почитать
 ЗЕРКАЛЬНАЯ ГЛАДЬ… БЕТОНА
ЗЕРКАЛЬНАЯ ГЛАДЬ… БЕТОНА
Для отливки бетонных столбов (например, для забора) садоводы чаще всего пользуются деревянными опалубками. Некрасивые получаются столбы, вышедшие из такой формы, грубые, шероховатые...... МОБИЛЬНЫЙ КАТАМАРАН
МОБИЛЬНЫЙ КАТАМАРАН
Любителям водного туризма, живущим далеко от крупных водоёмов: рек, озёр и морей, чтобы отправиться в плавание, нужно доставить к «большой воде» и само плавсредство. А для этого оно уже по...