Издревле считалось, что того, кто следует совету старинной русской пословицы: готовь сани летом, а телегу зимой», без всякого сомнения, можно считать хорошим, рачительным хозяином. Увлекаясь почти десять лет велосипедным туризмом, я всегда занимался ремонтом своего «железного коня» и комплектацией его запасными частями в зимнее время. Однако последние пару лёт сделать это ни зимой, ни летом стало практически невозможно, поскольку приобрести в магазине требуемые детали удается лишь в результате счастливого случая.
Особенно остро стоит перед велотуристами проблема покрышек. Последняя из имеющихся в моем распоряжении покрышек истерлась в нескольких местах до тканевого корда, и дальнейшая эксплуатация ее стала весьма сомнительной. Вспонив о том, что многие автомобилисты используют наварные покрышки, я решил попробовать заняться такой «реставрацией». Забегая вперед, скажу, что результат превзошел все ожидания: восстановленная покрышка, поставленная на заднее колесо, «откатала» 1,5 тысячи километров с минимальным износом рисунка протектора, никакого отслаивания приваренного слоя резины не наблюдалось. Думаю, что ресурс таких покрышек составляет не менее трех сезонов активной езды. Предлагаю и другим велосипедистам воспользоваться моим опытом, тем более что никаких особых премудростей в нем нет.
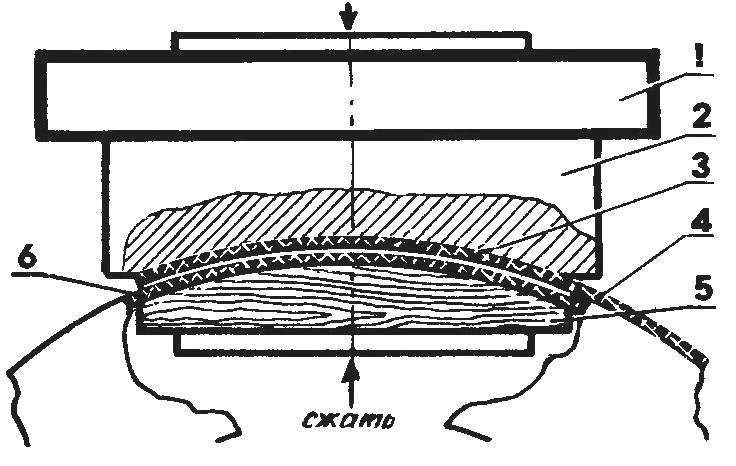
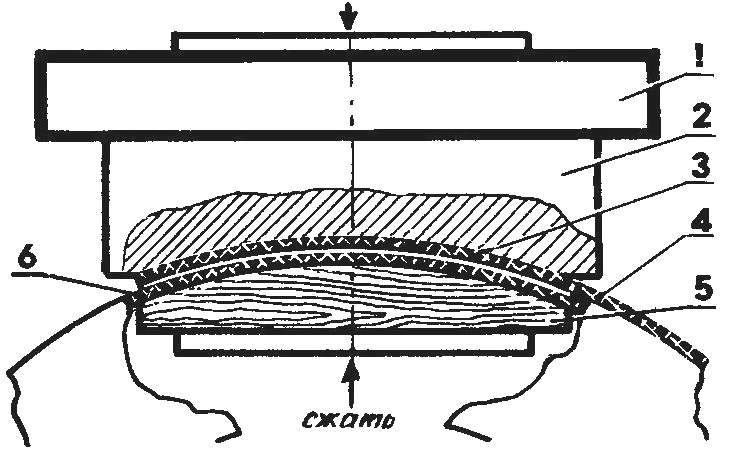
Предлагаемый способ ремонта велосипедной покрышки заключается в восстановлении изношенного протектора не только в местах дефектов, но и по всей поверхности, контактирующей с дорожным покрытием. Для работы понадобится электровулканизатор (желательно с большой площадью нагревательного элемента, например, стационарного типа, имеющего рабочую поверхность размером 150X200 мм; как выход из положения можно рекомендовать «установку» из утюга с терморегулятором и струбцины или слесарных тисков). Также потребуется сырая резина и несложная оснастка, изготовленная самостоятельно. Последняя состоит из матрицы, формирующей протектор, и тыльной копирующей прокладки.
 Издревле считалось, что того, кто следует совету старинной русской пословицы: готовь сани летом, а телегу зимой», без всякого сомнения, можно считать хорошим, рачительным хозяином. Увлекаясь почти десять лет велосипедным туризмом, я всегда занимался ремонтом своего «железного коня» и комплектацией его запасными частями в зимнее время. Однако последние пару лёт сделать это ни зимой, ни летом стало практически невозможно, поскольку приобрести в магазине требуемые детали удается лишь в результате счастливого случая.
Издревле считалось, что того, кто следует совету старинной русской пословицы: готовь сани летом, а телегу зимой», без всякого сомнения, можно считать хорошим, рачительным хозяином. Увлекаясь почти десять лет велосипедным туризмом, я всегда занимался ремонтом своего «железного коня» и комплектацией его запасными частями в зимнее время. Однако последние пару лёт сделать это ни зимой, ни летом стало практически невозможно, поскольку приобрести в магазине требуемые детали удается лишь в результате счастливого случая.