
В журнале «Моделист-конструктор» уже приводилось описание технологии изготовления «Сандвичевой» обшивки для корпусов и надстроек судомоделей, основывающейся на применении пенопласта, стеклоткани и эпоксидной смолы. В сегодняшнее время «повального дефицита», когда необходимые компоненты и материалы найти очень сложно, можно рекомендовать воспользоваться компромиссным вариантом. Причем с успехом он подходит как для новичков-судомоделистов, так и для опытных спортсменов.
Суть предложения — в совмещении калибровки пенопластовых пластин с образованием на их поверхности упрочненного, спеченного слоя пластика, который в ряде случаев служит неплохой заменой стеклопластиковой обшивке «сандвича». Как известно, теплопроводность пенопласта очень низкая. Из этого следует, что при нагревании до определенной температуры и времени воздействия тепла поверхностный слой пенопласта может расплавиться, спекаясь в монолитную прочную корку. Внутренний же слой остается по-прежнему пористым.
Для получения этого эффекта проще всего воспользоваться обычным утюгом. А для того чтобы расплав пластика не прилипал к его подошве, применить разделительную прослойку из термостойкой пленки лавсана.
Последовательность операций по изготовлению из пенопласта своеобразного «шпона» с прочной корковой поверхностью следующая. В первую очередь делается стапель подходящих размеров из листа ДСП или любой ровной доски (см. рисунок). На терморезаке (схема подобного устройства приведена в журнале «Моделист-конструктор» № 9 за 1986 год) нарезаются заготовки из пенопласта толщиной от 5 до 15 мм, в зависимости от назначения будущего «шпона». Ширина заготовок должна быть немного меньше ширины подошвы утюга.
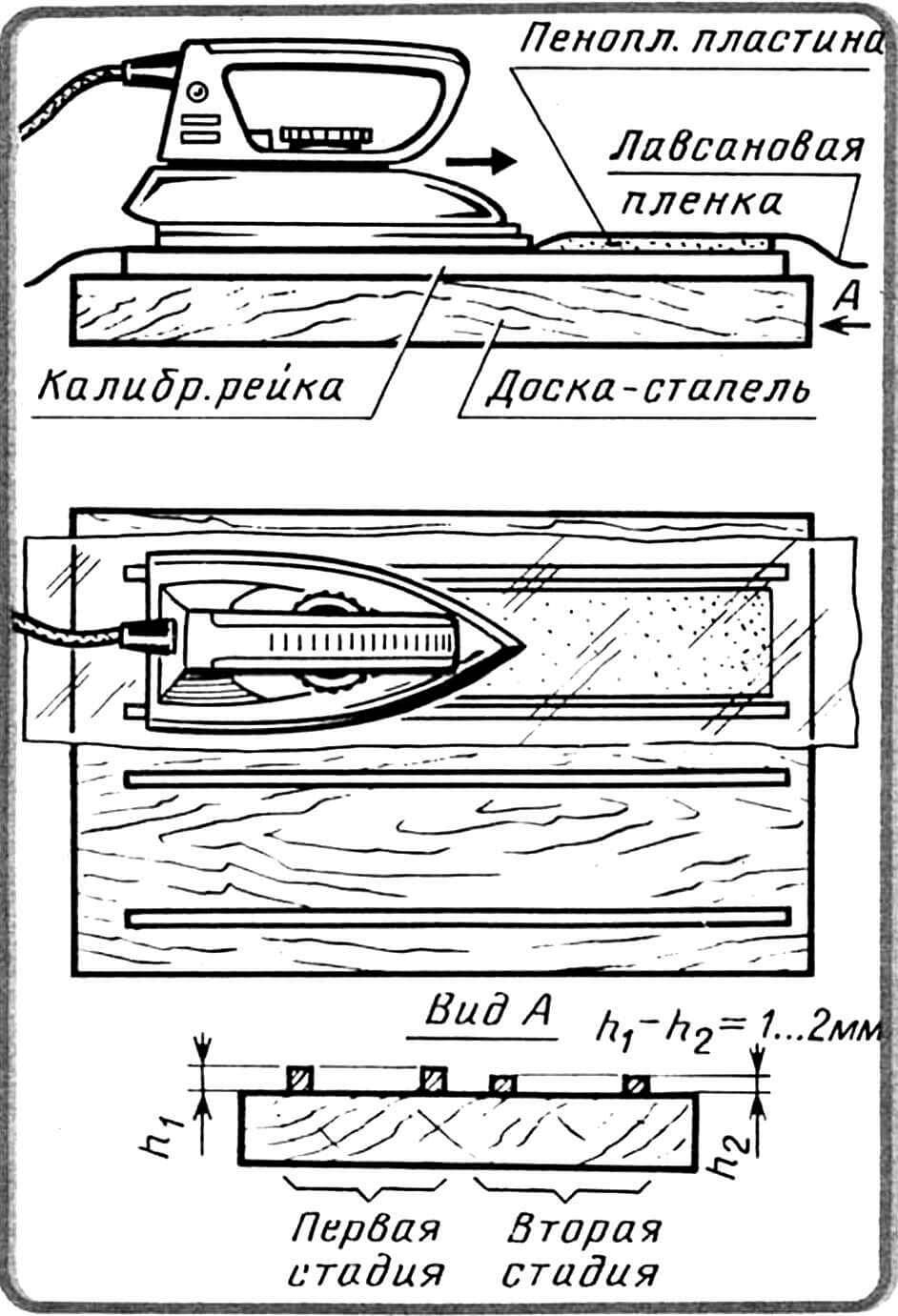
На стапеле монтируются две калибровочные рейки высотой меньше толщины пенопластовых заготовок на 1,5—2 мм. Далее заготовки укладывают на стапель между рейками, накрывают пленкой из лавсана и проглаживают прогретым утюгом. Температуру нагрева подбирают опытным путем, в зависимости от сорта и плотности материала заготовок. Верхняя граница нагрева задана лишь термостойкостью пленки.
После выполнения этой операции и охлаждения материала пленка снимается, заготовка переворачивается на другую сторону, и все повторяется еще раз. Единственное отличие этого этапа — пенопласт укладывается на стапель между новой парой реек, уменьшенных по толщине еще на 1,5—2 мм. Получаемый в результате оплавления материал не «сыплется», достаточно прочен и жесток. Из него можно изготавливать очень многие детали моделей судов, варьируя плотность используемого пенопласта и толщину заготовок.
Если требуется еще более высокая прочность, в поверхность оплавляемого пенопласта «вваривается» противомоскитная (она же противокомариная) сетка, продающаяся в хозяйственных магазинах. Сделана она на основе стеклоткани с полиэтиленовым покрытием. При двусторонней отделке пенопласта подобной тканью он при изгибе уже не ломается, а только мнется. При этом общая прочность деталей увеличивается в шесть-девять раз. Такой материал может с успехом подойти и для более нагруженных деталей, вплоть до используемых на авиационных моделях (например, рули высоты).
Для внешней отделки нового материала лучше всего подходят художественные краски на олифе или любые масляные лаки. Таких подготовительных операций, как грунтовка, шпаклевка и шлифовка, в большинстве случаев уже не потребуется.
М. КРОТОВ, горСЮТ, г. Зыряновск, В. Казахстан
Рекомендуем почитать
 Скользящий по волнам
Скользящий по волнам
Акваплан — это доска, на которой катаются по воде, привязав ее длинной веревкой к мотолодке или катеру. Так же как и водные лыжи, акваплан держит человека на поверхности воды за счет... АВТО СКОРОЙ ПОМОЩИ
АВТО СКОРОЙ ПОМОЩИ
Ежедневно мы пользуемся огромным количеством вещей и уже практически перестали их замечать. Но оказывается в производстве незначительных на первый взгляд вещей кроется масса...