В СССР на него выдано авторское свидетельство № 365089. Получены патенты в Италии, Швеции, Франции. Лицензии на него купили известные фирмы США, Японии; им заинтересовались многие фирмы в ФРГ, Бельгии, Англии и других зарубежных государствах.
Речь идет о новом высокопроизводительном инструменте (изобретение В. С. Салуквадзе), предназначенном для обработки поверхности металла. С его помощью становится возможным механизировать многие трудоемкие операции в целом ряде отраслей народного хозяйства. Не случайно инструмент экспонировался на Выставке достижений народного хозяйства СССР и отмечен медалями ВДНХ СССР. А на международной выставке изобретений в Брно награжден Большой золотой медалью.
Сегодня мы знакомим молодых новаторов производства, энтузиастов внедрения новой техники с этим необычным инструментом.
Симптомы этой болезни всегда одни и те же: мелкая рыжая сыпь, словно оспа, покрывает незащищенную поверхность металла, постепенно изъедая, разрушая ее. Если не принять срочных мер — сплошная коричневая короста ржавчины вскоре облепит все, прогрызая металл насквозь, пока вся конструкция не превратится в труху, рыжий прах.
Диагноз неутешителен — коррозия, хроническая болезнь металла, известная столько, сколько существует сам металл. Столько же времени, наверно, ведутся и поиски действенных средств ее лечения. Пока что наиболее эффективным остается самый древний способ — покрытие металла каким-либо защитным слоем: смазки, битумного лака, различных эмалей, пластмассы. Однако для этого нужно зачистить поверхность металла — снять слой ржавчины, окалины или старое покрытие.
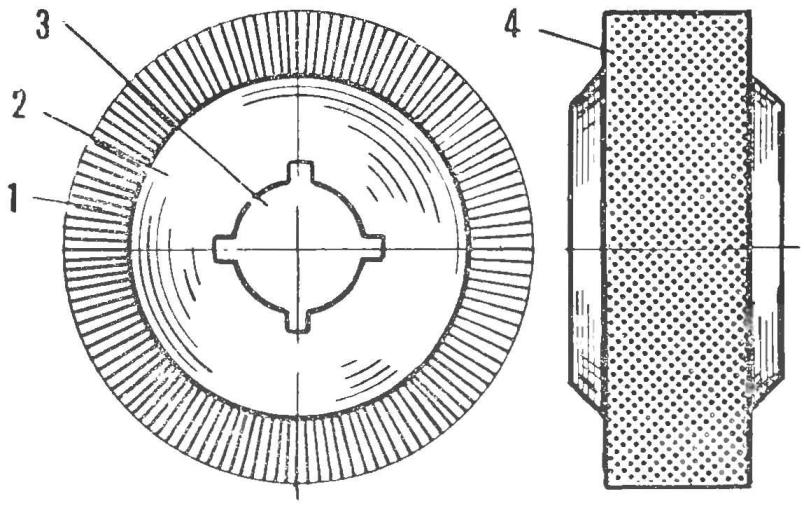
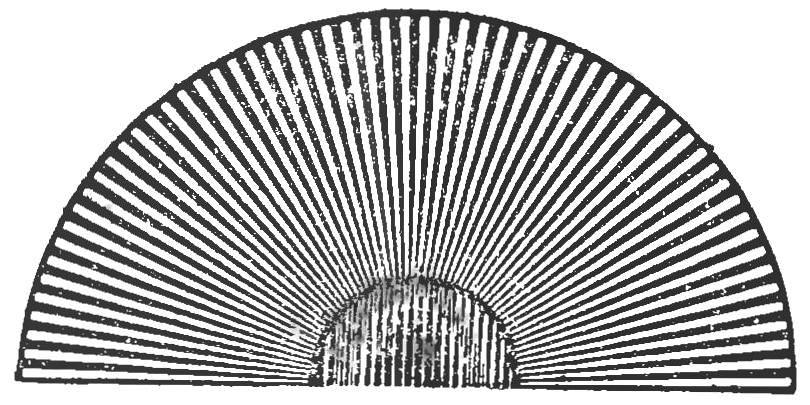
Рис. 1. Общий вид иглофрезы:
1 — иглы (проволочные стержни), выполняющие роль микрорезцов, 2 — диск «обоймы», фланец, 3 — отверстие под вал, 4 — рабочая поверхность иглофрезы.
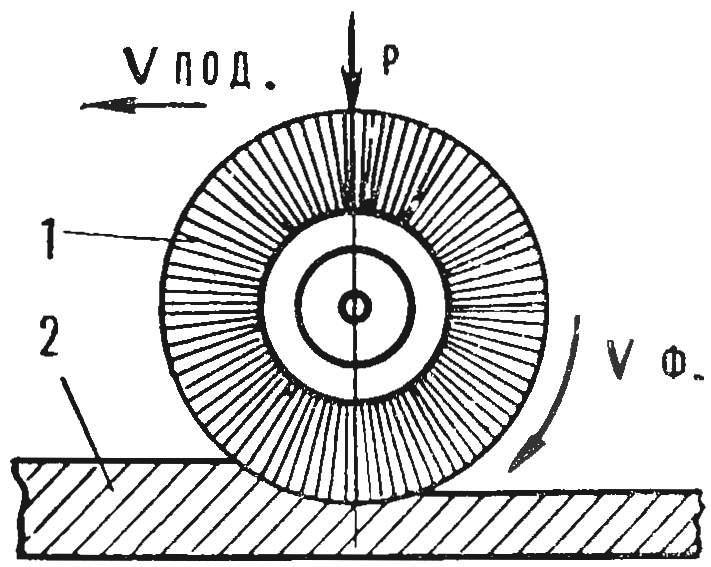
Рис. 2. Схема работы иглофрезы:
1 — иглофреза (подвеска — плавающая)», 2 — обрабатываемая поверхность, Vф — скорость вращения фрезы V под — скорость подачи инструмента, Р — давление инструмента на обрабатываемую поверхность.
Эти операции зачистки в большинстве малопроизводительны, трудоемки и нередко вредны для здоровья или окружающей среды: применение для удаления ржавчины абразивов приводит к образованию пыли, а химические средства (кислоты, эмульсии, пасты и т. д.) требуют последующего смывания их водой, что отравляет места стока: водоемы, реки, озера.
Поэтому понятен тот большой интерес, который вызвал у специалистов скромный экспонат раздела изобретательства в павильоне «Машиностроение» ВДНХ СССР. Это был новый инструмент для обработки металлических поверхностей, предложенный инженером Всесоюзного научно-исследовательского института по строительству магистральных трубопроводов В. С. Салуквадзе. Изобретатель назвал его иглофрезой.
Знакомясь с описанием возможностей этого необычного инструмента, специалисты отказывались верить приведенным данным — настолько не вязался внешний вид инструмента с теми универсальными и удивительно широкими по сфере применения свойствами, которыми он обладает,
А «внешность» у иглофрезы действительно более чем скромная и, уж во всяком случае, ничего необычного на первый взгляд в ней нет. Сельскому жителю, любителю охоты она отдаленно напоминает ерш, которым чистят стволы ружья после стрельбы, чтобы соскрести пороховой нагар. Горожанину тоже почудится что-то знакомое в ее конструкции — вспомнится цилиндрическая вращающаяся щетка с волосками-проволочками, которой автомобили-дворники подметают улицы. Кто-то может вспомнить щетки полотера — ассоциации могут быть самыми различными, но сходиться в одном: инструмент действительно похож на круглую щетку.
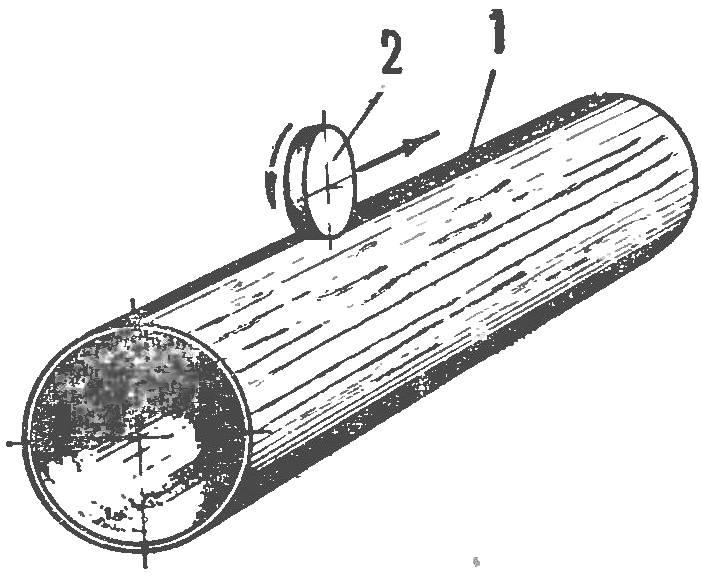
Рис. 3. Обработка места сварки:
1 — труба, 2 — иглофреза.
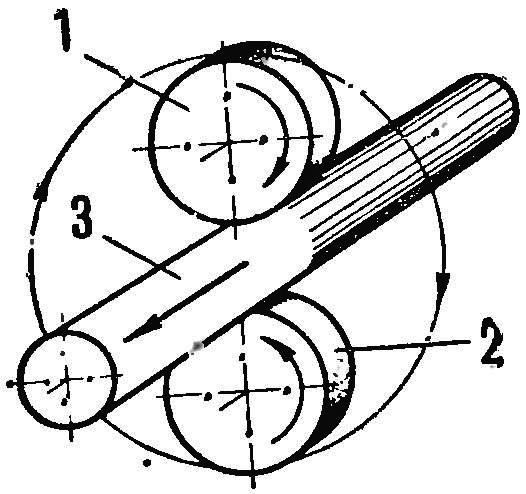
Рис. 4. Зачистка от ржавчины:
1—2 — иглофрезы, 3 — труба
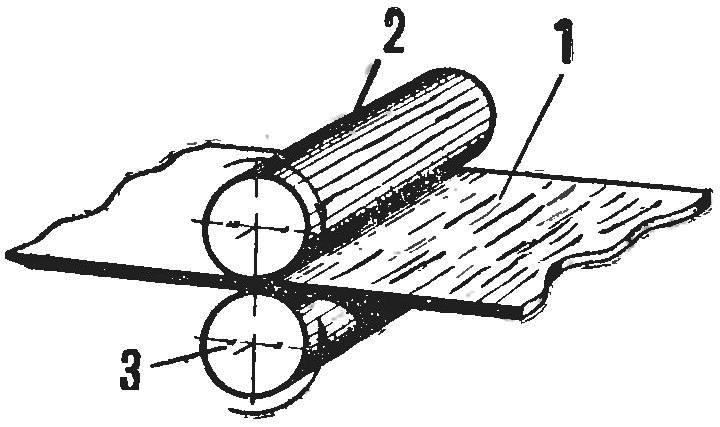
Рис. 5. Двусторонняя обдирка листового проката
1 — металлическая лента, 2—3 — цилиндрические иглофрезы.
Представьте себе два небольших диска, между которыми зажаты расходящиеся радиально, словно тысячи радиусов одного круга, упругие металлические волоски. Они спрессованы друг с другом так плотно, что их окончания образуют почти сплошную гладкую поверхность, подобную ободу. Но проведите пальцем по краю этой обманчивой гладкости — она расслаивается на отдельные пружинящие стерженьки, которые, освободившись от вашего нажатия, тут же занимают прежнее положение, упрямо образуя единую торцевую поверхность. И что интересно: если вы проведете так несколько раз, обнаружите, что кожа пальца гладко, словно лезвием бритвы, каждый раз слегка срезается!
В этом наблюдении кроется ключ к пониманию принципа работы иглофрезы. Ближе к центру инструмента все иглы не просто спрессованы, но и скреплены. Другие же их концы, образующие торцевую, рабочую, поверхность, свободны, но упруго зажаты в плотном строю, поддерживаемом самими пружинящими стерженьками. Будучи прижатыми к обрабатываемой поверхности, концы игл слегка отгибаются, при этом в. соприкосновение с поверхностью входит острая грань их торцевой окружности. Получается микрорезец, закрепляющей оправкой которому служат поддерживающие его соседние иглы.
Каждая из игл срезает микростружку, а все вместе они за один проход могут снять спой материала от 2—3 микрон до 3 мм.
Вследствие упругости и благодаря подпружиниванию соседних игл каждый микрорезец при прохождении порообрабатываемой поверхности находится по отношению к ней под разными углами, а это значит, что режим резания чередуется с режимом самозаточки. Таким образом, иглофреза является самозатачивающимся режущим инструментом.
Многочисленные испытания и производственное использование иглофрезы Салуквадзе показали ее высокую производительность, надежность и универсальность, а также массу других преимуществ по сравнению с применяющимися до сих пор инструментами и процессами обработки поверхности металла.
С ее помощью можно с большой эффективностью удалять ржавчину, причем не только с плоских поверхностей, но и на любом фигурном профиле, например, внутри уголка, ребристого овала, трубы и так далее, так как самому инструменту несложно придать соответствующий профиль рабочей поверхности.
Иглофрезой становится возможным с большой производительностью снимать окалину, пригар, рябизну, срезать различные дефекты поверхностного слоя, зачищать сварной шов, грат и заусенцы на металле. Микрорезцам при этом безразлично, в холодном или горячем состоянии находится обрабатываемая деталь, поэтому ими можно очищать сортовой прокат. Новому инструменту поддаются разные марки сталей, сплавы, цветные металлы; им легко обрабатывать также пластмассы, дерево — самые различные материалы.
У иглофрезы может быть не только любой профиль ее рабочей поверхности, но и ширина, поэтому становится возможным вести зачистку металлических полос, лент и листов сразу на всю их ширину, причем одновременно с обеих сторон. Скорость зачистки может доходить до десятков метров в минуту.
О том, насколько необходим был такой инструмент для обработки листового материала, говорит уже тот факт, что именно на этих операциях иглофрезы получают применение в первую очередь. На заводе «Серп и молот» успешно применяется иглофрезерная машина для сплошной очистки ленты из легированных сталей от окалины и поверхностных дефектов. Она заменила ручную абразивную зачистку. Аналогичная машина для тех же целей построена на заводе «Электросталь», где она пришла на смену химическому травлению. Внедряется новый технологический процесс на ряде металлообрабатывающих, трубопрокатных, судостроительных и других предприятий. При этом очень важно подчеркнуть, что иглофрезерование позволяет автоматизировать многие операции.
Перечень преимуществ нового инструмента довольно велик. Однако среди них необходимо также выделить такие, как высокая производительность и долговечность, сочетающиеся с небольшой стоимостью самих микрорезцов. Причем сам инструмент имеет незначительный износ, что позволяет ему работать непрерывно тысячи часов, не нуждаясь ни в замене, ни в заточке, что исключает непроизводительные простои.
Иглофрезерная обработка удобна еще и тем, что в зависимости от технологических требований с ее помощью может быть получена как шероховатая поверхность, так и гладкая, качественная, достигаемая обычно шлифованием и полировкой.
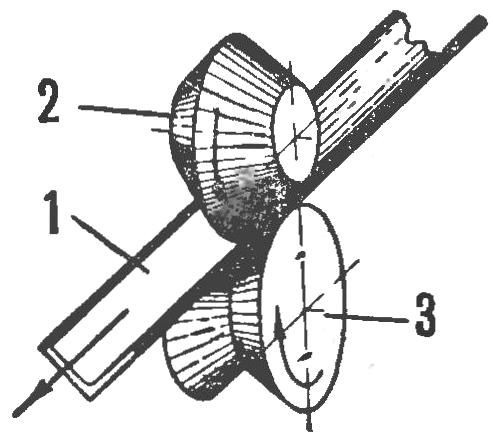
Рис. 6. Обработка уголка:
1 — уголок, 2, 3 — профилированные иглофрезы.
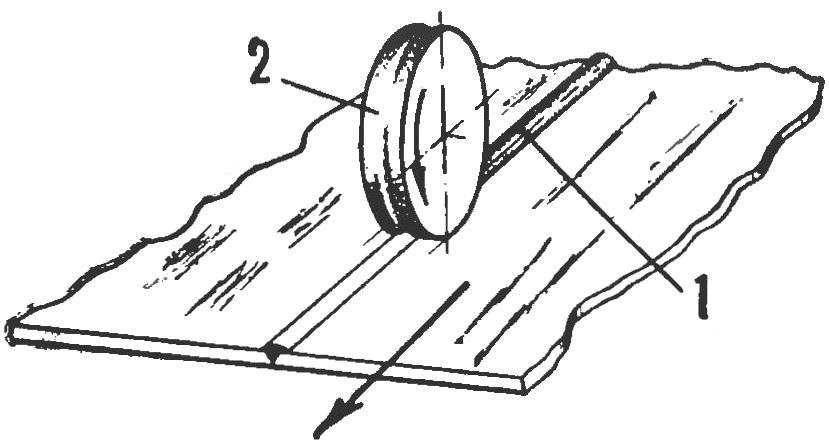
Рис. 7. Срезание усиления сварного шва:
1 — шов, 2 — желобковая иглофреза.
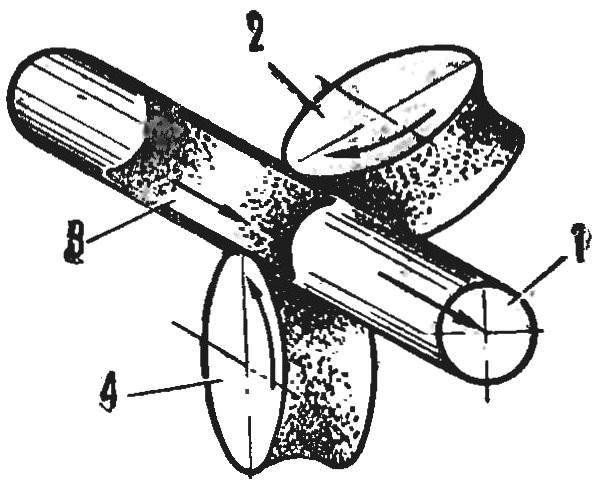
Рис. 8. Трехсторонняя зачистка трубы:
1 — труба, 2—4 — профилированные иглофрезы.
В отличие от процессов с применением абразивов новая технология не сопровождается искрением, что немаловажно для взрывоопасных производств. Не дает она и пыли. Срезаемая иглофрезой микростружка представляет собой чистый металлический порошок, который может идти в переплавку, использоваться в порошковой металлургии.
Даже беглое перечисление достоинств и сфер применения показывает, что возможности нового инструмента необычайно широки и, по существу, до конца еще не раскрыты. Иглофреза ждет поддержки комсомольских энтузиастов новой техники, отрядов ТТМ, которые могли бы взять шефство над ее внедрением.
Изобретение В. С. Салуквадзе представляет большой интерес для предприятий черной и цветной металлургии, заводов нефтехимического машиностроения, судостроительной, авиационной и многих других отраслей промышленности, различных ремонтных предприятий и строительных организаций, так как, заменяя абразивную и дробеметную или дробеструйную зачистку, а во многих случаях химическое травление, оно резко повышает производительность и снижает затраты труда.
Подсчитано, что годовой экономический эффект, например, от внедрения иглофрезерного агрегата для зачистки полос из титановых и жаропрочных сплавов достигает миллиона рублей.
СЛОВО ИЗОБРЕТАТЕЛЮ
Иглофрезерование особенно эффективно при зачистке больших поверхностей и массовых деталей. Для этого могут быть применены фрезерные, продольно-строгальные или специальные станки.
Однако следует учесть, что используемый на них новый тип инструмента — иглофреза — будет работать лишь в строго определенных условиях и режимах. Поэтому ею нельзя просто механически заменить, скажем, абразивный камень, так как неправильно выбранный или неправильно используемый инструмент практически или не работает, или не дает ожидаемого эффекта.
В лаборатории иглофрезерования Всесоюзного научно-исследовательского института ВНИИСТ, который является разработчиком метода и ведущей организацией в этой новой области техники, создано около двадцати типов иглофрез, каждая из которых предназначена для конкретных производственных условий.
Есть иглофрезы-карлики, которые позволяют, например, очищать внутреннюю поверхность трубки диаметром всего 30 мм; есть иглофрезы-гиганты, диаметром почти 1 м и весом около 1000 кг, предназначенные для обработки больших плоскостей.
Необходимую консультацию по их использованию институт ВНИИСТ предоставляет по запросам организаций.
В. САЛУКВАДЗЕ, заведующий лабораторией иглофрезерования ВНИИСТ
Старший инженер павильона «Машиностроение» З. А. Кондратова
Рекомендуем почитать
 «СОЮЗ» — КОСМИЧЕСКИЙ ДОЛГОЖИТЕЛЬ
«СОЮЗ» — КОСМИЧЕСКИЙ ДОЛГОЖИТЕЛЬ
23 апреля 1968 г. ракетой-носителем 11А511 был выведен на околоземную орбиту новый космический корабль 7К-ОК, получивший название «Союз». Корабль пилотировал летчик-космонавт СССР, Герой... ГИДРАВЛИЧЕСКИЙ… КЛАСС
ГИДРАВЛИЧЕСКИЙ… КЛАСС
Представьте, что вы находитесь в классе технического училища. Идут занятия. Преподаватель за кафедрой излагает курс, а ученики, как и положено, сидят за столами и внимательно слушают. Но...