Широкое внедрение в народном хозяйстве пластмассовых труб повсеместно сопровождается разработкой всевозможных способов их соединения — процесса до сих пор достаточно трудоемкого. Один из наиболее перспективных среди них — сварка, заключающаяся в оплавлении торцов и последующем их охлаждении встык под давлением. При этом качество сварки во многом зависит от того, насколько четко и точно выполнена стыковка оплавленных торцов труб.
Новаторы Чувашского территориального управления строительства разработали установку, гарантирующую прочную фиксацию и точную центровку свариваемых пластмассовых труб. При этом обеспечивается плавная подача концов труб друг к другу и создание необходимого давления в месте стыка.
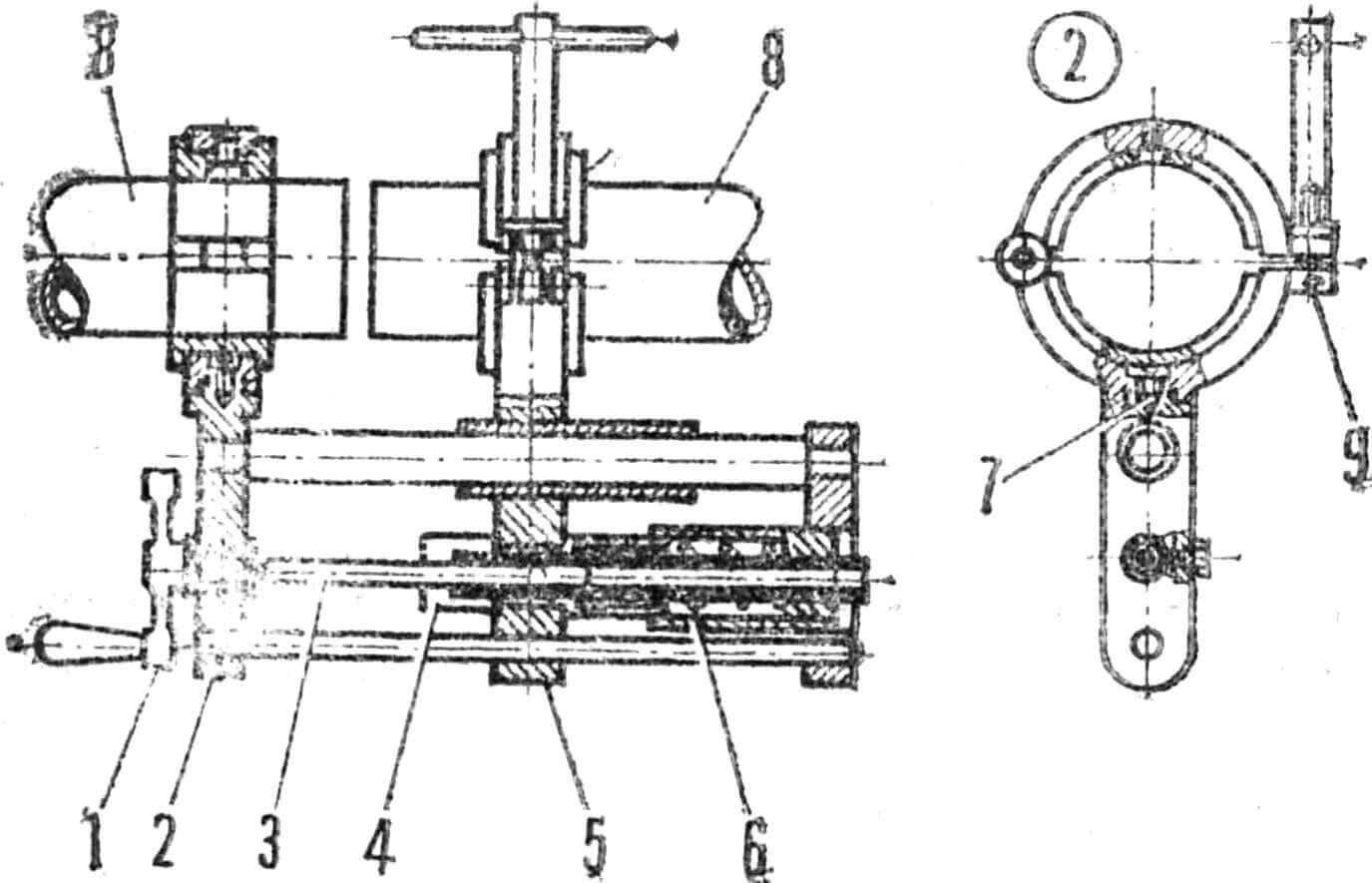
Установка для сварки труб:
1 — ручка винтовой пары. 2 — неподвижный кронштейн с муфтой, 3, 4 — винтовая пара, 5 — подвижный кронштейн с муфтой, 6 — пружина, 7 — винт крепления хомута, 8 — трубы, 9 — винтовой зажим хомута.
Установка состоит из неподвижного и подвижного кронштейнов с хомутами для зажима концов труб. Одна из труб, находящаяся в подвижном кронштейне, выдвигается благодаря винтовой паре и пружине сжатия: при вращении ручки винтовой пары пружина толкает подвижный кронштейн в сторону неподвижного, и торцы сближаются.

1 — диск, 2 — резец, 3 — приводная ручка, 4 — фиксирующий винт, 5 — коромысло.
В комплект установки входит также приспособление для торцовки: подготовки торцов перед оплавлением. Оно своим коромыслом с фиксирующим подпружиненным винтом навешивается на направляющие основной установки так, что диск с резцом оказывается против торца Трубы. Затем ручка через храповое зацепление начинает вращать диск с резцом: подлежащая оплавлению поверхность выравнивается и зачищается. Оба торца при этом сохраняют соосность.
Малые габариты установки позволяют сваривать трубопроводы при прокладке пластмассовых сетей и коммуникаций практически в любых условиях. Благодаря комплекту сменных вкладышей в хомуты установка обеспечивает соединение труб диаметром от 32 до 110 мм.
Рекомендуем почитать
 «ГОРЯЧИЙ» КАРАНДАШ
«ГОРЯЧИЙ» КАРАНДАШ
Небольшая раскаленная спираль, питаемая электрическим током, в искусных руках превращается в своеобразный карандаш, которым выжигают на дереве различные изображения. Это... АРБИТР СИГНАЛОВ
АРБИТР СИГНАЛОВ
Как вы думаете, что общего между математикой и электроникой? Читатели, знакомые с цифровой техникой, вероятно, помнят, что математические законы Булевой алгебры положены в основу...