Никого не удивляет, что для сверления разных отверстий требуется и разный инструмент. То, что без набора сверл не обойтись, не беда. Беда в том, что на смену инструмента уходит немало драгоценных минут. Как избежать этого! На разных предприятиях новаторы по-разному решают эту проблему. Появились, например, сверла со ступенчатым диаметром: один такой инструмент позволяет сверлить и малые и большие отверстия. А там, где этот диапазон должен быть уж очень велик, работают револьверные головки с постоянно закрепленной на них гаммой сверл.
По иному пути пошел новатор Ю. Сидоров. Для проделывания больших отверстий в тонких листовых материалах он разработал резак, который можно назвать «резиновым»… Инструмент, конечно, изготовляется из металла, но может «растягиваться» в широких пределах.
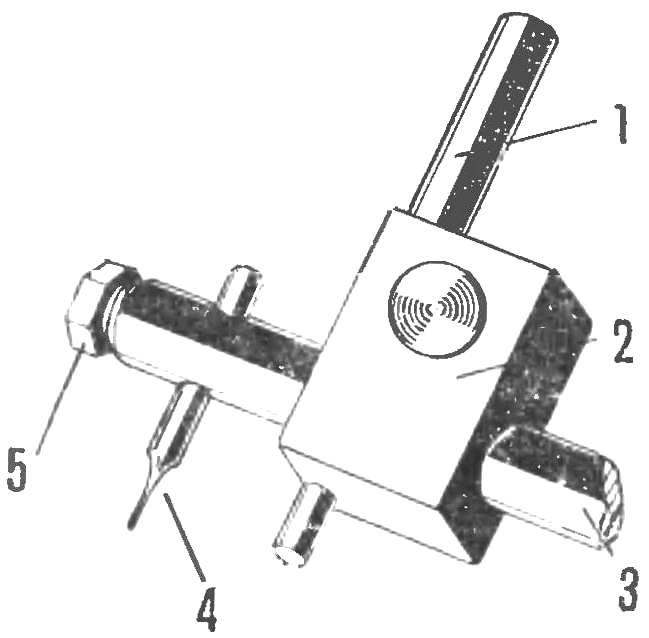
Универсальный резак:
1 — хвостовик под патрон, 2 — головка, 3 — выдвижная горизонтальная штанга, 4 — режущий элемент, 5 — зажимной винт.
Приспособление (см. рис.) закрепляется в патроне сверлильного станка, а режущий элемент зажимается винтом на выдвижной горизонтальной штанге: она-то и позволяет получить широкий диапазон диаметров отверстий. В зависимости от «раскраиваемого» материала — будь то резина, абразивная шкурка, металлический или фанерный лист или даже стекло — в качестве режущего элемента можно вставить ножевую пластину, резец или стеклорез.
Такое универсальное приспособление значительно повышает производительность труда и качество получаемых отверстий. Особенно эффективен «резиновый» резак в мелкосерийном и единичном производстве, где благодаря ему отпадает необходимость в изготовлении дорогостоящей технологической оснастки.
Рекомендуем почитать
 СТАНЕТ КАК ПРОФЕССИОНАЛЬНАЯ
СТАНЕТ КАК ПРОФЕССИОНАЛЬНАЯ
Большинство начинающих кинолюбителей пользуются кинокамерами семейства «Аврора», выпускаемыми Ленинградским оптикомеханическим объединением. Действительно, эти аппараты просты по...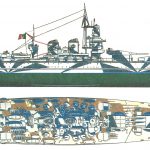 КАК РУШАТСЯ НАДЕЖДЫ
КАК РУШАТСЯ НАДЕЖДЫ
Есть роковые дни, которые могут покончить с самыми смелыми надеждами и устремлениями. Таким днем стало для итальянцев 11 ноября 1940 года. Флот дуче наконец-таки получил серьезные...