
 Для гибки металлических стержней и труб существует много способов и приспособлений. Наиболее часто эту операцию выполняют на трубогибе. Но не у каждого (даже мастерового человека) он имеется. Самый простой прием — это когда один конец заготовки надежно закрепляют в подходящем месте (например, в тисках), а взявшись за другой — гнут Если сгибаемый конец короткий, то на него надевают отрезок соответствующей трубы, используя его как захват и рычаг. Но этот способ не обеспечивает ни качества, ни точности радиуса загиба.
Для гибки металлических стержней и труб существует много способов и приспособлений. Наиболее часто эту операцию выполняют на трубогибе. Но не у каждого (даже мастерового человека) он имеется. Самый простой прием — это когда один конец заготовки надежно закрепляют в подходящем месте (например, в тисках), а взявшись за другой — гнут Если сгибаемый конец короткий, то на него надевают отрезок соответствующей трубы, используя его как захват и рычаг. Но этот способ не обеспечивает ни качества, ни точности радиуса загиба.
Если предстоит гнуть значительное количество одинаковых заготовок из труб, выдерживая при этом заданный радиус и место его выполнения, можно изготовить несложное приспособление Оно не только значительно облегчит работу, но и позволит сгибать заготовки по небольшому радиусу, соизмеримому с ее поперечным размером.
Для приспособления нужен подходящий по диаметру и длине отрезок толстостенной трубы и кусок «кругляша» радиусом, соответствующим сгибу деталей (можно взять от этой же трубы или от заготовки) Диаметр рычага приспособления зависит от сечения сгибаемых деталей, желательно, чтобы он в 2 (или больше) раза превышал толщину заготовки.
Один конец трубы сплющивается в тисках или молотком на длине, составляющей ориентировочно около шести диаметров «кругляша» (размера зева будущего зацепа). В этом месте вырезается срединный продольный паз шириной чуть больше поперечного сечения заготовки и длиной немного меньшей, чем у образовавшейся плоскости.
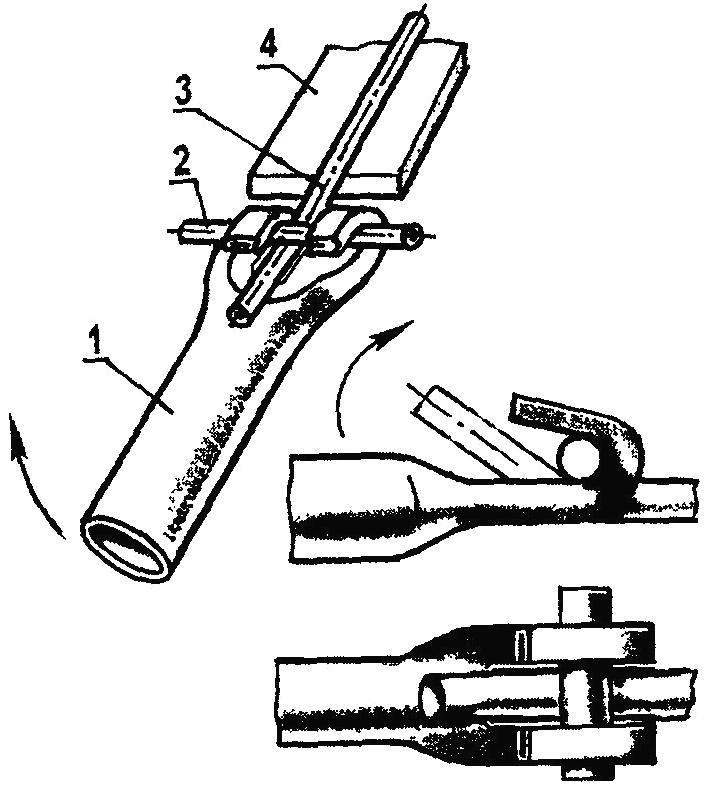
Приспособление дли гибки труб и прутков:
1 — рычаг (толстостенная стальная труба), 2 — «кругляш»-оправка, 3 — заготовка, 4 — упор
Боковины сплющенного конца (рожки образовавшейся вилки) загибаются на 165 — 170° на припасенном «кругляше», который будет использоваться в приспособлении в качестве оправки Такой угол позволит при необходимости вставлять «кругляш» диаметром и побольше, т.е. увеличивать радиус сгиба заготовки Сечение же заготовок ограничивается поперечным размером паза и просветом между его задней кромкой и боковой поверхностью оправки Для облегчения процесса гибки производится местный нагрев заготовок в пламени паяльной лампы, газовой горелки и т.п., а приспособление в это время используется в качестве держателя.
Для исключения смятия труб при малом радиусе сгиба используется известный способ, их внутренняя полость предварительно наполняется песком, а в торцевые отверстия забиваются деревянные пробки.
Перед началом каждой операции все трущиеся места заготовок и деталей приспособления обильно смазываются машинным маслом — вполне подойдет и отработанное.
А. АННИН
Рекомендуем почитать
 Как подключить светильники на подвесном потолке
Как подключить светильники на подвесном потолке
Свет распределяется лучше всего, если поместить на потолок точечные источники, так называемые споты. Это встроенные устройства обычно некрупные, зато их равномерное свечение позволит... «ЯЗЫЧОК» С СЕКРЕТОМ
«ЯЗЫЧОК» С СЕКРЕТОМ
Довольно часто случается, что «язычок» у кроссовок или ботинок «имеет привычку убегать» к носку доставляя тем самым большие неудобства хозяину. Ничего этого не произойдет если на...