 Метод кругового протягивания все чаще применяется для нарезания зубьев конических шестерен, например дифференциала ведущего моста автомобиля. Сущность метода — обработка заготовки режущим инструментом большого диаметра с радиально расположенными резцами. Эта технология является одним из самых производительных способов изготовления прямозубых конических колес.
Метод кругового протягивания все чаще применяется для нарезания зубьев конических шестерен, например дифференциала ведущего моста автомобиля. Сущность метода — обработка заготовки режущим инструментом большого диаметра с радиально расположенными резцами. Эта технология является одним из самых производительных способов изготовления прямозубых конических колес.
Однако круговые протяжки относятся к наиболее сложным и дорогостоящим инструментам. Поэтому новаторы постоянно уделяют большое внимание совершенствованию их конструкции и повышению стойкости. Этого удается добиться с помощью видоизмененного инструмента, внедренного на Рязанском заводе автомобильных агрегатов и на КамАЗе.
Существующий инструмент для нарезания зубьев с модулем 5 мм и выше предусматривает две последовательные операции — черновую и чистовую. Последняя из них выполняет только профилирование впадины зубьев с незначительным снятием припуска металла. Зато для чернового зубопротягивания, при котором резцы удаляют до 80% металла, характерна предельная нагрузка на режущий инструмент. Особенно большие напряжения приходится испытывать первым 15—20 резцам, вспарывающим «целину» в начальных проходах от носка к пятке зуба. При этом снимается широкая и короткая стружка и уровень вибраций достигает максимальных величин, вызывая удар в кинематической цепи станка. Такой режим приводит к образованию трещин и сколов на режущей кромке резцов — из-за этого они быстро выходят из строя.
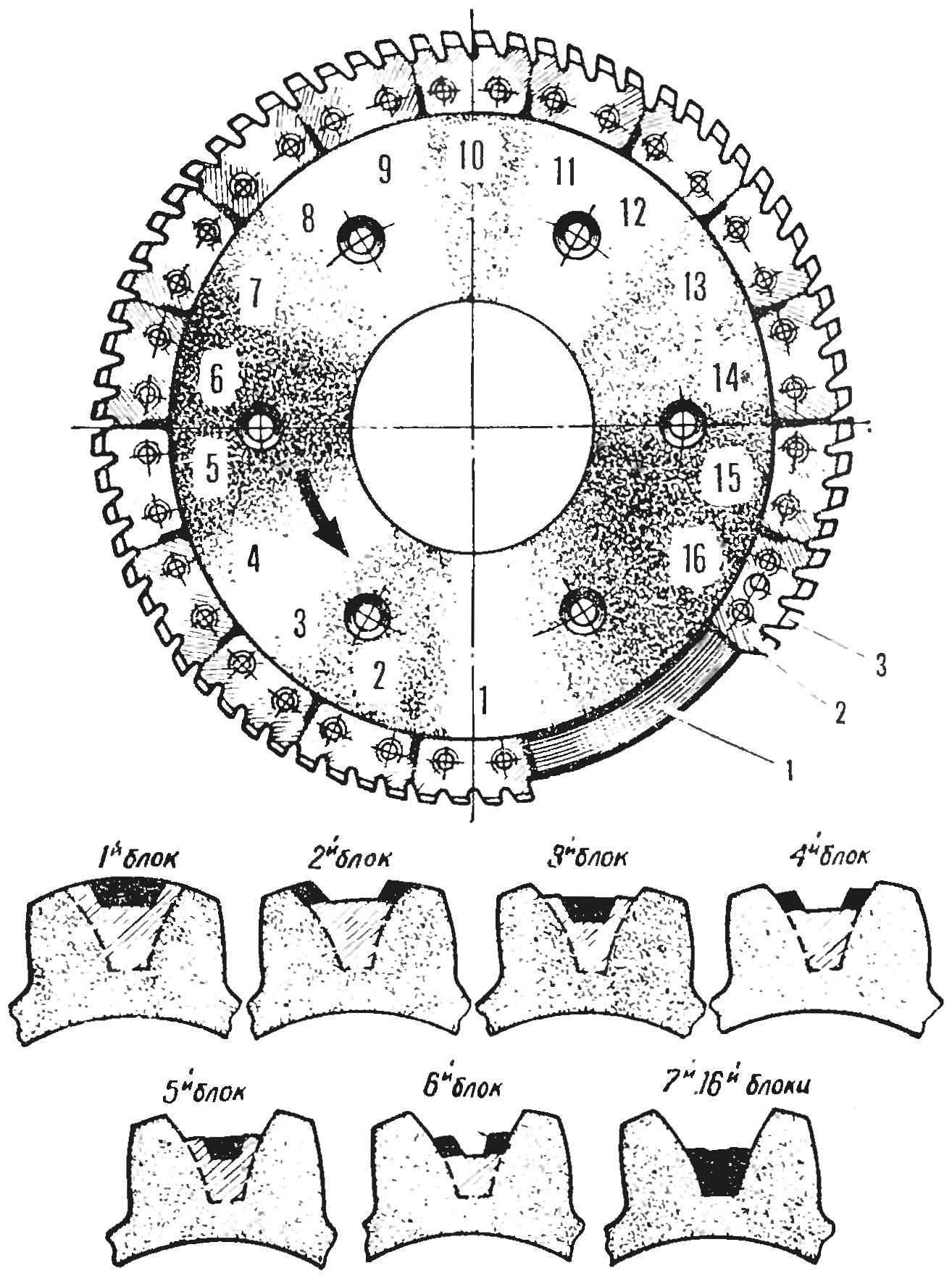
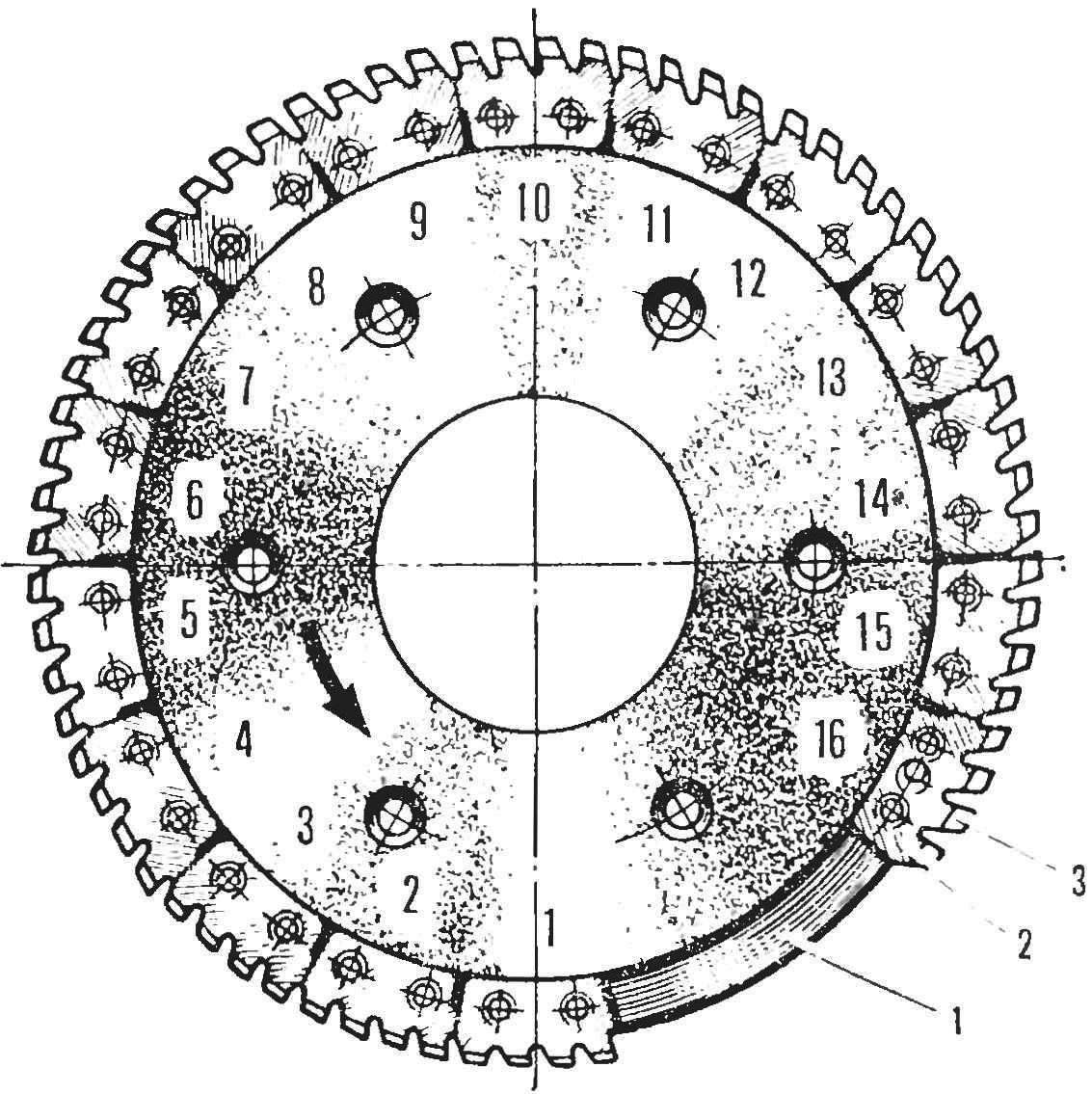
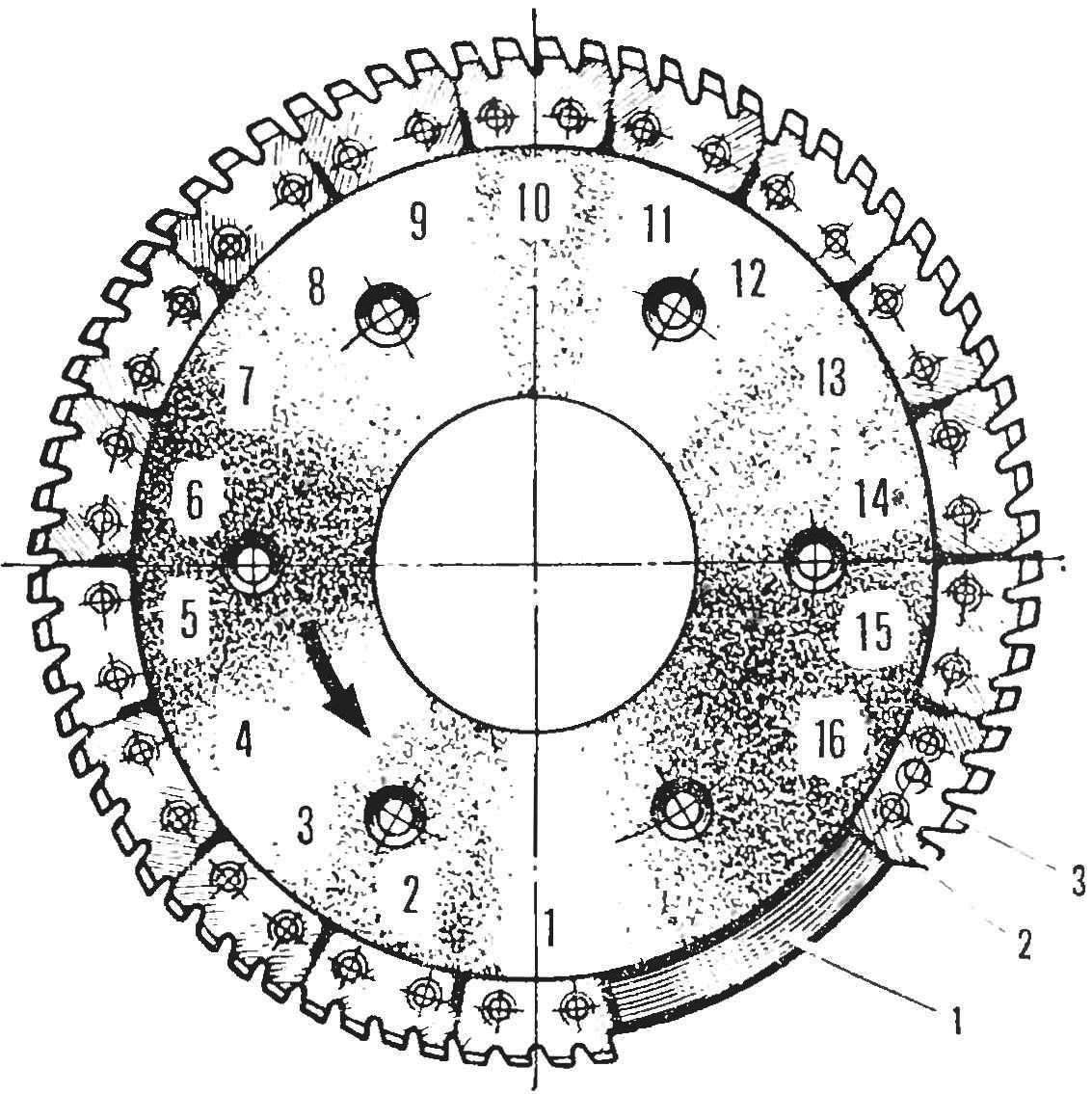
Круговая протяжка:
1 — диск-основание, 2 — блоки резцов, 3 — режущая кромка; внизу — схема ступенчатого резания блоками.
В новом инструменте все резцы разбиты на три группы, составляющие «специализированные» блоки. Резцы первой группы, из которой состоят блоки 1, 3 и 5, имеют сравнительно узкую ширину режущей кромки и прорезают только середину верхней части впадины. Блоки 2, 4, 6 объединяют резцы второй группы: своими широкими кромками они снимают оставшиеся после первых проходов боковины верхней части впадины. После того как эта широкая полоса металла выбрана, вступают в работу резцы третьей группы, объединенные в блоки с 7 по 16. Они легко завершают обработку впадины до полной глубины.
Благодаря тому, что резцы выполняют часть общей операции поочередно, нагрузка на них распределяется равномерно, обработка проходит плавно, без ударов, резко снижаются вибрации, исключаются трещины и сколы режущей кромки.
Стойкость резцовых головок увеличивается в 1,5 раза. Переход на такой инструмент дает до 50 тыс. рублей экономии в год.
Рекомендуем почитать
 НА ЛЫЖАХ ЗА ПАРУСОМ
НА ЛЫЖАХ ЗА ПАРУСОМ
Желание прокатиться на лыжах «с ветерком» заставляет порой изобретательных спортсменов выдумывать новые виды спорта: гонки на лыжах на буксире за мотоциклом (скийоринг), за катером и... ПАССАЖИРСКИЙ БОМБАРДИРОВЩИК
ПАССАЖИРСКИЙ БОМБАРДИРОВЩИК
В июне 1917 г. фирма «Виккерс» получила предложение принять участие в конкурсе на создание двух- или трехмоторного бомбардировщика. Потом уточнили - два двигателя. До этого в составе...