
 …ШЛИФОВАЛЬНЫЙ
…ШЛИФОВАЛЬНЫЙ
Резец токарного станка прошелся по шершавой необработанной заготовке. Токарь остановил станок, замерил диаметр и, прибавив пару «десяток», еще раз прошелся начисто. Еще один замер: все в порядке.
Но токарь не торопится вынимать деталь из патрона. Он достает из тумбочки какой-то инструмент, закрепляет его в резцедержателе и вновь нажимает кнопку «пуск». Включен самоход, и необычный инструмент двинулся вдоль заготовки, оставляя за собой практически зеркальную поверхность.
Такая операция называется обкаткой. Инструментом здесь служит закаленный шарик, который прижимается к обрабатываемой детали оправкой. Помимо повышения класса чистоты поверхности, обкатка упрочняет поверхностный слой металла: шарик, деформируя поверхностный слой заготовки, нагартовывает его.
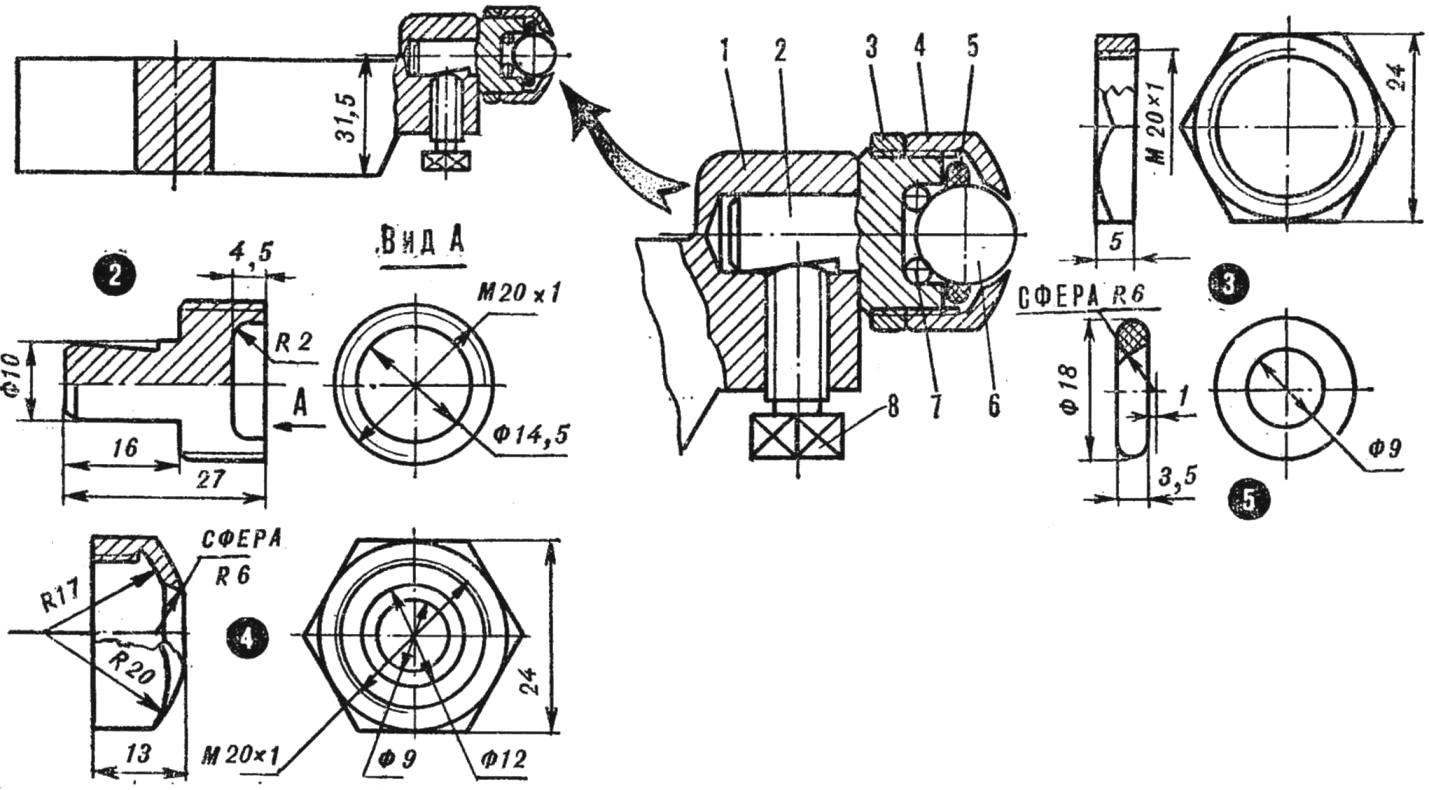
Рис. 1. Приспособление для обкатки деталей на токарном станке:
1 — державка, 2 — корпус, 3 — контргайка, 4 — обойма, 5 — релиновый сальник, 6 — рабочий шарик Ø 12 мм, 7 — опорные шарики Ø 4 мм, 8 — винт фиксатор.
Сделать такой инструмент не слишком сложно даже в школьной мастерской. На рисунке 1 изображены сборочный чертеж и деталировка приспособления. Оно состоит из державки (ее размеры соответствуют резцедержателю стайка 1А62) с фиксирующим винтом и корпуса, в котором закреплен рабочий инструмент — стальной шарик Ø 12 мм. Он вращается в своеобразном подшипнике из восьми четырехмиллиметровых шариков. Корпус под рабочий шарик следует цементировать с последующей закалкой.
…И ДОЛБЕЖНЫЙ СТАНОК
Далеко не в каждой мастерской — школьной, кютовской или сютовской — есть долбежный станок, а необходимость в нем существует почти всегда. Шкивы, звездочки, шестерни закрепляются на валах с помощью шпонок, под которые в этих деталях требуется выполнять шпоночные канавки. И тут вполне сможет выручить токарный станок.
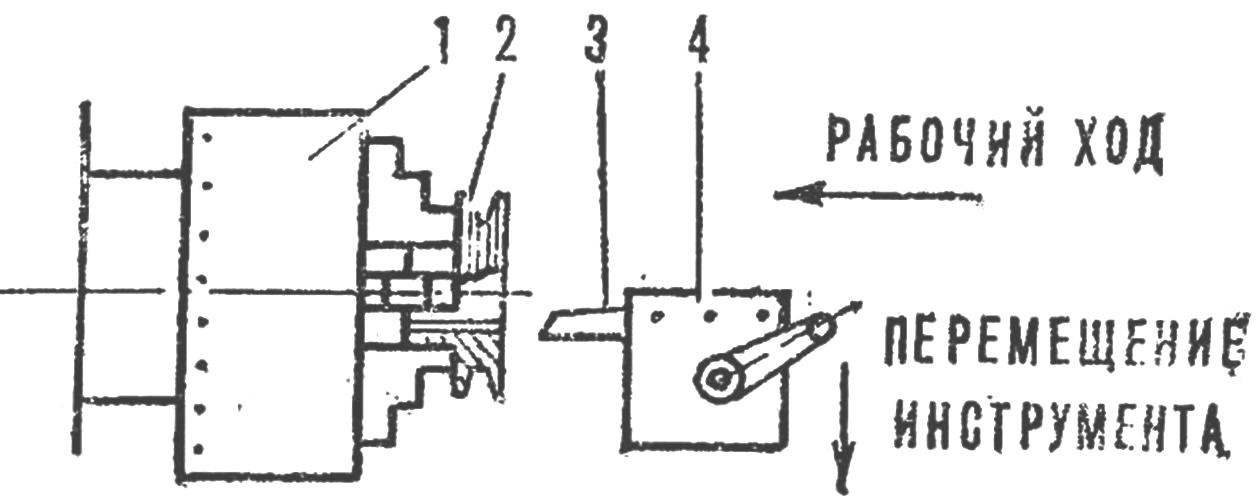
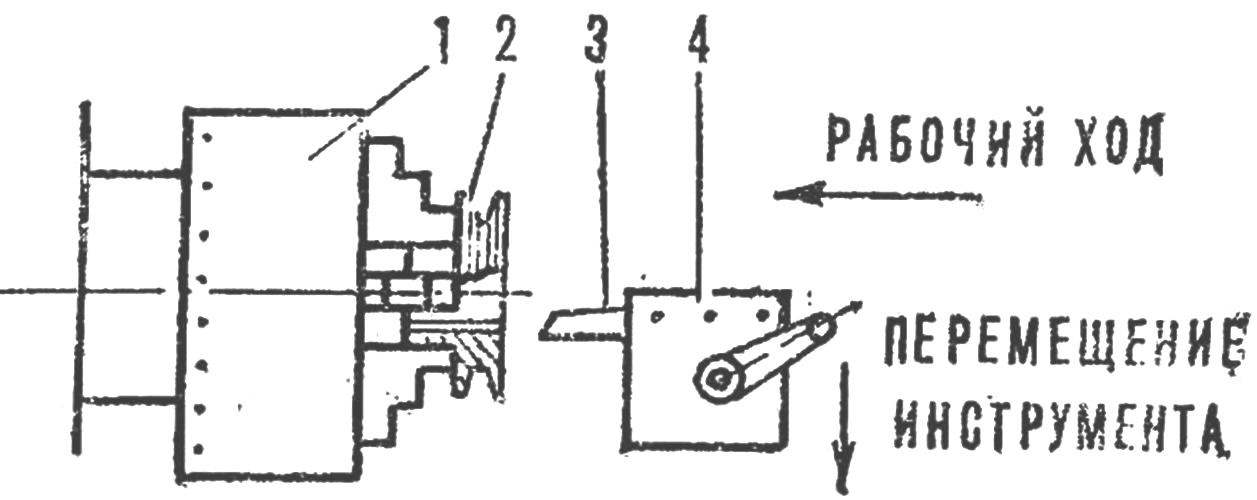
Рис. 2. Токарный станок в роли долбежного:
1 — патрон токарного станка, 2 — обрабатываемая деталь (например, шкив), 3 — резец, 4 — резцедержатель.
Для этого в резцедержатель станка зажимается особым образом заточенный резец — ширина его должна соответствовать ширине шпонки. Застопорив патрон, с помощью маховика продольной подачи снимаем первую стружку. Затем резец смещается маховичком поперечной подачи суппорта, и операция повторяется. Весь цикл обработки шпоночной канавки занимает не более трех-пяти минут в зависимости от материала заготовки.
…И К ТОМУ ЖЕ…
токарный станок — это практически готовая делительная головка. Стоит лишь разбить окружность патрона на определенное число частей (например, на 24 — поскольку это число кратно числам 2, 3, 4; 6, 8 и 12), нанести в местах деления точки керном — и вы будете иметь возможность размечать заготовки, не снимая их после токарной обработки со станка.
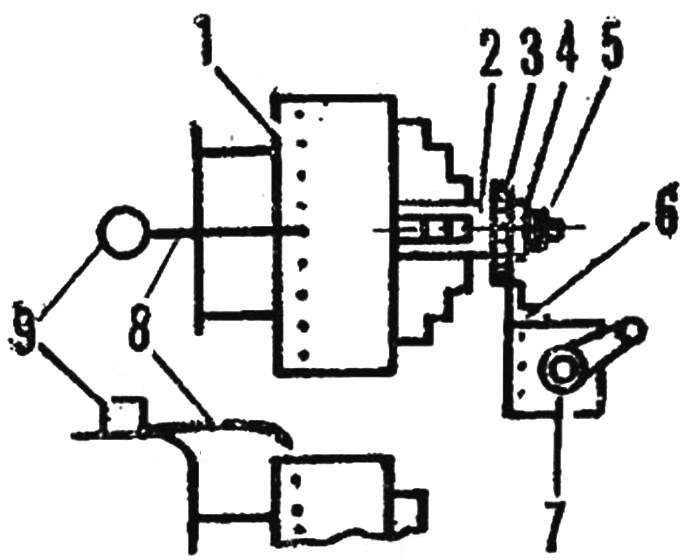
Рис. 3. Патрон токарного станка — делительная головка:
1 — патрон, 2 — оправка, 3 — подлежащая разметке деталь, 4 — шайба, 5 — ганка, 6 — резец-чертилка, 7 — резцедержатель, 8 — игла-указатель, 9 — грузик.
Собственно разметка производится остро заточенным резцом. Для этого следует совместить нужную вам точку керна со стрелкой-указателем, подвести к детали резец и прочертить по детали риску, вращая маховичок продольной или поперечной подачи.