 Именно так можно сказать об изношенной детали, восстановленной методом, разработанным в Челябинском институте механизации и электрификации сельского хозяйства.
Именно так можно сказать об изношенной детали, восстановленной методом, разработанным в Челябинском институте механизации и электрификации сельского хозяйства.
Прежние размеры валов, осей, пальцев и других деталей сельскохозяйственных машин, больше всего страдающих от абразивного воздействия, восстанавливаются с помощью несложной установки для напекания на их поверхность металлического порошка. Такую установку можно собрать в любой мастерской. Ее основой может стать, к примеру, токарный станок с редуктором на приводе для понижения числа оборотов шпинделя и несколько переоборудованный сварочный трансформатор типа ТС-500. К ним понадобится изготовить лишь приспособление с медным роликом для электроконтактного напекания порошка и бункер со шнековым устройством — для подачи порошка в рабочую зону, под ролик.
Напекающее приспособление имеет корпус-цилиндр, который закрепляется в резцедержателе станка. В корпус вставлен полый шток с пружиной внутри. На его вильчатом конце во втулках из изоляционного материала посажена ось; на ней свободно вращается медный ролик.
Бункер устанавливается на суппорте станка. На бункере закреплен электродвигатель с редуктором для привода вертикального шнека, принудительно подающего металлический порошок к месту прижима ролика к детали.
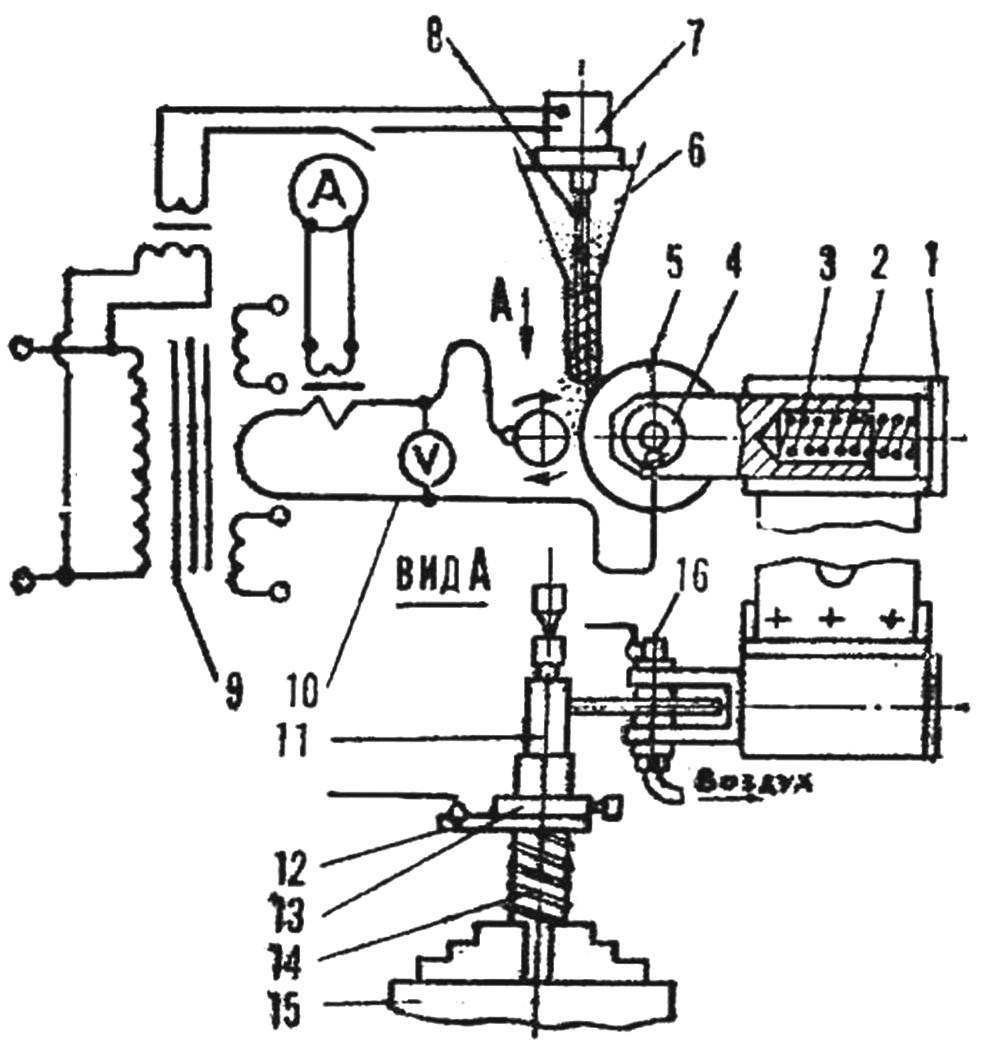
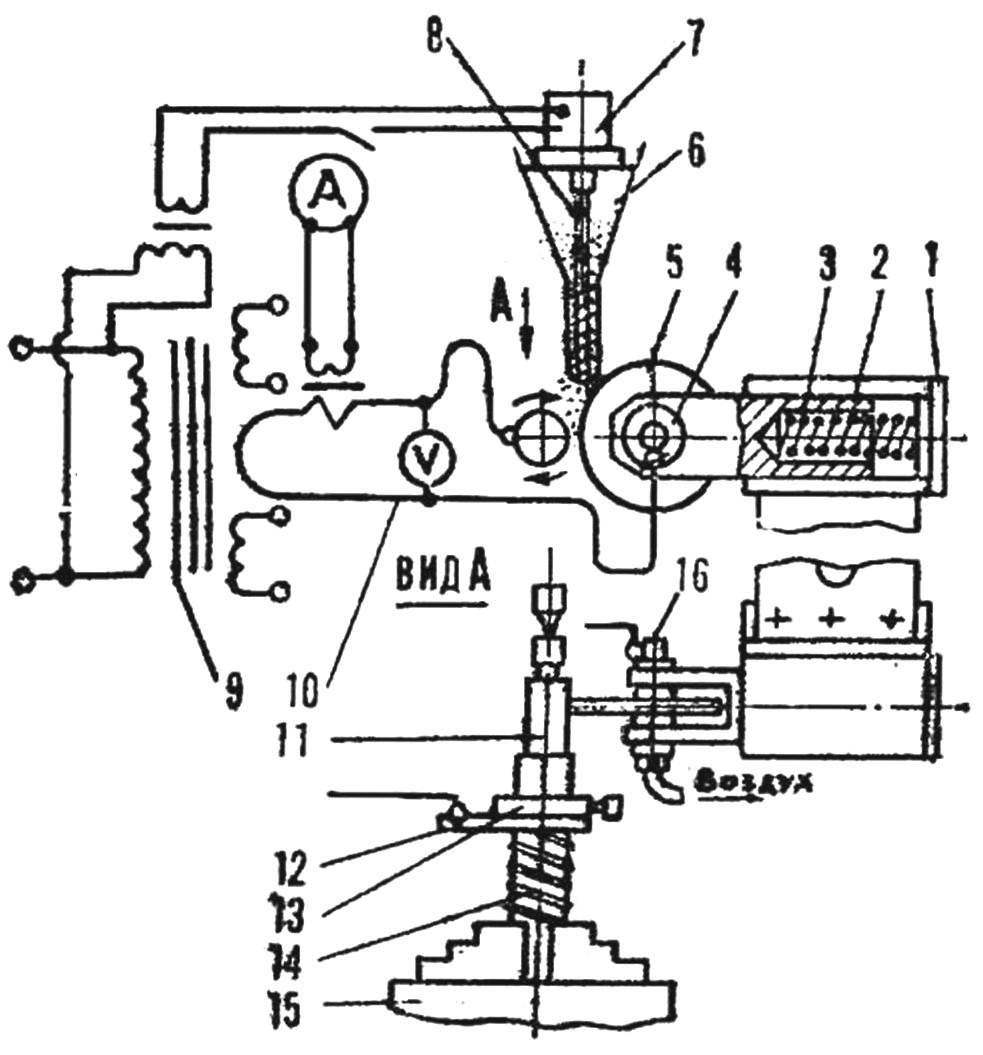
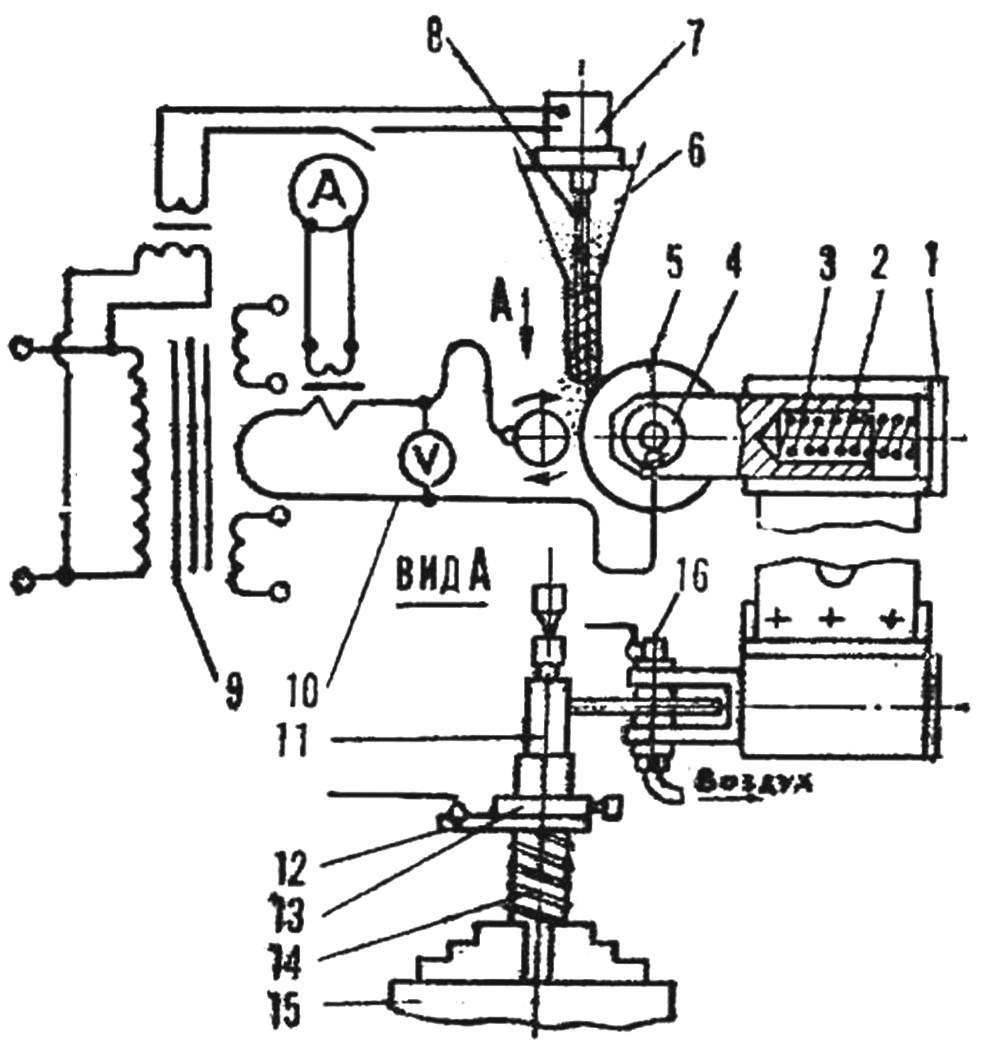
Схема установки для наплавки:
1 — корпус приспособления, 2 — полый шток, 3 — пружина, 4 — изоляционная втулка, 5 — медный ролик, 6 — бункер с металлический порошком, 7 — электродвигатель шнека, 8 — шнек, 9 — трансформатор, 10 — дополнительный виток, 11 — восстанавливаемая деталь, 12 — подвижное кольцо с токоподводящими проводами, 13 — неподвижное кольцо-токосьемник с винтом, 14 — пружина, 15 — патрон станка.
В сварочный трансформатор, используемый как источник тока низкого напряжения, введена дополнительная третья обмотка в виде одного витка из четырех сварочных проводов сечением по 120 мм2 каждый. Одни концы проводов выведены на подвижное токосъемное кольцо, свободно надеваемое на деталь, другие подсоединяются к оси медного ролика.
Изношенная деталь закрепляется в патроне станка. На нее надеваются пружина, подвижное кольцо с токоподводящими проводами и медное кольцо-токосъемник, фиксируемое неподвижно с помощью винта. Затем к детали с поперечной подачи суппорта прижимается ролик приспособления, синхронно
включаются продольная подача, электродвигатель — шнека, трансформатор и двигатель, вращающий патрон. В зоне контакта ролика происходит напекание нового слоя металла. Причем он может наращиваться по различным схемам взаимного движения детали и ролика, в том числе и по винтовой линии.
При использовании железного порошка марки ПЖ-5М новые поверхности деталей приобретают высокую износостойкость, аналогичную закаленной стали Ст-45.
Рекомендуем почитать
 ЗНАКОМТЕСЬ — НОВЫЙ КЛАСС МОДЕЛЕЙ ЯХТ
ЗНАКОМТЕСЬ — НОВЫЙ КЛАСС МОДЕЛЕЙ ЯХТ
Сегодня все большей популярностью среди энтузиастов гонок радиоуправляемых моделей яхт во всем мире пользуется небольшая, доступная в постройке и эксплуатации, весьма удобная в... «НОЛЬ» ИЛИ «ЕДИНИЦА»
«НОЛЬ» ИЛИ «ЕДИНИЦА»
При налаживании логических устройств, выполненных на цифровых интегральных микросхемах, возникает необходимость контролировать уровень напряжений логического «0» и «1». И хотя в настоящий...