В прошлом номере мы рассказали о необычном на первый взгляд способе сушки древесины — в ванне с водой, между электродами, питаемыми током промышленной частоты. Эта технология намного сокращает производственный цикл и обеспечивает высокое качество получаемой продукции. Однако метод рассчитан в основном на обработку твердолиственной древесины.
Мягкие породы тоже находят широкое применение в народном хозяйстве. Поэтому мы продолжили поиски решений, повышающих интенсивность нагрева и сушки древесины и обеспечивающих ей определенные направленные свойства.
В результате был разработан и внедрен еще один метод обезвоживания пиломатериалов — в электромагнитном поле, где нагрев достигается благодаря тепловыделяющим ферромагнитным элементам. Для этого в теплоизолированную камеру (рис. 1), оборудованную многовитковым соленоидом, помещают тележку со штабелем пиломатериалов (рис. 2). Предварительно между их рядами по определенной схеме укладывают тепловыделяющие ферромагнитные элементы (ТФЭ) в виде решеток или сеток (рис. 3).
При включении переменного электрического тока промышленной частоты в соленоиде образуется электромагнитное поле, которое, воздействуя на стальные решетки ТФЭ, генерирует в них тепло. При этом передача тепла от ТФЭ к пиломатериалу происходит благодаря кондуктивности.
Описанный принцип нагрева ТФЭ основан на известном физическом явлении, когда тепло выделяется за счет вихревых токов, образующихся в ферромагнетике при воздействии на иего переменного электрического поля.
В школьном курсе физики нагревание ферромагнетика при циклическом перемагничивании иллюстрируется простым опытом: два одинаковых по размерам стержня, стальной и медный, устанавливаются на деревянной дощечке, на которую помещается катушка от универсального трансформатора. Затем с помощью воска на стержнях на одинаковой высоте крепятся 2—3 спички. После включения катушки через реостат спички со стального сердечника падают, а на медном остаются.
Наблюдаемое явление некоторые пытаются объяснить действием токов Фуко. Однако элементарные расчеты показывают, что токами Фуко нагревается в большей мере медный стержень. При одинаковых размерах стержней в них индуктируются поля с одинаковыми э. д. с. Но удельное сопротивление меди примерно в восемь раз меньше, чем у стали (Рм = 0,0175; Рс = 0,15), поэтому естественно, что значение величины токов Фуко в медном стержне будет на столько же больше, чем в стальном.
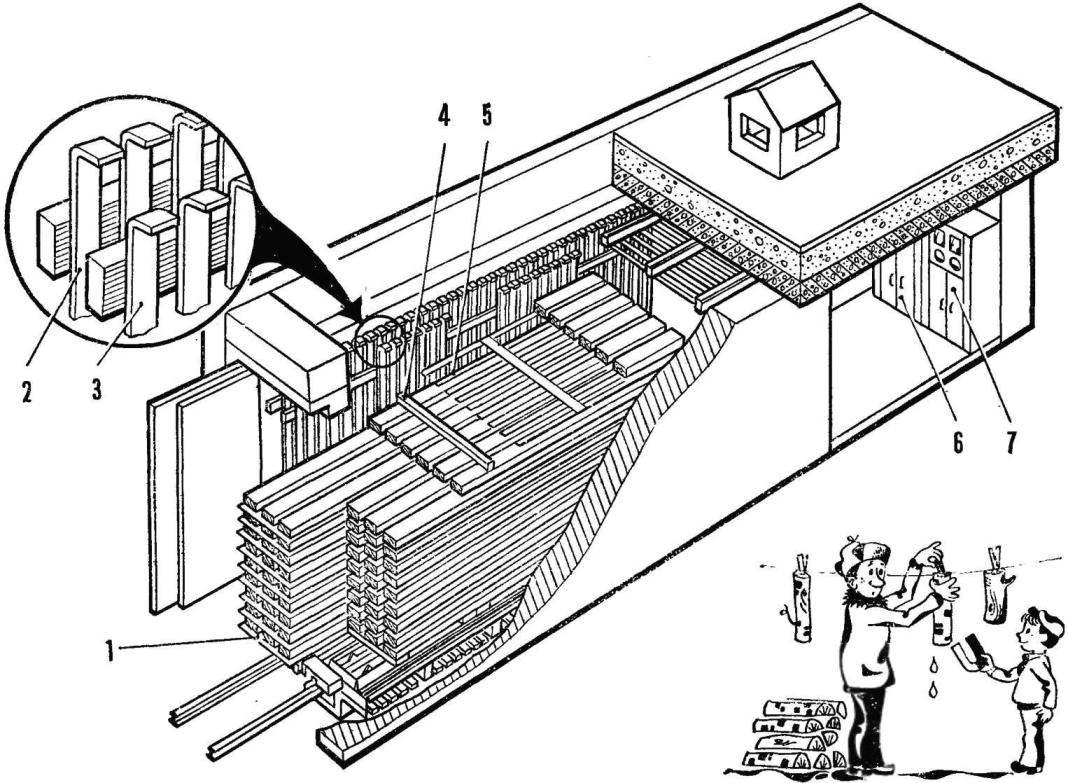
Рис. 1. Электромагнитная камера для сушки древесины:
1 — тележка со штабелем пиломатериалов, 2 — основная обмотка, 3 — дополнительная обмотка, 4 — поперечные прокладки, 5 — ферромагнитные решетки, 6 — пульт управления, 7 — пульт приборов контроля.
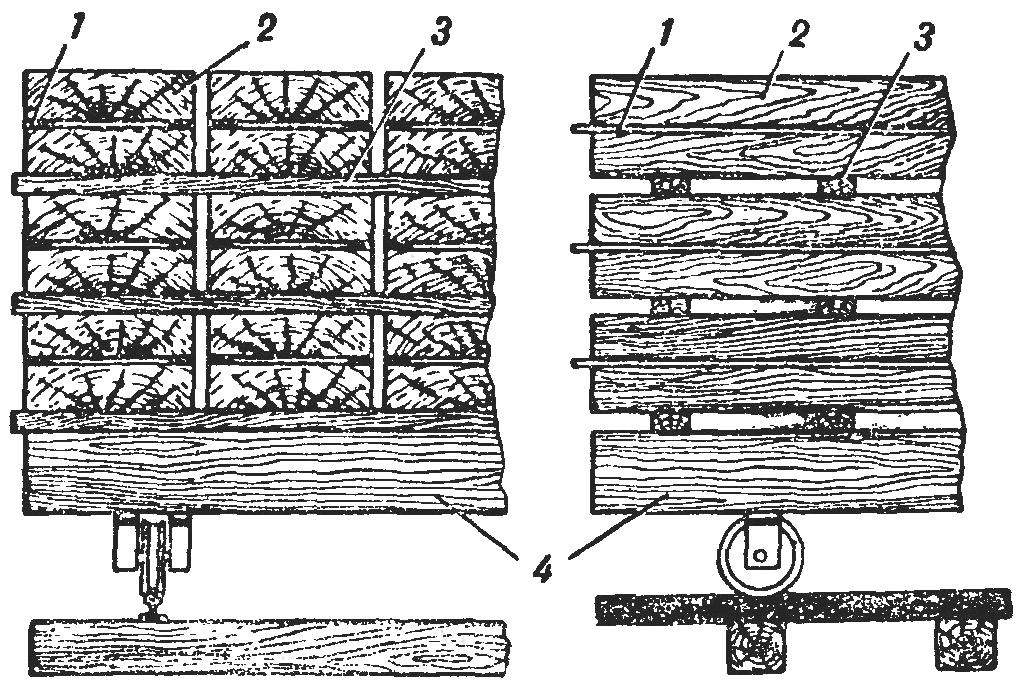
Рис. 2. Штабель на тележке:
1 — ферромагнитные решетки, 2 — древесина, 3 — прокладки, 4 — тележка.
Следовательно, причиной наблюдаемого эффекта выделения тепла является перемагничивание (цикл намагничивание — размагничивание, так называемая «петля гистерезиса»). Одновременно действуют и вихревые токи, которые зависят от силы тока возбуждающей катушки-соленоида, его частоты и конфигурации тела.
В соответствии с законом Ома ток в соленоиде зависит от приложенного напряжения и от активного и реактивного сопротивлений соленоида, а также и от частоты тока, так как общее сопротивление: Z2 = R2 + (ωL)2, или Z = R + jωL, а напряжение на зажимах соленоида: U = I(R + jωL).
В этих выражениях R — активнее сопротивление проводника; ω = 2πf — круговая частота (π = 3,14; f — частота тока); L — индуктивность соленоида; j — плотность тока.
При введении внутрь соленоида проводящего тела — металлического стержня — активное и реактивное сопротивление соленоида изменяется, и тогда U = I1(R1 + jωL1).
Изменение R и L зависит от таких физических свойств, как, например, проводимость, магнитная восприимчивость тела, помещаемого в поле соленоида, и даже от его геометрической формы.
При этом, в свою очередь, изменяется сила тока в соленоиде, что сказывается на его намагничивающей силе и магнитном потоке.
Теперь вернемся к вопросу нагрева и сушки древесины в электромагнитном поле. Как видно из рисунков, ТФЭ выполнены в виде решеток (см. рис. 3) из мягкой стали — Ст. 3. Почему а виде решетки?
Дело в том, что для интенсивного развития процесса сушки необходим такой способ подвода тепла к материалу, который бы не уменьшал активной поверхности испарения. Если выполнить ТФЭ а виде сплошных листов, то площадь отвода влаги значительно сократится; в зонах соприкосновения ТФЭ с заготовкой начнется пересыхание материала, увеличится термическое сопротивление потоку тепла и заметно уменьшится теплопроводность слоя. В соприкасающейся с материалом поверхности резко повысится температура, произойдут нежелательные деструктивные процессы в древесине, сопровождаемые потерей структурно-механических свойств.
Именно по этой причине контактный (кондуктивный) подвод тепла, несмотря на большие преимущества, не нашел широкого применения, кроме сушки тонколистовых материалов — бумаги, картона, тканей.
Решетчатая же конструкция ТФЭ способствует активному тепло- и влаго-обмену (рис. 4), позволяет одновременно создавать относительно равномерный, мощный подвод тепла и обеспечивать активное испарение влаги в местах расположения источников нагрева.
Интересно, что при обычной, конвективной сушке (например, нагретым воздухом) поток тепла направлен к материалу и неравномерно омывает штабель. В электромагнитной же камере все происходит наоборот. Прежде всего нагревается штабель древесины и происходит выделение испаряющейся влаги. И только затем потоком окружающего воздуха влага уносится из камеры. При этом температура материала выше, чем у окружающей среды.
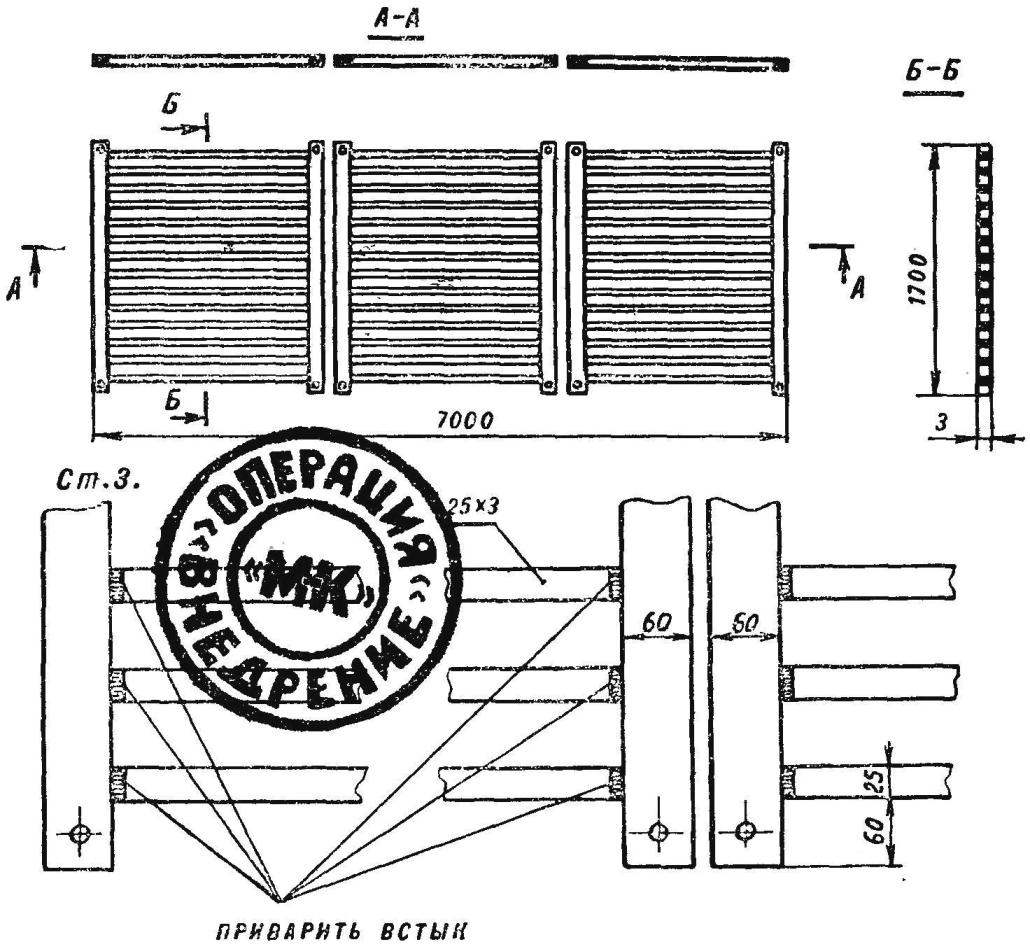
Рис. 3. Тепловыделяющие ферромагнитные решетки.
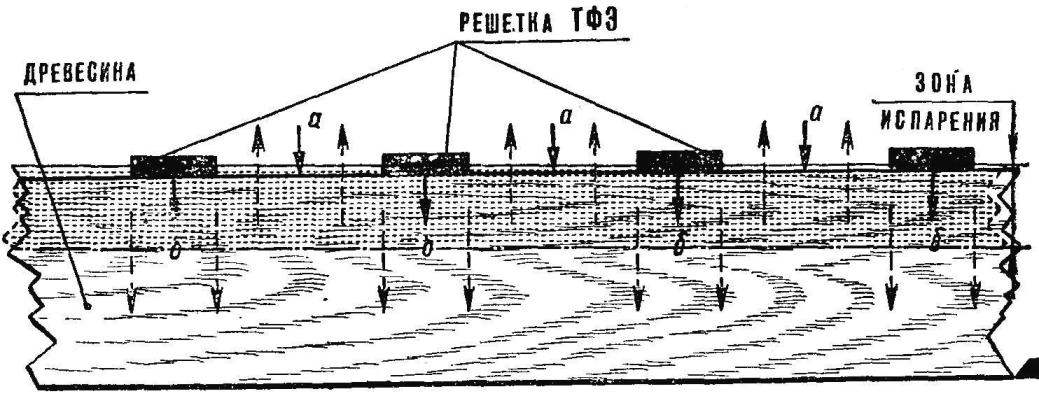
Рис. 4. Схема тепло- и влагопереноса:
а — конвекционный нагрев, б — контактный, пунктир — направленность испарения.
Преимущества электромагнитных камер важны не только для интенсификации процесса влагоудаления и обеспечения высокого качества материалов, но и для автоматизации этого сложного теплотехнического и технологического процесса.
Известно, что даже самый внимательный и технически грамотный человек не всегда в состояния управлять большим многообразием параметров процесса и невольно нарушает заданную координацию. Поэтому автоматизация процесса не только облегчает труд операторов, но и значительно повышает эффективность использования техники.
Основанные на описанном принципе электромагнитные установки с применением тока промышленной частоты привлекли внимание специалистов не только машиностроительного профиля, где требования к качеству древесины повышены, но и работников, например, межколхозных строительных организаций, где пар для сушильных камер отсутствует, а электроэнергия имеется в достаточном количестве.
Каковы же технико-экономические и технологические преимущества электромагнитной сушки? Прежде всего — значительное сокращение производственного цикла. В распространенных паровых камерах сушка хвойных пиломатериалов толщиной 60 мм происходит (по нормативным данным) в течение 5,5 суток, а при электромагнитном теплоподводе всего за 50—60 часов. При этом расход электроэнергии, приведенный к КПД электростанций, не превышает 1400—1800 ккал/кг испаренной влаги.
В паровых же сушилках расход энергии составляет 1600—3000 ккал/кг. Приведенные показатели расхода энергии даны для древесины, высушиваемой от начального влагосодержания порядка 60% до конечного 10—12%, а общее количество испаряемой влаги составляет примерно 205—210 кг/м3 (например, у сосны).
Стоимость капиталовложений, включая производство и передачу энергии на условный измеритель-кубометр древесины, на 25—30% меньше, чем для конвективных камер. Кроме того, нет необходимости строить специальные мощные котельные, сооружение которых требует немалых капиталовложений, времени и дефицитного оборудования.
Опыт показывает, что строительство блока электромагнитных камер, например, в условиях Черноморского судостроительного завода заняло не более 1,5—2 месяцев. Следовательно, налицо сокращение ввода в эксплуатацию новых мощностей. Кроме того, все электромагнитные установки полностью автоматизированы, чего нельзя сказать о паровых камерах.
В настоящее время электромагнитные установки для сушки древесины уже внедрены на многих предприятиях различных отраслей народного хозяйства. Их география весьма разнообразна : на Черноморском и Херсонском судостроительных заводах — родине этого метода, на судостроительных заводах Тюмени, Хабаровска, применяются они в строительных и межколхозных организациях на Украине, в Белоруссии, Узбекистане, РСФСР, Казахстане, на заводах электротехнической промышленности в Таллине, Минске. Однако следует отметить, что развитие данного метода нисколько не игнорирует применение известных, зарекомендовавших себя методов сушки — они должны друг друга дополнять.
Инженеры Г.М. БАЛАБАЕВ, С.Г. РОМАНОВСКИЙ
Рекомендуем почитать
 УНИВЕРСАЛЬНЫЙ БЛОК ПИТАНИЯ
УНИВЕРСАЛЬНЫЙ БЛОК ПИТАНИЯ
Каждый радиолюбитель знает: без источника постоянных и переменных напряжений различных величин в практической работе не обойтись. Он нужен, чтобы налаживать радиоконструкции,... ЛОБЗИК БЕГАЕТ ПО КРУГУ
ЛОБЗИК БЕГАЕТ ПО КРУГУ
Недорогие электролобзики очень редко комплектуются насадкой, позволяющей пилить по окружности. Возьмите прямоугольный кусок пластика или фанеры толщиной 2 - 4 мм соответствующего размера,...