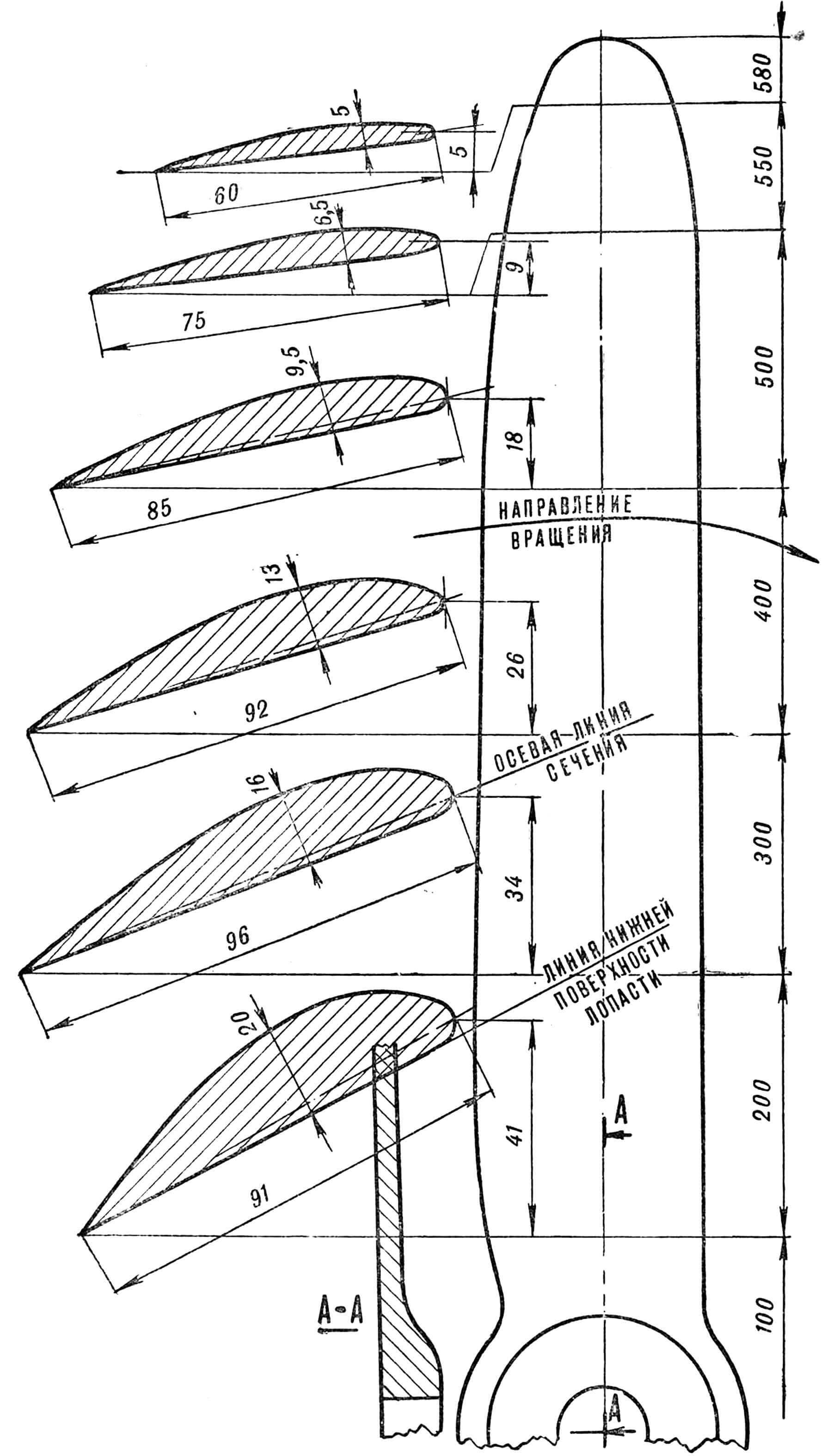
Для двигателей малой мощности воздушные винты (рис. 1) можно изготавливать методом литья. Правда, отливка должна быть обязательно высокого качества.
Наиболее подходящим материалом для литого воздушного винта являются алюминиевые сплавы Ал-2, Ал-6, Ал-8, Ал-9, Ал-19. Можно применять и более тяжелые латунные сплавы — ЛМцЖ-55-3-1 или ЛАМцЖ67-5-22, а также бронзу БрАМЖц-10-4-4. Все они хорошо заполняют форму и сравнительно легко обрабатываются.
Алюминиевые сплавы можно плавить в лабораторном (школьном) электротигле, куда металл закладывается небольшими кусками.
Модель винта служит для изготовления формы. Она вытачивается из деревянной болванки в точном соответствии с чертежом винта, без припусков. Делают модель по технологии изготовления деревянного винта, с той лишь разницей, что здесь можно использовать мягкие сорта дерева — сосну, липу и т. п. Модель шлифуется и покрывается лаком.
Опока соответствует по размерам винту, но имеет запас по сторонам. Верхняя и нижняя половины опоки-ящика стыкуются на направляющих штырях (рис. 2). Для этого на нижней ставятся штыри, а на верхней делаются под них гнезда. Верхняя часть ящика имеет только стенки, а нижняя и днище. Формовочная смесь состоит из 88% кварцевого песка и 12% цемента (марки 400 или 500). Смесь можно приготовить и с чистым, просеянным через мелкое сито речным песком. В него добавляется 10—15% (по весу) жирной красной или шамотной глины. Слишком большое ее количество приводит к появлению газовых раковин в отливке. То же самое произойдет, если глина будет слишком влажной — с содержанием воды более 5%.
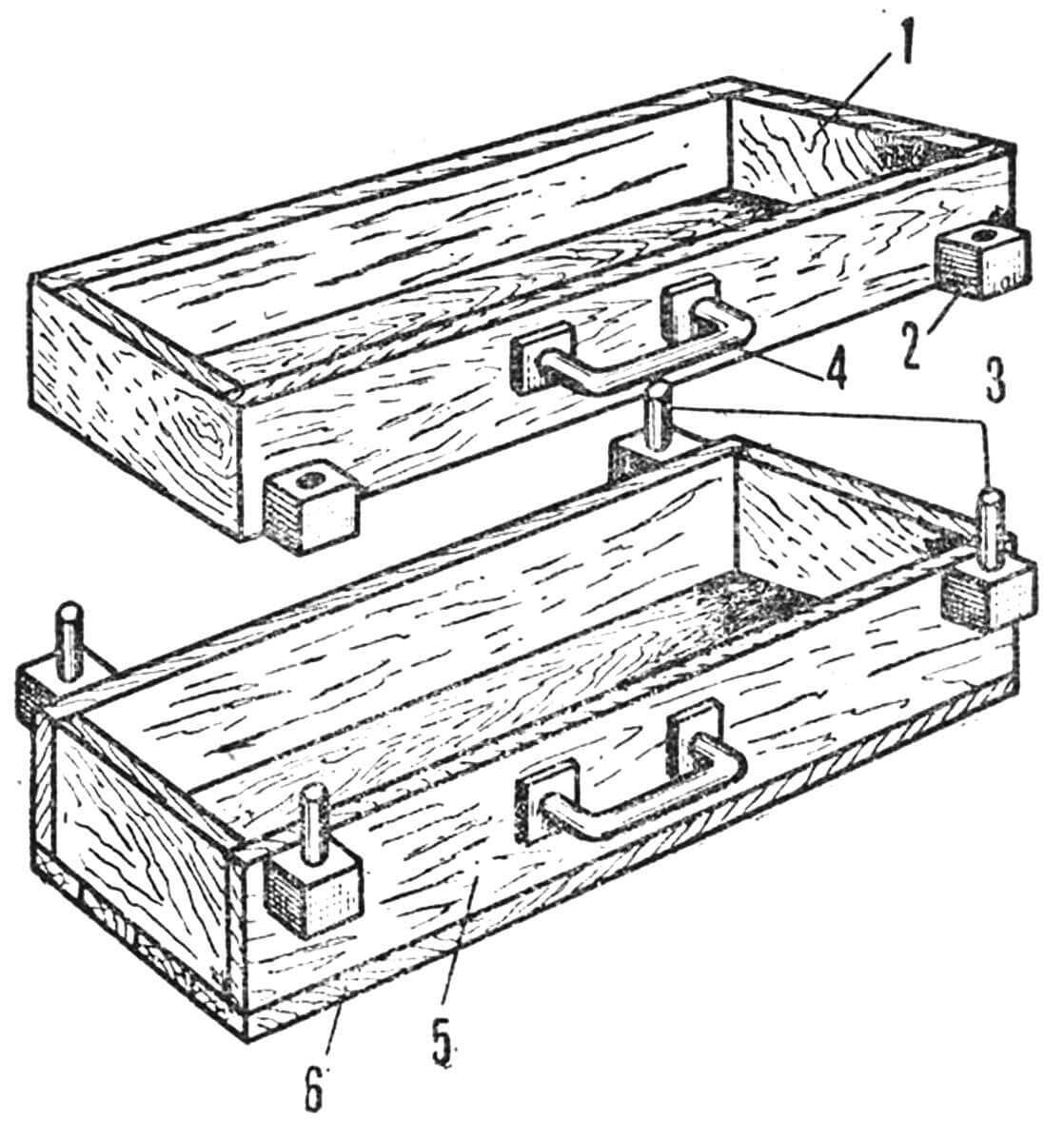
1 — верхняя половина ящика опоки; 2 — гнездо с отверстием под штыри; 3 — направляющие штыри; 4 — ручки; 5 — нижняя половина ящика опоки; 6 — днище.
Формовка начинается с того, что в доверху заполненную землей нижнюю опоку постепенно вдавливают модель винта (рис. 3). Землю вокруг модели утрамбовывают металлической болванкой и добавляют еще, чтобы опока была заполнена доверху.
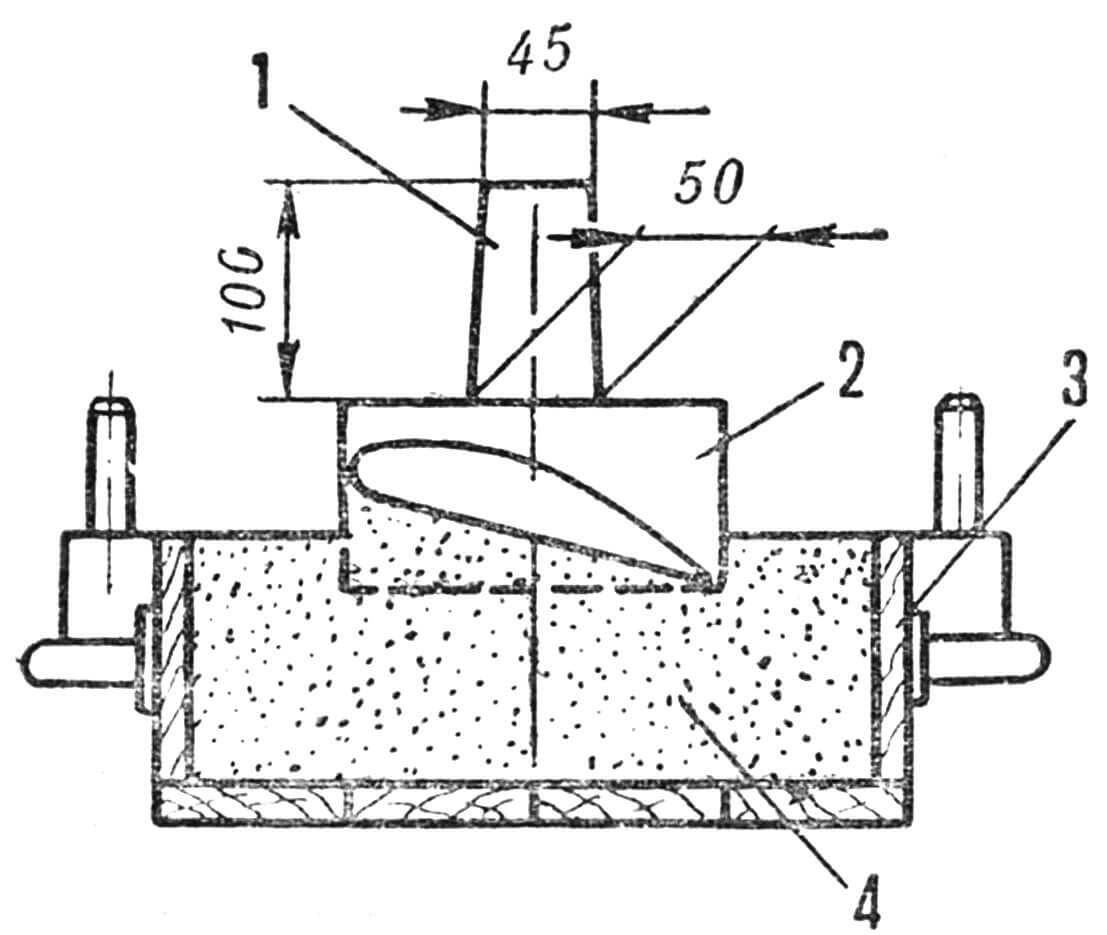
Линия разъема нижней и верхней половин земляной формы должна проходить точно по кромкам лопасти. Поверхность земли вокруг лопасти посыпают тонким слоем мелкого сухого песка: легче будет разъем. Вместо песка можно проложить лист бумаги.
После того как нижняя половина модели отформована, на ступицу модели ставится гладкая цилиндрическая или слегка коническая болванка ø 45 <50 мм (высота ее не менее 100 мм), которая служит для образования литника.
Теперь пора приступать к формовке верхней части винта. Направляющие штыри верхней части опоки вставляют в отверстия нижней, тщательно подогнав доски. Сверху насыпают формовочную смесь и утрамбовывают ее.
Когда смесь затвердеет, осторожно разъединяют части опоки, вынимают болванку литника и модель. Чтобы при заливке металла воздух свободно выходил из формы, в смеси кое-где делают сквозные отверстия ø 2—3 мм.
Удалив модель, форму продувают сжатым воздухом: очищают от пыли и песчинок, снова насаживают на штыри и приступают к литью.
Расплавленный металл быстро и непрерывной струей заливается через литник, пока форма не наполнится до нижнего его уровня.
Теперь металл должен литься тонкой струей, чтобы последняя его часть застыла в литнике, а не в ступице винта. Цель этого заключается в том, чтобы усадочные раковины оказались в литнике.
Через пять минут после заливки можно открыть опоку и вынуть отливку. Остывает она на воздухе. Охладить отливку водой или струей холодного воздуха нельзя, потому что это может привести к образованию в винте микротрещин.
С остывшей отливки срезается литник, и лопасти тщательно отрабатываются: их шлифуют, полируют, покрывают краской или бесцветным лаком.
И. ИВЧЕНКО,
инженер
г. Комсомольск-на-Амуре
Рекомендуем почитать
 СУШИМ ПЫЛЕСОСОМ
СУШИМ ПЫЛЕСОСОМ
Часто, возвращаясь с рыбалки или из леса, мы обнаруживаем, что резиновые сапоги за целый день стали внутри влажными, даже если вы не проваливались в них в лужу. Лучший способ освежить... ГАЗ-24-03 «ВОЛГА» (1975 г.)
ГАЗ-24-03 «ВОЛГА» (1975 г.)
В 1975 г. семейство автомобилей ГАЗ-24 пополнилось новой модификацией: был поставлен на производство санитарный автомобиль ГАЗ-24-03. Салон машины рассчитан на 4 места для сидения и одни...