 (Окончание. Начало в № 12, 1974 г.)
(Окончание. Начало в № 12, 1974 г.)
В предыдущем номере мастер автомобильного спорта СССР М. Тодоров рассказал о том, с чего нужно начинать работы по форсировке двигателя, предусматривающие установку дискового золотника. Предлагаем читателю продолжение этой статьи.
ПОРШЕНЬ (рис. 1) выточен из жаропрочного алюминиевого сплава АК4-1. Вес — 170 г. После предварительной механической обработки заготовка подвергается закалке (выдерживается в течение часа при 525—540°, затем опускается в теплую воду). Далее следует старение в течение 10 ч при 180—190°.
При окончательной механической обработке необходимо обеспечить перпендикулярность осей отверстия поршневого пальца и поршня. Зазор между юбкой поршня и зеркалом цилиндра после токарной обработки 0,07 мм.
Наружной цилиндрической поверхности поршня нужно придать такую форму, чтобы в поперечном сечении получился эллипс. Большая ось его будет перпендикулярна оси бобышек и равна диаметру поршня. Малая ось эллипса проходит по оси бобышек; она меньше диаметра поршня на 0,1—0,15 мм.
Для снижения нагарообразования головка поршня отполирована. Поршневой палец имеет плавающую посадку; от осевого смещения его предохраняют стопорные кольца, аналогичные применяемым в серийных двигателях. Глубина канавок под эти кольца должна составить 0,6÷0,7 диаметра проволоки, из которой сделаны кольца.
Поршневые кольца изготовлены из стали 65Г, закалены до твердости HRc = 45÷50 ед. и покрыты пористым хромом. Верхнее кольцо L-образной формы, нижнее — плоское, высотой 1,2 мм.
ЦИЛИНДР состоит из алюминиевой рубашки и запрессованной в нее чугунной гильзы. Рубашка изготовлена из оплава Д16 согласно рисунку 2 (перепускные и выпускной каналы не показаны). Гильза выточена из легированного чугуна центробежного литья с аустенитной структурой. Размеры гильзы после токарной обработки приведены на рисунке 3. Расположение окон на внутренней поверхности гильзы цилиндра показано на развертке (рис. 4).
После окончательного изготовления окон в гильзе и перепускных каналов в рубашке гильза запрессована в рубашку с натягом 0,11—0,13 мм. Перед этим рубашка разогревается до 350°; степень нагрева контролируется по потемнению крупинок сахара, положенных на поверхность разогретой детали. В рубашку вставляется холодная гильза и совмещается перепускными окнами с соответствующими каналами рубашки, после чего цилиндру дают остыть.
Со стороны выпускного окна ребра рубашки сфрезеровываются до получения площадки, достаточной для фланцевого крепления выпускного патрубка. Особенно большой ее делать не следует, так как это уменьшает площадь оребрения и ухудшает охлаждение самой теплонапряженной части цилиндра. Выпускной патрубок крепится к рубашке четырьмя короткими шпильками.
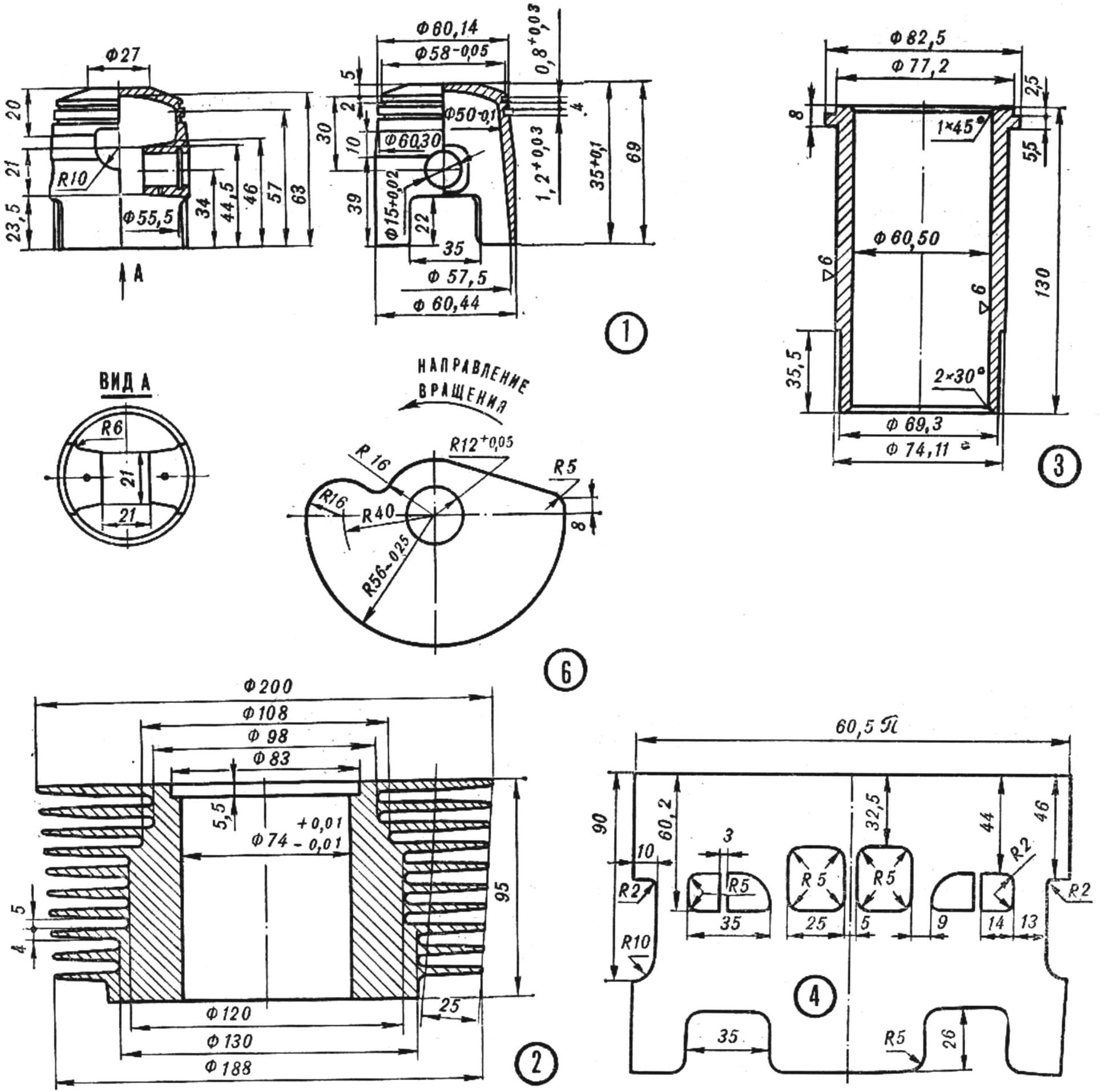
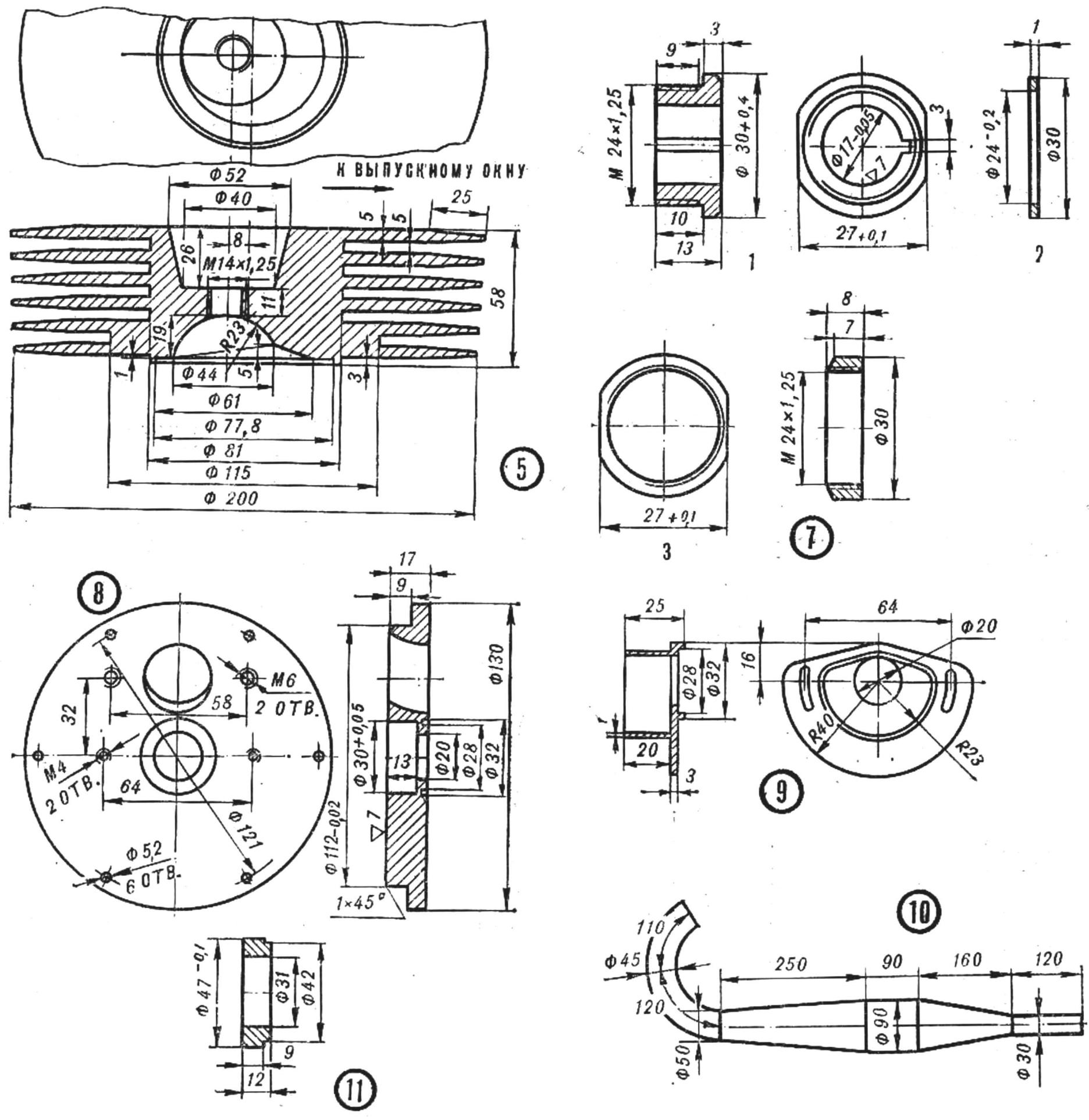
Рис. 1. Поршень.
Рис. 2. Рубашка цилиндра.
Рис. 3. Гильза цилиндра.
Рис. 4. Развертка цилиндра.
Рис. 5. Головка цилиндра.
Рис. 6. Золотник.
Рис. 7. Детали крепления золотника:
1 —гайка; 2 — шайба; 3 — втулка.
Рис. 8. Крышка золотниковой камеры.
Рис. 9. Корпус прерывателя.
Рис. 10. Выпускная труба с резонатором.
Рис. 11. Распорная втулка.
Выпускной канал в рубашке фрезеруется «по месту», причем необходимо обеспечить плавный переход от прямоугольного сечения выпускного окна к круглому сечению выпускного патрубка.
Внутренняя поверхность гильзы цилиндра доводится до требуемой чистоты и размеров на токарном станке с помощью раздвижного цилиндрического чугунного притира. Для зимних соревнований на двигателе установлена головка, выточенная из сплава Д16 согласно рисунку 5. Для летних стартов необходима головка с большей площадью оребрения, например от двигателя мотоцикла «Чезет-250». Камеру сгорания такой головки следует заварить алюминием С помощью аргонно-дуговой сварки, после чего проточить новую (см. рис. 5). Необходимо также просверлить в головке новые отверстия для шпилек и подогнать длину отверстий под свечи. Между головкой цилиндра и буртиком гильзы устанавливается кольцевая прокладка из мягкого алюминия толщиной 0,5 мм.
СИСТЕМА ВПУСКА РАБОЧЕЙ СМЕСИ. Плоский дисковый золотник (рис. 6) приводится во вращение от правой цапфы коленчатого вала. Золотник изготовлен из листовой термообработанной стали 65Г толщиной 0,5 мм и жестко закреплен на втулке (рис, 7) с помощью гайки. Втулка надета на конец правой цапфы коленчатого вала и вместе с диском может свободно перемещаться вдоль цапфы под влиянием колебаний давления в кривошипной камере. Величина перемещения ограничена зазором между золотником и стенками золотниковой камеры. От углового смещения втулка зафиксирована на цапфе шпонкой.
Положение дискового золотника относительно коленчатого вала обеспечивает следующие фазы впуска рабочей смеси: начало открытия впускного окна — 65° после НМТ; конец закрытия впускного окна — 72° после ВМТ; продолжительность впуска — 187°.
В крышке золотниковой камеры (рис. 8) установлен правый сальник коленчатого вала от двигателя «Восход».
СИСТЕМА ЗАЖИГАНИЯ батарейная. В ней использованы катушка зажигания мотоциклетного типа на 6 В и герметизированный аккумулятор 5КНГ-10. К правой цапфе коленчатого вала болтом прикреплен кулачок прерывателя. Снаружи крышки золотниковой камеры установлен корпус прерывателя (рис. 9), а в качестве последнего используется прерыватель от мотороллера «Тула-200», опорная плита по высоте прерывателя обрезана по размерам полости корпуса.
Пружина прерывателя усилена. Корпус его центрируется по выточке крышки золотниковий камеры и крепится к ней двумя короткими болтами М4. Поворотом корпуса прерывателя при слегка отпущенных болтах крепления устанавливается нужный момент зажигания. Конденсатор размещен вблизи катушки зажигания.
СИСТЕМА ВЫПУСКА отработанных газов состоит из выпускной трубы и резонатора (рис. 10). Конструкция цельносварная, проверенная на герметичность. Резонатор изготовлен из мягкой листовой стали толщиной 0,8 мм. Труба соединена с выпускным патрубком цилиндра с помощью лабиринтного уплотнения. Указанные на рисунке 10 геометрические размеры подобраны в результате стендовой настройки системы выпуска на максимальную мощность, то есть для использования двигателя на трековых соревнованиях, в частности для гонок по льду. Для получения максимальной приемистости, крайне необходимой в кольцевых гонках, длину конусов резонатора надо несколько увеличить. При этом мощность двигателя несколько уменьшится.
СБОРКА ДВИГАТЕЛЯ. Все детали перед сборкой нужно промыть в керосине, особенно тщательно подвергавшиеся притирке: для полного удаления абразивного порошка.
В половинки кривошипной камеры запрессовываются подшипники и левый сальник, устанавливается коленчатый вал, который с помощью тонких шайб центрируется до получения одинаковых зазоров между щеками вала и стенками кривошипной камеры.
После установки направляющих втулок обе половинки кривошипной камеры стягиваются болтами, затем проверяется легкость вращения коленчатого вала.
Герметичность кривошипной камеры обеспечивается прокладкой из мягкого картона толщиной 0,5 мм.
Далее устанавливаются поршень, цилиндр и головка. Поршень ставят в положение НМТ, на правую цапфу коленчатого вала крепится золотник с втулкой (рис. 11). На головку болта кулачка прерывателя пластилином наклеивают круглый диск с делениями через один градус, а против риски 0° на правую половинку кривошипной камеры крепят иглу. Повернув коленчатый вал по часовой стрелке на 65°, надо установить золотник во втулке на начало открытия впускного окна. Не нарушая положения золотника относительно втулки, сиять втулку с цапфы коленчатого вала и затянуть гайку крепления золотника, после чего установить втулку с закрепленным золотником на место и проверить соответствие положения коленчатого вала (72° после ВМТ) концу закрытия золотником всасывающего канала. Если закрытие происходит раньше, подпилить соответствующую кромку золотника на необходимую величину. После установки фаз впуска удалить диск с делениями и иголку, установить на место крышку золотниковой камеры с патрубком карбюратора и прерывателем.
Моторная передача, сцепление и коробка передач собираются в той же последовательности, что и у серийного двигателя мотоцикла «Восход». В процессе сборки проверяется легкость вращения валов коробки передач, включение всех передач, полное зацепление шлицев. По окончании сборки коробка закрывается правой крышкой с предварительно установленным в нее вторичным валом.
Крышка центрируется двумя направляющими втулками, установленными в задние отверстия крепления двигателя к раме карта, и притягивается к левой половине картера винтами. На крышке монтируется рычаг выжима сцепления от двигателя К-175СК. Последними устанавливаются левая крышка картера, рычаг переключения передач и педаль кикстартера. В картер коробки перемены передач заливается масло.
Собранный двигатель устанавливается на карт или на тормозной стенд, подключаются тросы управления, бензопровод, система зажигания. После первого запуска двигатель следует обкатать на малых оборотах без нагрузки — около получаса, и на средних оборотах под нагрузкой — несколькими циклами по 10 мин. При этом необходимо- делать перерывы для охлаждения и осмотра двигателя.
Общее время обкатки под нагрузкой на средних оборотах, достаточное для приработки всех деталей двигателя, — один час. После этого двигатель можно испытать на полную нагрузку (на стенде либо на трассе). По окончании испытания внимательно осмотрите двигатель, проверьте герметичность всех соединений, устраните течь масла и бензина, если она появилась, осмотрите зеркало цилиндра и поршень — убедитесь в отсутствии задиров и признаков увеличенного трения (темных блестящих пятен на поршне).
Низко расположенный карбюратор в летнее время работает в сильно запыленной зоне. Поэтому в целях увеличения долговечности двигателя летом следует применять эффективные воздушные фильтры. Зимой для гонок по льду достаточна установка металлической сетки с ячейкой 6X6 мм, которая предохраняет карбюратор от попадания крупных кусков льда.
М. ТОДОРОВ, мастер спорта СССР
Рекомендуем почитать
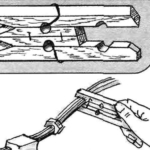 ЗАЖИМ-СИЛАЧ
ЗАЖИМ-СИЛАЧ
Обычные бельевые прищепки моделисты часто используют в качестве зажимов при работе с небольшими деталями. Из двух деревянных можно собрать ещё более мощный такой зажим: в нём... «БУМЕРАНГ»
«БУМЕРАНГ»
В течение последних 50 лет на вооружении сначала Советской, а затем и Российской Армии состоял фактически один тип колесного бронетранспортера. Нет, марки машин, конечно, были...