Я давний подписчик вашего журнала, многое использую из напечатанного в нем. Особенно мне понравилась статья «Огонь… из воды», напечатанная в «М-К» № 7, 1980. По описанию изготовил электролизёр, и он стал необходимым инструментом в моей мастерской.
Однако вскоре конструкция вызвала разочарование. Большая (20 кг) масса электролизёра, почти такая же — источника питания, недостаточная для некоторых работ производительность, быстрый нагрев при работе, наличие напряжения на неизолированных электродах, постоянные протечки электролита через стыки, вспенивание и выброс электролита в затвор и горелку, быстрое растворение электродов — все эти недостатки нужно было устранять.
В результате появилась конструкция, избавленная от перечисленных недостатков. Предлагаемый электролизёр работает уже много лет без нареканий. Конструкция его достаточно проста, а многократное облегчение достигнуто за счёт уменьшения расхода материалов (кроме электролита).
Аппарат понравился многим моим друзьям и знакомым, изготовлено ещё несколько экземпляров (названных в шутку «плазмотронами»: название прижилось — наверное потому, что легче выговаривать) различной производительности — от 200 до 500 л/ч газовой смеси. Просьбы помочь в изготовлении электролизёра продолжаются, и я решил написать в ваш журнал.
Устройство электролизёра
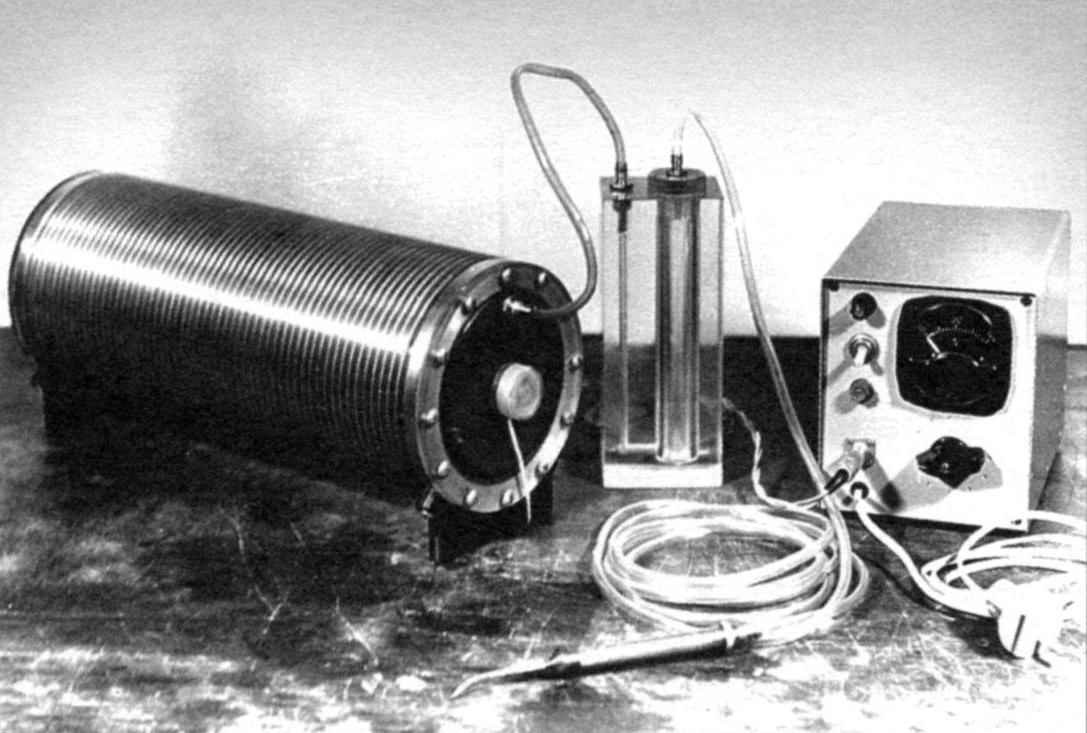
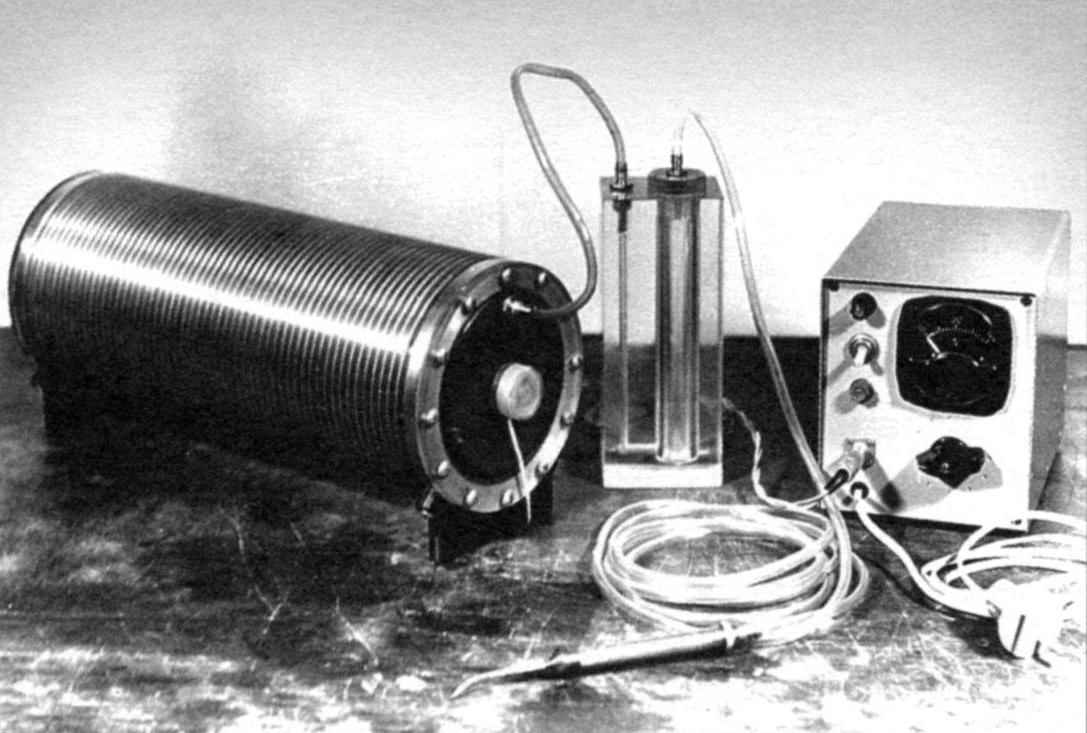
Основная часть электролизёра — корпус 1 (рис.1), футерованный внутри диэлектриком 2; в нём установлены внутренние электроды 5, отделённые один от другого резиновыми кольцами 12. По концам корпуса установлены фланцы 3 с концевыми электродами 6, герметичными токоподводами 7 и штуцерами 4. Прозрачные фланцы 3 (из оргстекла) и прорези по краям концевых электродов 6 служат для визуального контроля уровня электролита и процесса электролиза.
Электроды изготовлены из нержавеющей стали, не растворяющейся при работе электролизёра. Так как внутренние электроды не несут технической нагрузки, не выполняют функции теплоотвода и не растворяются при работе, то их можно изготавливать из очень тонкого материала — фольги толщиной 0,05…0,2 мм.
 Я давний подписчик вашего журнала, многое использую из напечатанного в нем. Особенно мне понравилась статья «Огонь… из воды», напечатанная в «М-К» № 7, 1980. По описанию изготовил электролизёр, и он стал необходимым инструментом в моей мастерской.
Я давний подписчик вашего журнала, многое использую из напечатанного в нем. Особенно мне понравилась статья «Огонь… из воды», напечатанная в «М-К» № 7, 1980. По описанию изготовил электролизёр, и он стал необходимым инструментом в моей мастерской.