У технічних гуртках часто виникає потреба в дерев’яних заготовках з рівною, гладенькою поверхнею. Отримати добре відшліфовану дошку непросто — ручна обробка трудомістка й вимагає певної кваліфікації.
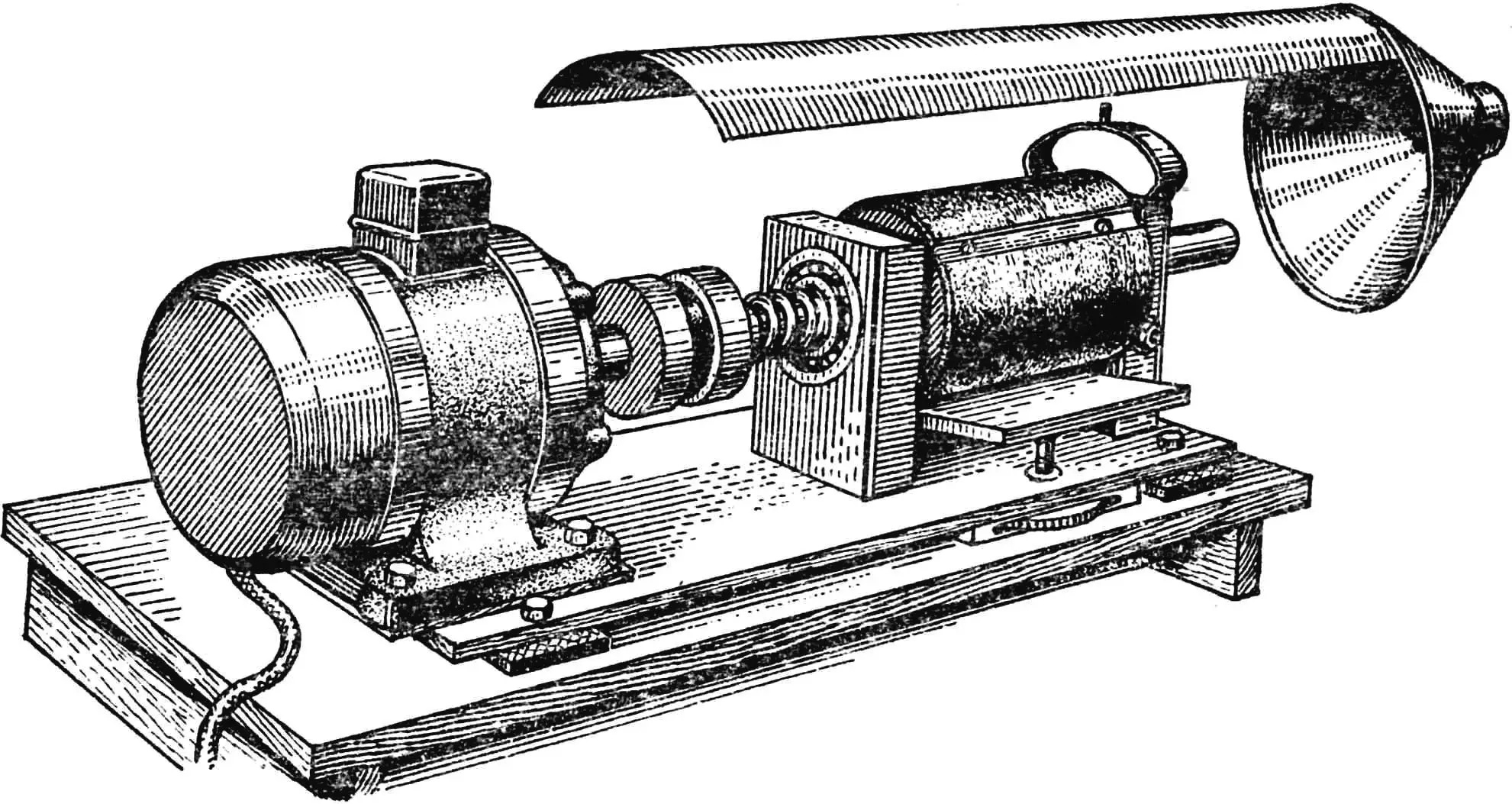
Станок, сконструйований у лабораторії ракетно-космічного моделювання СЮТ Казахстану, дає змогу механізувати шліфування дерев’яних деталей.
Конструкція станка зрозуміла з рисунка. Для привода використано електродвигун марки АОЛ-21-4 потужністю 0,27 Вт на 1400 об/хв, але можна застосувати й будь-який інший мотор із подібними характеристиками.
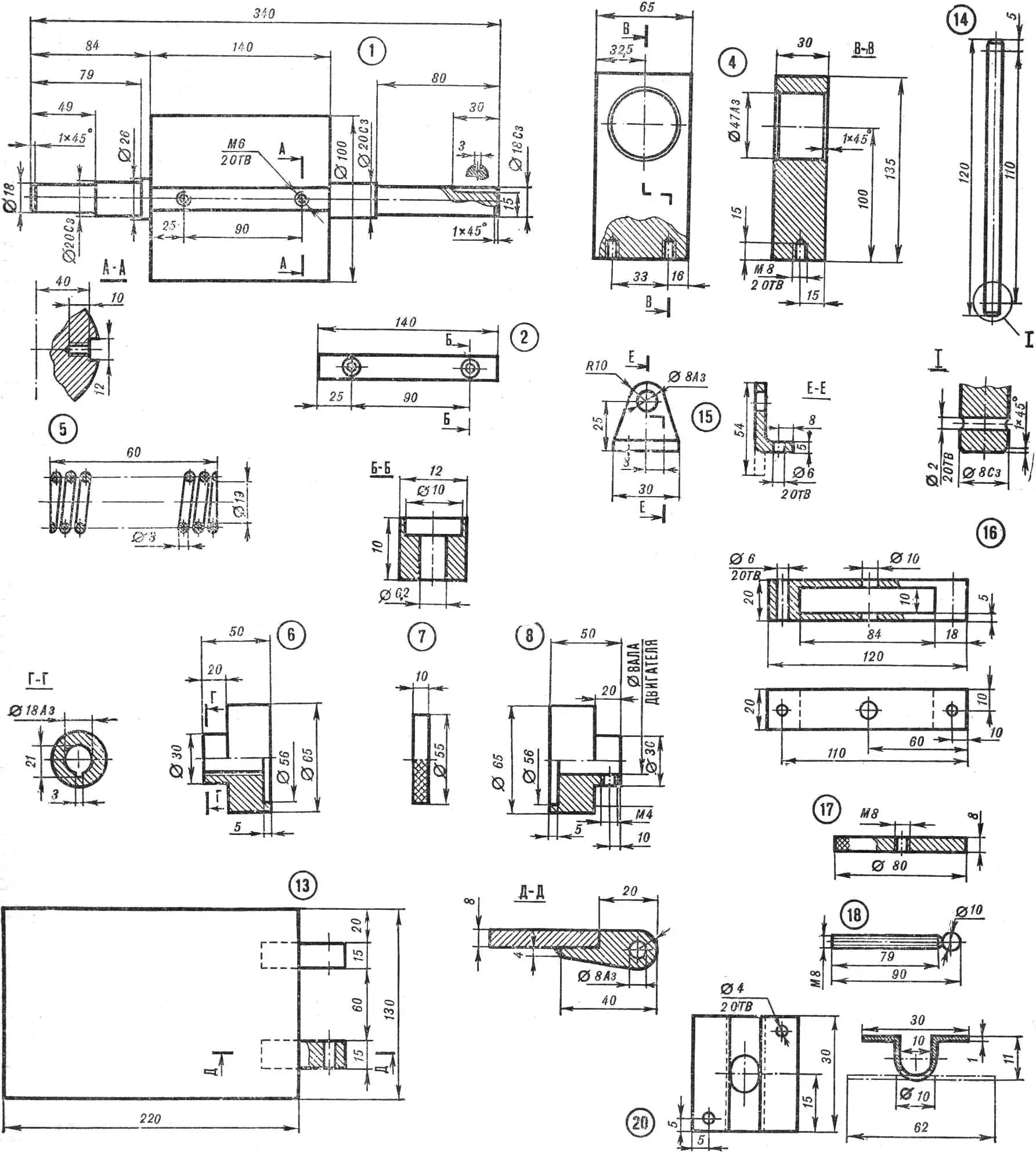
Робочий барабан виточують на токарному верстаті зі сталі 3. Трьохбічною фрезою в ньому вибирають паз, у якому притискною планкою буде закріплюватися наждачна стрічка. Планку вставляють у паз, після чого барабан балансують. Роблять це так: на торцях свердлять отвори — таким чином знімають зайвий метал доти, доки він не врівноважиться, тобто не почне котитися, скажімо, по ребрах лінійок рівно, без биття.
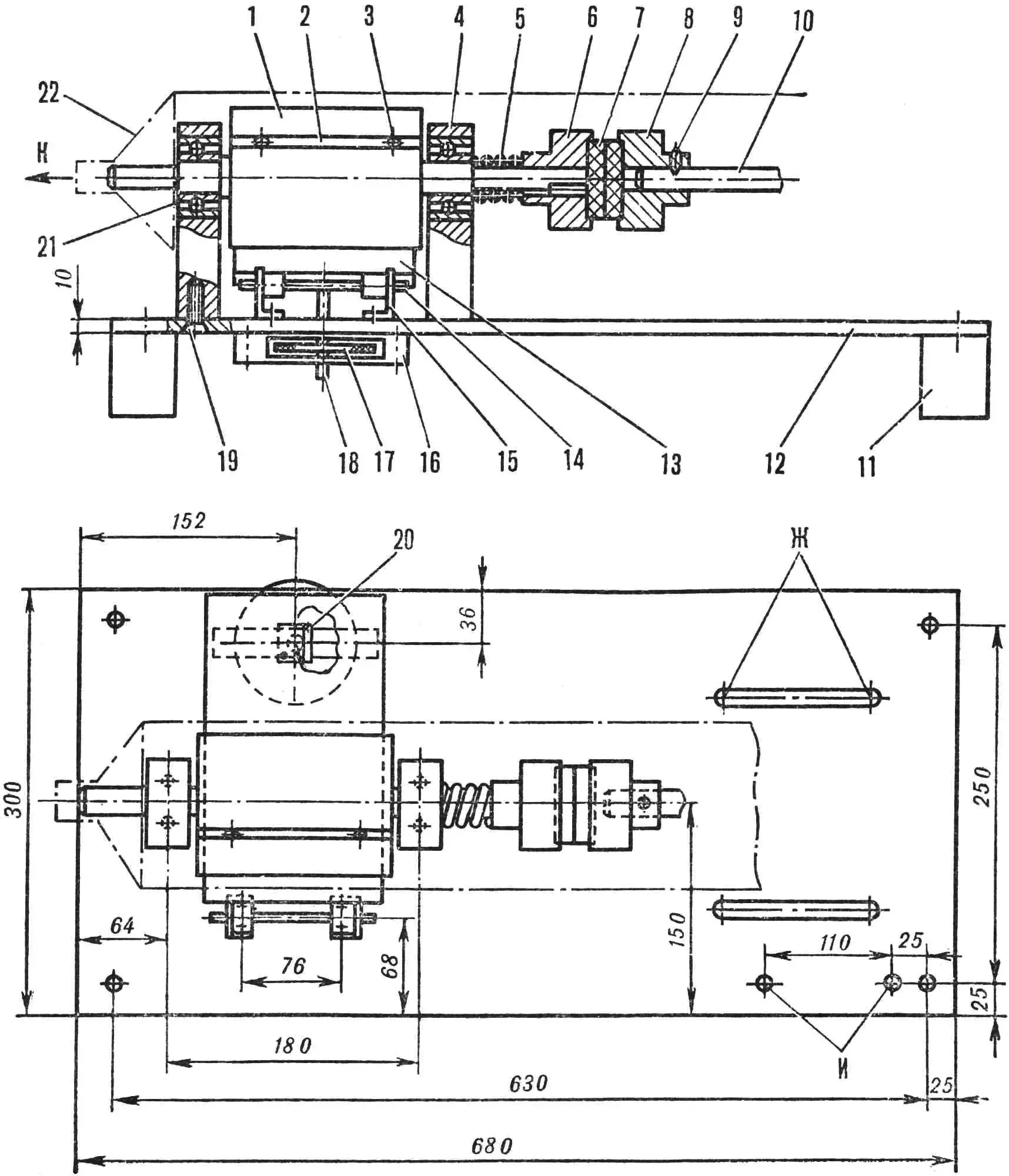
1 — робочий барабан, 2 — притискна планка, 3 — гвинт М6Х10, 4 — корпус підшипника, 5 — пружина, 6, 8 — диски муфти зчеплення, 7 — гумові вкладиші, 9 — стопорний гвинт М4Х8, 10 — вал електродвигуна, 11 — опора станини, 12 — станина, 13 — робочий майданчик, 14 — вісь робочого майданчика, 15 — кронштейн, 16 — корпус регулятора, 17 — гайка регулятора, 18 — регулювальний болт із кульовою головкою, 19 — гвинт М8Х15, 20 — тримач регулювального болта, 21 — підшипник 204 ГОСТ 8338—57, 22 — захисний кожух, Ж — отвори для кріплення електродвигуна (розмічати за місцем), И — місце для магнітного пускача, К — підключення пилососа.
Корпуси підшипників виготовляють зі сталі 3. Посадкові отвори в них фрезерують на верстаті, попередньо виготовивши спеціальну оправку. Можна підібрати й готові корпуси.
Диски муфти зчеплення також виточують на токарному верстаті зі сталі 3. У торцеві проточки на дисках вставляють гумові вкладиші для еластичної передачі крутного моменту. Один диск кріпиться на валу електродвигуна стопорним гвинтом; інший, рухомий, насаджений на ковзну шпонку вала робочого барабана. Один до одного диски притискаються пружиною. Її зусилля має бути в межах 5—8 кгс. Регулювати притиск можна переміщенням диска муфти по валу двигуна.
Коли станок зібраний і відрегульований, барабан обгортають стрічкою наждачного паперу потрібної зернистості. Довжина стрічки дорівнює периметру кола барабана плюс 15 мм для кріплення її в пазу.
Товщина шару деревини, що знімається під час шліфування за один прохід, залежить від типу шкурки й задається регулювальною гайкою. При цьому робочий майданчик, повертаючись навколо нерухомої осі, піднімається або опускається.
До мережі трифазного струму станок підключається звичайним чином — через магнітний пускач із кнопковим вимикачем.
Обертові деталі станка з міркувань безпеки бажано закрити захисним кожухом. Виготовити його можна з жерсті або тонкого алюмінієвого листа. Відходи, що утворюються під час шліфування, відсмоктуються стаціонарною витяжною установкою. Там, де її немає, можна користуватися побутовим пилососом.
«М-К» 1’81, Є. МАКЛЬЦОВ, П. ТРЕСКУНОВ, м. Алма-Ата