В последнее время практически во всех видах моделизма в нашей стране явно заметна тенденция отхода от чисто спортивных направлений конструирования в сторону почти развлекательной техники. Наиболее явно это касается кордовых классов. Поэтому заставить школьников заниматься, например, скоростными глиссерами группы А сложно. Свой отпечаток накладывают и бесспорно изменившаяся психология современных мальчишек, и влияние достаточно полно представленной в каталогах, моделистских магазинах и в самих кружках радиоуправляемой и другой, внешне более привлекательной техники.
Особенно остро проблема привлекательности работы встает при поиске темы для творчества новичка. Попытаться объяснить, что контурные «прямоходы» — это интересно, можно только на самых первых порах, да и то с риском в будущем потерять авторитет наставника. Давать же новичку что-либо более сложное также бессмысленно — непреодолимые трудности только оттолкнут мальчишку от занятий моделизмом навсегда.
Справедливости ради надо заметить, что в журнале «Моделист-конструктор» поиску решения этой достаточно острой проблемы уделяется немало внимания. За последние пять-семь лет в нем опубликовано несколько довольно любопытных материалов, основной задачей которых было дать мальчишкам и руководителям кружков обоюдно интересную тему. Ряд статей, к примеру, рассказывал о проектировании микросудов с двигателями, работающими на углекислом газе. При всем достаточно пренебрежительном отношении к подобным аппаратам маститых спортсменов даже они не отрицают достоинств этих моторчиков. Простота обращения и запуска, вполне удовлетворительные мощность и надежность тех же отечественных ДП-0,3, возможность создавать под них весьма привлекательные модели — вот далеко не полный список достоинств «детских» двигателей.
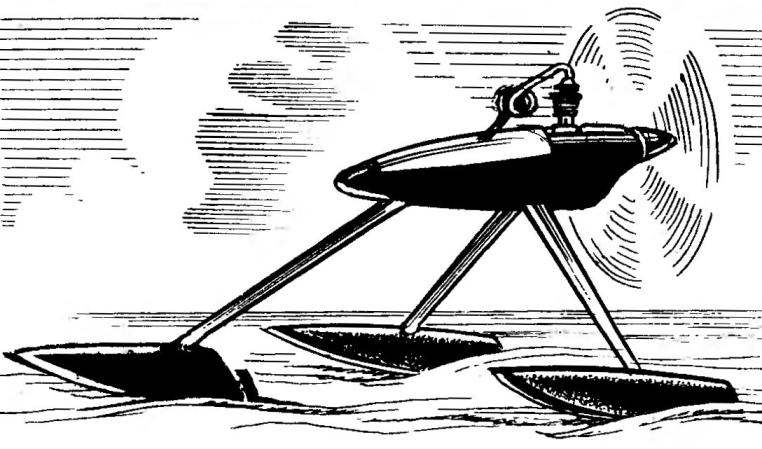
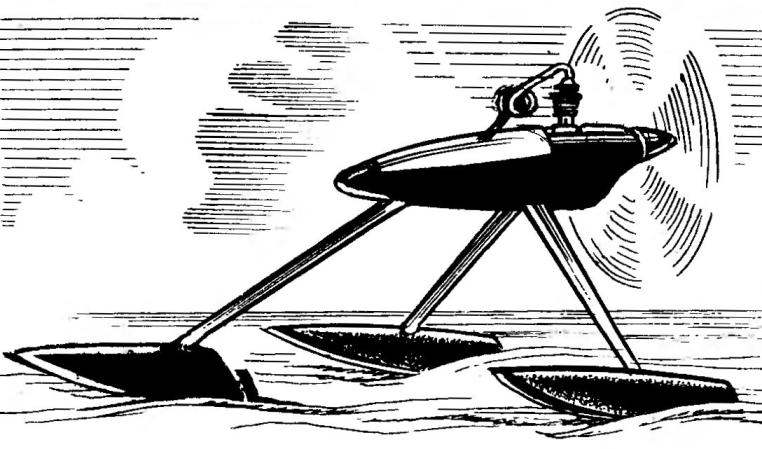
Ряд публикаций в «Моделисте-конструкторе» (посвященных не только судомодельной тематике) натолкнул и нас на разработку, не имеющую аналогов по схеме и, как считают мальчишки из нашего кружка, более чем привлекательную по своей идее. Поэтому сегодня мы представляем на суд читателей наш трехпоплавковый аэроглиссер, рассчитанный на установку отечественного ДП-0,3. Жаль только, что, по нашим сведениям, он уже снят с производства. Однако выпускавшийся большими партиями, он сохранился во многих кружках и теперь может найти весьма достойное применение.
 В последнее время практически во всех видах моделизма в нашей стране явно заметна тенденция отхода от чисто спортивных направлений конструирования в сторону почти развлекательной техники. Наиболее явно это касается кордовых классов. Поэтому заставить школьников заниматься, например, скоростными глиссерами группы А сложно. Свой отпечаток накладывают и бесспорно изменившаяся психология современных мальчишек, и влияние достаточно полно представленной в каталогах, моделистских магазинах и в самих кружках радиоуправляемой и другой, внешне более привлекательной техники.
В последнее время практически во всех видах моделизма в нашей стране явно заметна тенденция отхода от чисто спортивных направлений конструирования в сторону почти развлекательной техники. Наиболее явно это касается кордовых классов. Поэтому заставить школьников заниматься, например, скоростными глиссерами группы А сложно. Свой отпечаток накладывают и бесспорно изменившаяся психология современных мальчишек, и влияние достаточно полно представленной в каталогах, моделистских магазинах и в самих кружках радиоуправляемой и другой, внешне более привлекательной техники.