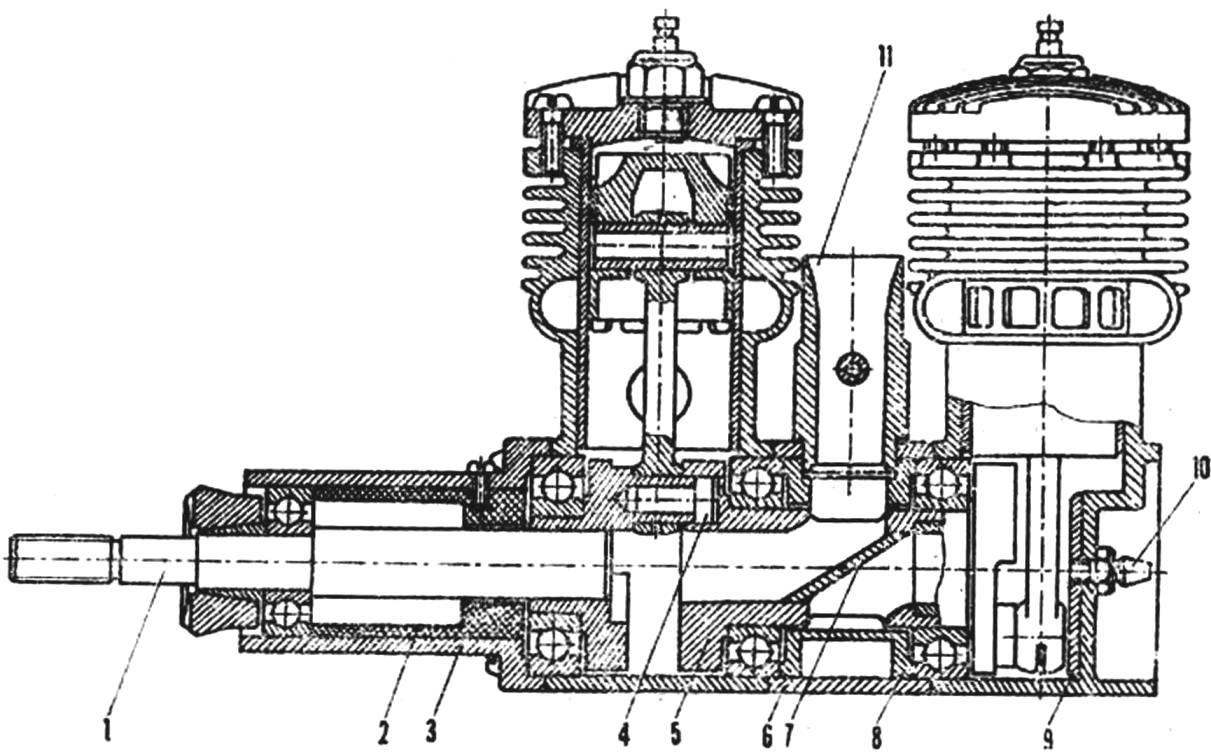
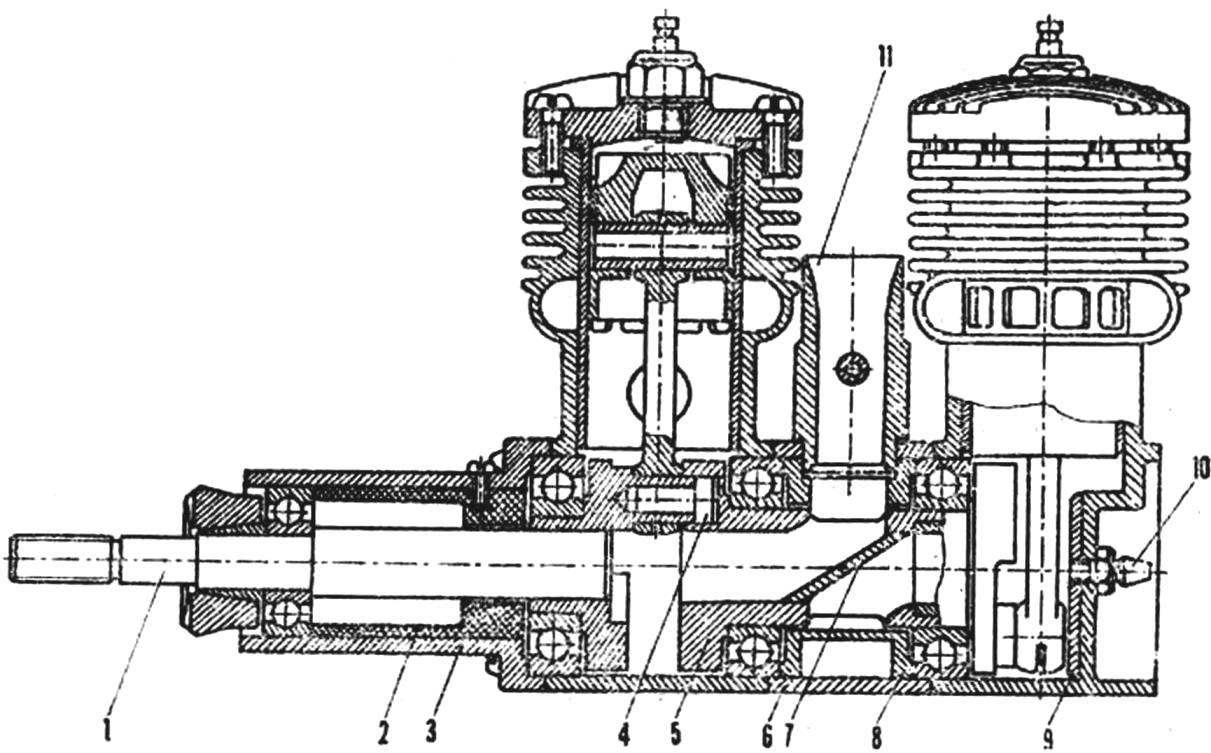
валик выточите из стали 30ХГСА (σв— 120 кг/мм2). Работа несложная, правда, надо внимательно отнестись к расточке отверстия Ø 12, чтобы обеспечить прессовую посадку коленвала. Распределительные окна получены высверливанием отверстия Ø 8,8 мм с последующей доводкой формы каналов надфилем. Перемычка сделана из той же стали, имеет толщину 1 мм, точно подогнана к каналу и запаяна припоем ПОС-40. Галтели, образовавшиеся при пайке, не зачищайте — они повышают надежность соединения и сглаживают углы. Отверстие под хвостовик шейки переднего вала сверлится только после сборки всего промежуточного узла.
Проставка — из сплава Д16Т. Из него же и внутренняя втулка. Эти две детали можно изготовить за цел о, однако тогда труднее обеспечить соосность посадочных мест под подшипники, и после запрессовки заднего кривошипа узел получится неразборным. Центральную втулку можно значительно облегчить, выпилив полукольцевой паз, показанный на чертеже пунктирной линией. Распределительное окно во втулке подготавливается почти полностью, не рассверливается лишь верхняя часть до размера Ø 12 мм — это сделаете при сборке двигателя. В проставку втулка должна входить плотно.
Передний вал изготовлен из стали 30ХГСА. Единственной особенностью его обработки является то, что наибольший диаметр делается по прессовой посадке под готовый передней кривошип.
Носок двигателя и передняя втулка из материала Д16Т и текстолита. Эти детали также можно сделать зацело, но тогда придется для расточки гнезда под передний подшипник снимать носок со станка и переворачивать его (потребуется новая оправка, а это чревато нарушением соосности подшипников). К тому же для его облегчения понадобится фрезерный станок.
Футорка карбюратора тоже из дюралюминия. Жиклер от серийного двигателя, так же как и опорная шайба воздушного винта с зажимным конусом. Грибок из стали 30ХГСА.
Сборка мотора начинается с переднего узла. Сначала напрессуйте готовый кривошип на изготовленный вал. Вставив переднюю втулку в носок, установите вал с подшипниками. Если он легко вращается и имеет обязательный осевой люфт, равный 0,1—0,2 мм, можно фиксировать втулку, засверлив и нарезав гнездо под винт.
Наиболее ответственный этап — сборка центрального узла. Если вы уже укоротили палец заднего кривошипа до 6 мм, то, проверив с помощью измерительных инструментов получающийся осевой люфт (он тоже должен быть равен 0,1—0,2 мм), можно приступить к запрессовке кривошипа. Не забудьте надеть на валик центральную втулку и подшипники! При виде сзади угол между осями пальца и распределительного окна в валике — 45° ± 2°. Надев проставку, проверьте легкость (.ращения подшипников. Подберите положение втулки, обеспечивающее требуемые фазы всасывания, рассверлите отверстие под футорку жиклера до 12 мм. Осталось точно разметить и высверлить гнездо под палец переднего кривошипа.
Уменьшив толщину НИЖНИХ головок шатунов до 6 мм, установите футорку и соберите весь двигатель. Сборку лучше всего вести на шлифованных плитках, к которым прижимаются лапки картеров. Еще раз замерьте полученные фазы газораспределения.
Фазы всасывания для каждого цилиндра: начало — 45° после нижней мертвой точки соответствующего цилиндра, конец — 45° после верхней мертвой точки. Проверив легкость вращения вала, объемы камер сгорания (они должны быть одинаковыми), можно приступить к обкатке. Она ничем не отличается от обкатки обычного «одноцилиндровика». Винт размером 320X150 мм, топливо содержит 30% касторового масла.
Вес такой спарки получается равным 390 г (без глушителя и винта).
Напоследок хотелось бы дать совет, касающийся изготовления всех деталей. Серийные элементы конструкции двигателя обрабатывайте только на оправках, а новые точите с одного устакова! Исключение составляет лишь обработка занижения одного из торцов центральной втулки — здесь точность не скажется на работе вашей «десятой».
В. САЛЕНЕК, мастер спорта СССР
Рекомендуем почитать
 ПОДСКАЗАЛА ФАНТАЗИЯ
ПОДСКАЗАЛА ФАНТАЗИЯ
Металлические пробки с гофрированными бортиками от бутылок из-под минеральной воды, соков и газированных напитков, консервные банки, отрезки проводов — весь этот «бросовый» материал в... ТЕБЕ, МЕХАНИЗАТОР
ТЕБЕ, МЕХАНИЗАТОР
БОРТОВАЯ — САМОСВАЛ. Доставить ли на ток зерно от работающего в поле комбайна, подвезти ли корма на ферму, строительные материалы к поднимающимся стенам нового здания — всюду на селе...
 Задумывая новый микросамолет, любой моделист прежде всего решает вопрос, какой двигатель ставить на него. Одним моторам не хватает мощности, другие слишком велики, третьи сильно вибрируют при работе. От многих недостатков одноцилиндрового движка избавлены двухцилиндровые того же рабочего объема. Они могут быть построены по самым разнообразным схемам: оппозитные, Y-образные, рядные. В некоторых случаях, если моделисту не очень важен вес установки, две обычные «одноцилиндровки» монтируют на общей металлической раме, соединяя валы с помощью шестеренчатой передачи. Это позволяет поднять КПД воздушного винта за счет увеличения его диаметра при пониженной частоте вращения.
Задумывая новый микросамолет, любой моделист прежде всего решает вопрос, какой двигатель ставить на него. Одним моторам не хватает мощности, другие слишком велики, третьи сильно вибрируют при работе. От многих недостатков одноцилиндрового движка избавлены двухцилиндровые того же рабочего объема. Они могут быть построены по самым разнообразным схемам: оппозитные, Y-образные, рядные. В некоторых случаях, если моделисту не очень важен вес установки, две обычные «одноцилиндровки» монтируют на общей металлической раме, соединяя валы с помощью шестеренчатой передачи. Это позволяет поднять КПД воздушного винта за счет увеличения его диаметра при пониженной частоте вращения.