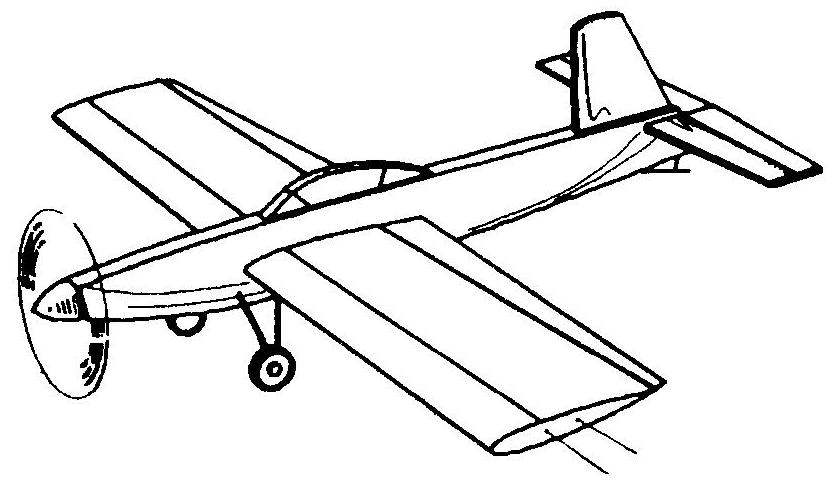
Юные кордовики-пилотажники крайне редко берутся за создание сверхсложных моделей. В основном они конструируют простые и технологичные модели универсального назначения, которые в равной степени подходят и для отработки летно-пилотажного комплекса, и для соревнований. Надо помнить, что половина успеха на выступлениях пилотажников — обкатанный, надежно работающий мотор. Более всего подходят КМД-2,5 и МДС-3,5 или МДС-4 в экспортном исполнении. Именно такая — простая, технологичная и, что самое главное, «летучая» модель — предлагается вниманию юных кордовиков. Пилотажка спроектирована в расчете на доступные материалы: вместо липы для многих деталей можно использовать качественные заготовки из осины, ольхи или тополя.
Изготовление модели начинается с носовой части фюзеляжа. Здесь важно точно разметить и хорошо обработать нишу моторамы и отверстия под силовые элементы крыла — полки лонжеронов и переднюю кромку. Поверхность моторамы, обращенная внутрь круга, усиливается фигурной накладкой из фанеры толщиной 1,2 …1,5 мм. Под лапки крепления двигателя наклеиваются буковые бруски, форма и размеры которых обеспечивают выкос оси двигателя и зазор между низом картера и фанерной накладкой. Для крепления двигателя в подготовленные отверстия вставляются на эпоксидной смоле четыре шпильки МЗ. Балка фюзеляжа образуется рейками окантовки и пластинами из упаковочного пенопласта, пристыкованными к носовой части. В хвостовую часть вклеивается бобышка с вырезом под стабилизатор. Собранный фюзеляж зачищается мелкой шкуркой и обтягивается тонкой писчей бумагой на разбавленном водой (в пропорции 1:1) клее ПВА. При этом бумага последовательно прикатывается к плоскости борта от носа к хвосту. Нахлест бумаги на деревянную часть фюзеляжа — не более 7…10 мм. Высыхание бумаги должно быть равномерным, в противном случае балка окажется покоробленной.
Следующий этап — сборка крыла. Оно имеет классическую наборную схему, обеспечивающую небольшой вес конструкции и привычную для многих технологию сборки. Нервюры и носики выпиливаются из 1-мм фанеры или 2-мм шпона, обработка их производится в пачке. На готовых деталях для уменьшения веса предусматриваются отверстия.