В журнале «Моделист-конструктор» была опубликована статья учителя из г. Северодвинска В. Архипова, посвященная изготовлению пластмассовых мелкомодульных цилиндрических шестерён для моторных авто-, судо- и авиамоделей на примере шестерни из полиэтилена с основными параметрами m = 0,8 мм и z = 8. Продолжая начатую тему, автор предлагает вниманию читателей пресс-форму, аналогичную предыдущей, но имеющую одно принципиальное отличие — она предназначена для изготовления небольших партий тарельчатых зубчатых колёс с торцевым расположением зуба.
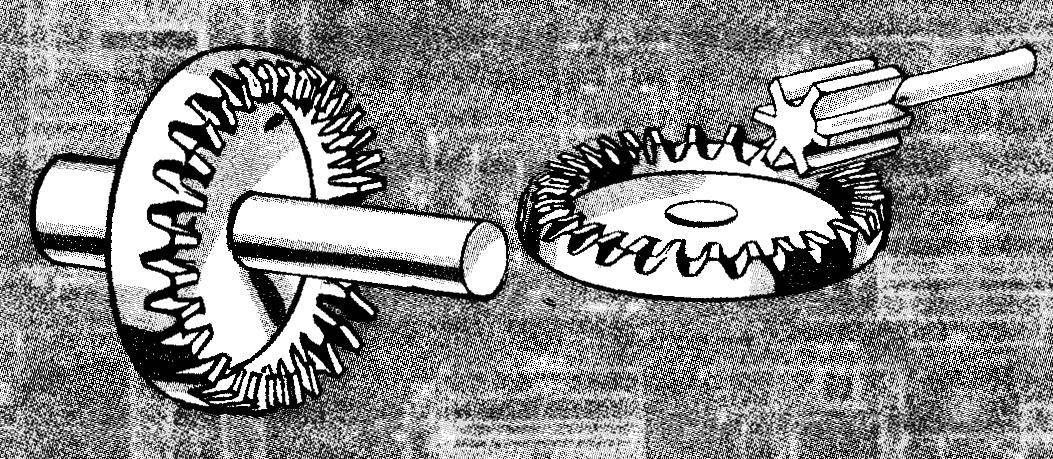
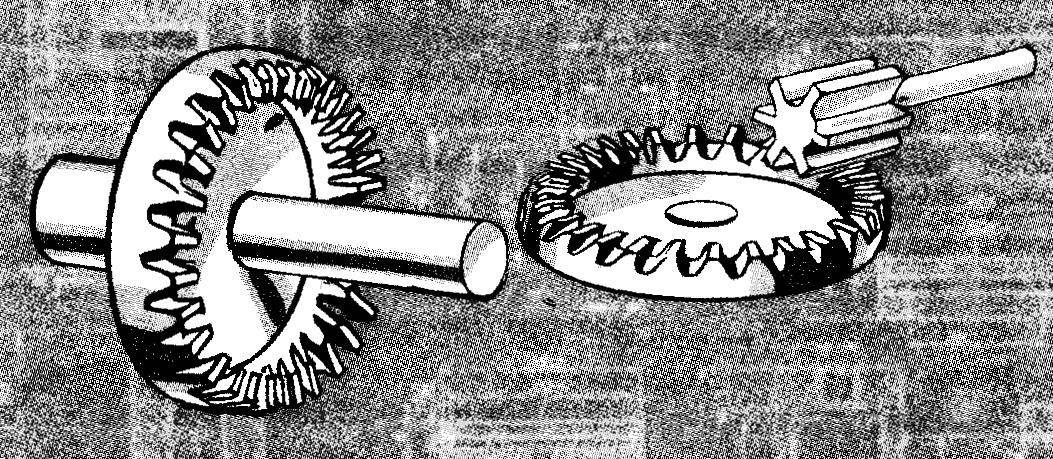
В массовом моделизме такие зубчатки используются довольно часто. Например, при изготовлении моделей гоночных автомобилей. Вращение с вала электродвигателя на заднюю ось удобно передавать зубчатой парой: цилиндрической шестерней на валу двигателя и тарельчатой (с торцевым расположением зуба), закреплённой на задней оси. И вот здесь, при всей кажущейся простоте конструкции передачи, возникает непростая технологическая задача её реализации. Это, пожалуй, самое «узкое» место при изготовлении моделей даже для опытного моделиста. Конечно, для ответственных спортивных соревнований модели комплектуют металлическими шестернями (стальными или бронзовыми), для изготовления которых привлекают специалистов-профессионалов (как говорится, во имя победы «…за ценой не постоим»). Ну а что делать начинающим моделистам, обычным школьникам 5 — 6-х классов? Отсутствие шестерён часто ставит крест на их занятиях моделизмом.
Особенно дефицитной всегда считалась тарельчатая шестерня. Изготовить такую вручную школьникам не под силу. Поэтому, чтобы поддержать начинающих моделистов, я разработал упрощённую технологию изготовления «зубчаток» из термопластических материалов, например полиэтилена, с помощью специальных пресс-форм.
 В журнале «Моделист-конструктор» была опубликована статья учителя из г. Северодвинска В. Архипова, посвященная изготовлению пластмассовых мелкомодульных цилиндрических шестерён для моторных авто-, судо- и авиамоделей на примере шестерни из полиэтилена с основными параметрами m = 0,8 мм и z = 8. Продолжая начатую тему, автор предлагает вниманию читателей пресс-форму, аналогичную предыдущей, но имеющую одно принципиальное отличие — она предназначена для изготовления небольших партий тарельчатых зубчатых колёс с торцевым расположением зуба.
В журнале «Моделист-конструктор» была опубликована статья учителя из г. Северодвинска В. Архипова, посвященная изготовлению пластмассовых мелкомодульных цилиндрических шестерён для моторных авто-, судо- и авиамоделей на примере шестерни из полиэтилена с основными параметрами m = 0,8 мм и z = 8. Продолжая начатую тему, автор предлагает вниманию читателей пресс-форму, аналогичную предыдущей, но имеющую одно принципиальное отличие — она предназначена для изготовления небольших партий тарельчатых зубчатых колёс с торцевым расположением зуба.