
 Изготовление воздушного винта требует особой точности и аккуратности. Предлагаемое приспособление значительно облегчит ваш труд: обработка нагнетающей поверхности винта с достаточной точностью и чистотой поверхности отнимет не более 10 мин. Приспособление монтируется на токарном станке ТВ-4, распространенном в школьных мастерских и на СЮТ. Основание крепления копира фиксируется двумя винтами и суппорту продольной подачи станка. Копир состоит из основания, угольника и копирной линейки, скрепленных болтами. Копир перемещается вправо и влево относительно детали и фиксируется болтом ввернутым сзади.
Изготовление воздушного винта требует особой точности и аккуратности. Предлагаемое приспособление значительно облегчит ваш труд: обработка нагнетающей поверхности винта с достаточной точностью и чистотой поверхности отнимет не более 10 мин. Приспособление монтируется на токарном станке ТВ-4, распространенном в школьных мастерских и на СЮТ. Основание крепления копира фиксируется двумя винтами и суппорту продольной подачи станка. Копир состоит из основания, угольника и копирной линейки, скрепленных болтами. Копир перемещается вправо и влево относительно детали и фиксируется болтом ввернутым сзади.
Деталь 15 с укрепленными на стойками 3 и 9 служит основанием для установки поворотной каретки. На оси 13 закреплен фланец В, в котором запрессован штифт 14. Этот штифт входит в отверстие в торце каретки и фиксирует последнюю относительно оси 13. Деталь 10 — дополнительная опора оси. Она крепится винтами и стойке 9.
На оси 13 с помощью бобышки 12 неподвижно закреплен рычаг 11 — он обеспечивает упор в копирную линейку.
В стойку 3 завернут конус 1 с резьбой, с помощью которого каретка крепится на основании. От выворачивания конус фиксируется контргайкой 2. Каретка 4 служит для закрепления заготовим в приспособлении; заготовка надевается на ось 7 и закрепляется винтом с шайбой. От проворачивания относительно оси во время обработки она фиксируется дополнительно с помощью детали 5 и винта-гайки, которые могут перемещаться в пазу каретки.
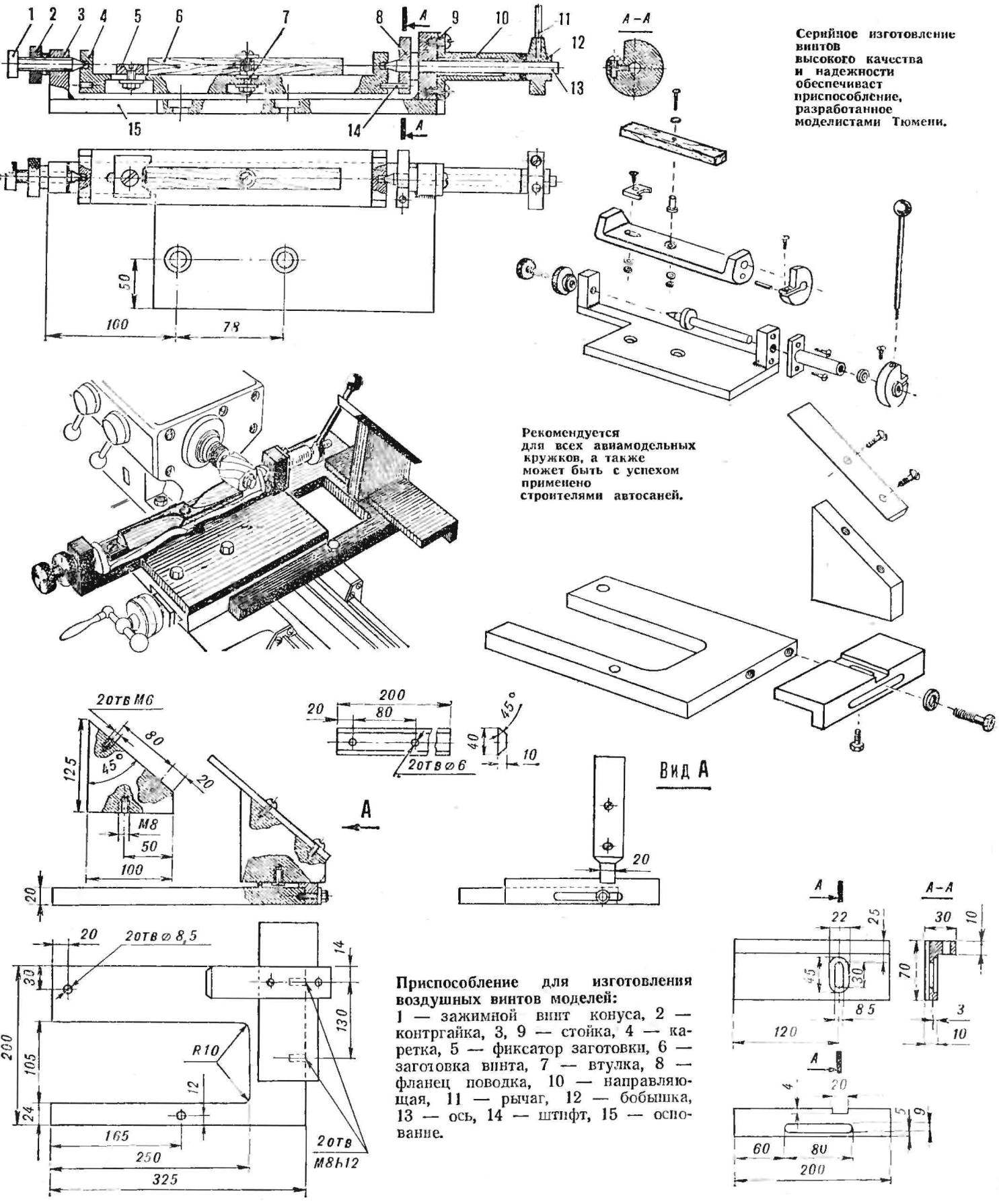
Особое внимание необходимо уделить регулировке приспособления. Рабочая поверхность фрезы, закрепленной в шпинделе станка должна находиться на уровне центра поворота каретки. Положение копира грубо выбирают следующим образом: копир с помощью винта крепится на кронштейне и устанавливается таким образом, чтобы величина А соответствовала выбранному шагу. Например, для шага 200 мм
А=Н/2π=200/6,28=32мм,
где Н — шаг винта, мм;
А — расстояние от оси поворотной каретки до линейки копира.
π — 3,14.
Положение копира справа или слева от оси каретки влияет на направление закрутки лопасти. Винтом поперечной подачи суппорта установите каретку таким образом, чтобы расстояние от оси заготовки до оси фрезы А плане было равно 80 мм. Рычаг каретки прижмите к копирной линейке и измерьте угол наклона поверхности каретки относительно горизонтальной плоскости, который в нашем примере составит 22°. Перемещая копир вперед — назад, надо добиться, чтобы угол наклона каретки соответствовал расчетному углу, то есть 22°. Заготовка устанавливается на каретку и затем обрабатывается начиная с конца. После этой операции измеряется шаг винта в различных сечениях. Его величина должна быть постоянной. Корректируют положение копира перемещением угольника вперед или назад.
Только после этого можно окончательно зафиксировать положение угольника относительно основания штифтами. Вторая сторона заготовки обрабатывается после разворота каретки в центрах. Приспособление сконструировано и изготовлено на Тюменской облСЮТ в лаборатории автомодельного спорта.
В. КОНИНИН, мастер спорта СССР
Рекомендуем почитать
 ФОРТОЧКА БЕЗ… ФОРТОЧКИ
ФОРТОЧКА БЕЗ… ФОРТОЧКИ
В квартирах со спаренными оконными блоками нет форточек: их роль выполняют узкие створки окна. Это оправдано летом, да и то в хорошую погоду; в дождь же, если он еще и с ветром или... ИСТОРИЯ АВИАЦИИ ПО-БРАЗИЛЬСКИ: MUSEU AEROESPACIAL
ИСТОРИЯ АВИАЦИИ ПО-БРАЗИЛЬСКИ: MUSEU AEROESPACIAL
В сентябре прошлого года в бразильском городе Белу Оризонти, где находится инженерный центр известной авиастроительной компании EMBRAER, состоялся 34-й международный конгресс...