
Наверное, вы согласитесь с тем, что более доступных и полезных для здоровья стадионов, чем малые и большие реки, озера и водохранилища, в большом количестве разбросанные по всей нашей стране, трудно придумать. Но сегодня они, к сожалению, в основном пустынны. В последние годы водные просторы немного оживили паруса виндсерферов, но и этот прекрасный вид спорта еще не стал массовым. Препятствиями являются довольно высокая стоимость инвентаря и малые масштабы его производства.
Автор задался целью «оживить» наши малые водоемы и разработал конструкцию универсального поплавка, используя который можно собрать множество интересных снарядов для увлекательных спортивных занятий на воде.
Это и лыжи-поплавки для «пеших» прогулок по воде или под парусом. Специальные унифицированные элементы крепления позволяют быстро и надежно крепить к поплавкам узлы и детали других самоделок, причем многие элементы предыдущих конструкций можно использовать в последующих. Основой и более сложных разборных судов являются все те же поплавки, удобные в транспортировке и хранении.
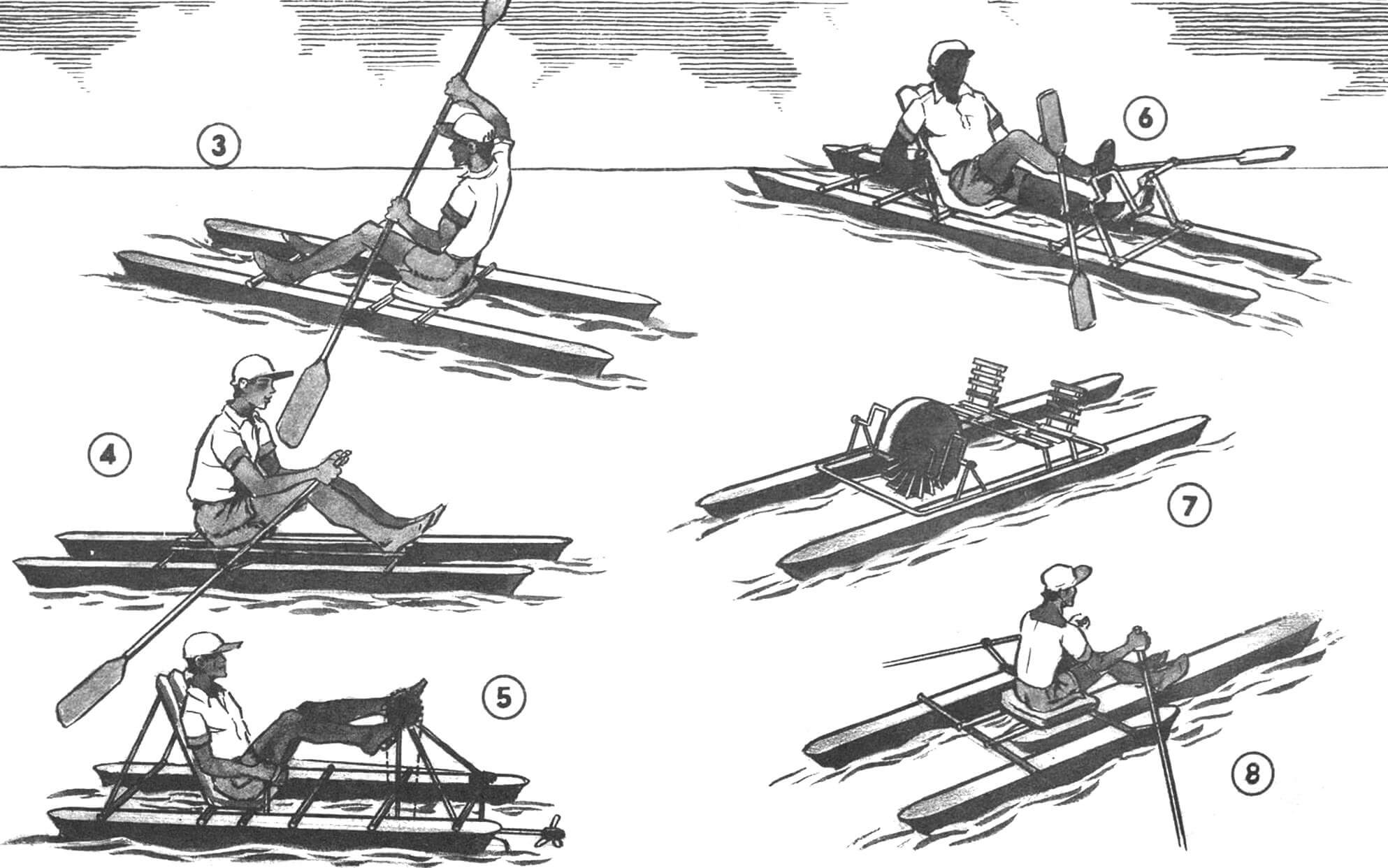
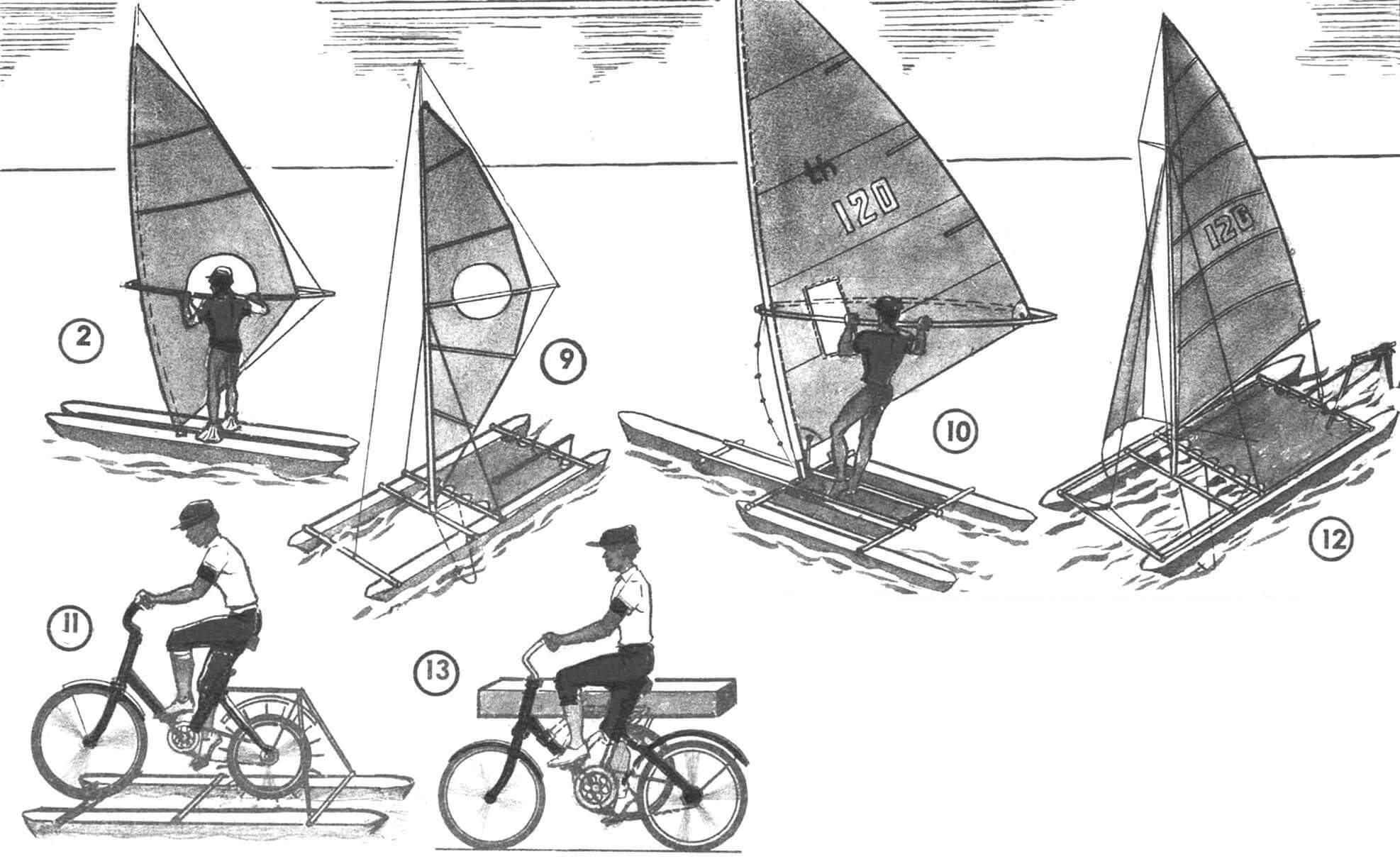
1 — лыжи-водоходы, 2 — лыжи-поплавки, дополненные парусом, 3 — байдарка-катамаран, 4 — гребной катамаран с распашными веслами, 5 — «велокатамаран», 6 — катамаран с педально-весельным приводом, 7 — двухместный ка-тамаран-«велосипед», 8 — гребной тримаран, 9 — катамаран с парусом «эллиптическое крыло», 10 — тримаран-виндсерфер, 11 — катамаран-велоамфибия, 12 —двухместный парусный тримаран для путешествий, 13 — велосипед с боковым прицепом для перевозки конструкции на базе универсальных поплавков.
В собранном виде они представляют собой непотопляемую конструкцию, герметично закрытую полиэтиленовым фартуком. В поплавки вкладываются надувные емкости (детские пластиковые надувные мячи) или пенопластовые вставки, разделяющие герметичные отсеки.
Таким образом можно изготовить и гребную байдарку-катамаран, превращаемую в каноэ; гребной катамаран с парными веслами; катамаран с велоприводом и винтовым движителем; катамаран с педально-весельным приводом; двухместный катамаран с педальным приводом и гребным колесом; катамаран-одиночку под парусом «эллиптическое крыло» (см. «М-К» №11 за 1992 г.); гребной тримаран; виндсерфер-тримаран; тримаран-велоамфибию; парусный тримаран «двойку» (рассчитан на двух спортсменов). Для перевозки конструкций может использоваться велосипед с грузовым боковым прицепом.
Корпус поплавка, изготовленный из стеклопластика, имеет форму, обеспечивающую необходимую прочность при минимальном весе (4,5—5 кг) и минимальное гидродинамическое сопротивление (особенно это важно при использовании корпусов в быстроходных конструкциях). Прочность корпусу придают выполненные по радиусам днище и борта, а также отбортовка в верхней части. Дополнительную жесткость сообщают вставляемые при сборке блоки плавучести.
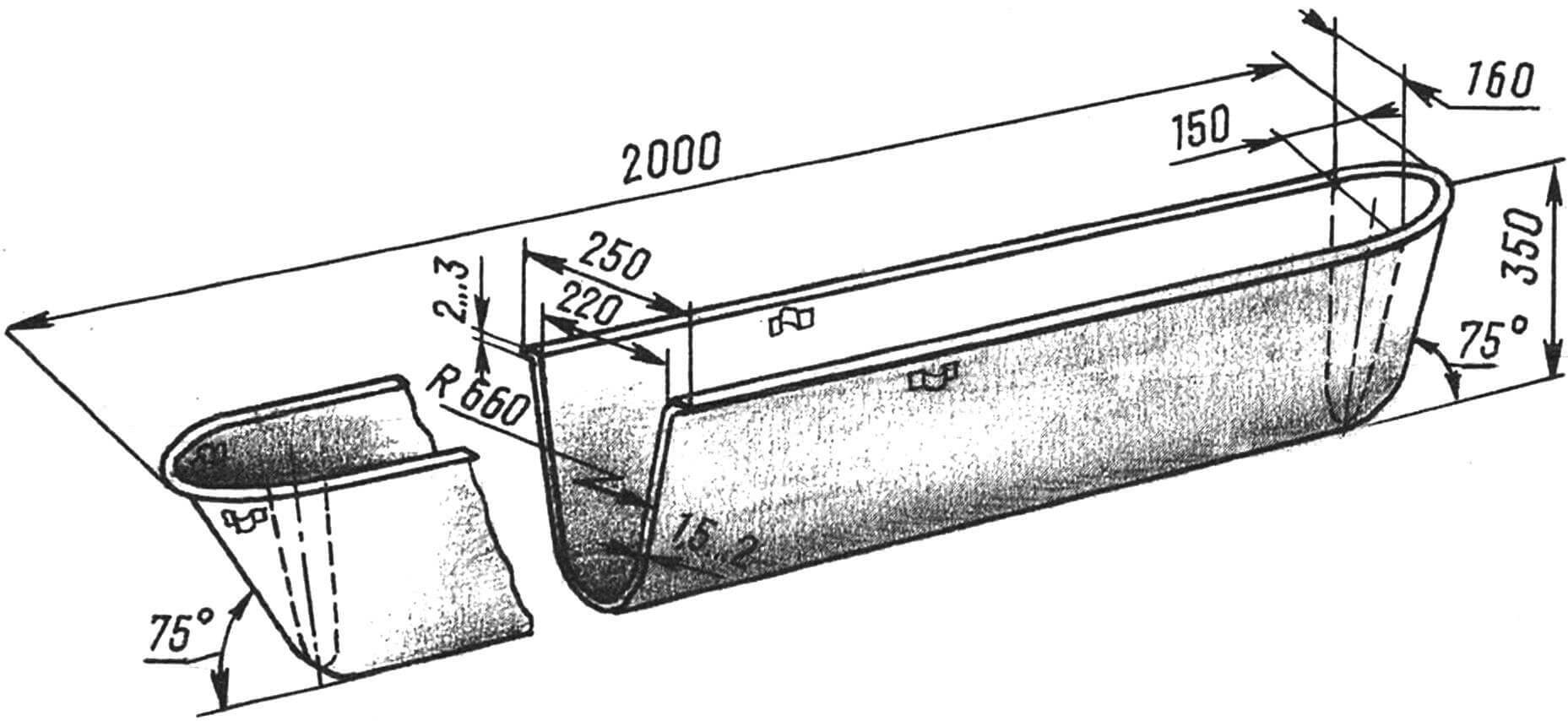
Грузоподъемность каждого корпуса-поплавка при осадке его на 10 см составляет 35 кг, а при 15 см — 100 кг.
При выклейке корпусов для лыж их стенки можно сделать толщиной примерно 1—1,5 мм — они будут легкими, да и прочности будет достаточно. Если же вы рассчитываете использовать корпуса для более солидных снарядов, то стенки нужно делать потолще, до 2—2,5 мм.
Выбранная форма корпуса позволяет вставлять друг в друга несколько корпусов без заметного увеличения объема при транспортировке. И, пожалуй, самой главной особенностью конструкций будет возможность поместить их (разумеется, каждую в отдельности] в чехол размером примерно 2000X450X300 мм, пригодный для перевозки любым видом общественного транспорта.
Масса двухпоплавковых конструкций (в зависимости от тщательности изготовления) лежит в пределах 12—15 кг, трехпоплавковых — до 25 кг.
Любители мастерить, используя такие универсальные поплавки, смогут придумать много других вариантов плавсредств для отдыха на воде, приводимых в движение как мускульной силой, энергией ветра, так и небольшими двигателями, например, от мопедов или велосипедов.
ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ КОРПУСА ПОПЛАВКА
Теперь, когда вы представляете, что можно сделать, используя модули-поплавки, поговорим о технологии изготовления.
Внимательно рассмотрите еще раз чертеж корпуса поплавка и приступайте к изготовлению этой самой ответственной детали.
Постройка пуансона, или, как его еще называют в машиностроении, «мастер-модели». Пуансон служит для выклейки матрицы, по которой в дальнейшем будут изготовлены сами корпуса.
Для начала из фанеры или оргалита необходимо вырезать шаблоны: пять штук по размерам сечения средней части поплавка и два по размерам сечения в месте сужения (в носовой и кормовой частях). Далее в шаблонах вырезаются пазы под продольные рейки, как показано на рисунке.
Затем заготавливаем деревянные рейки сечением 20Х20 мм, 30Х30 мм. Их длина должна быть не менее 2,5 м. Еще потребуются две полоски 5-миллиметровой фанеры шириной 40 мм и длиной 1400 мм и два куска такой же фанеры размером 250X300 мм для того, чтобы вырезать фасонные части бортиков для носа и кормы пуансона.
Настало время сборки пуансона. Из реек сечением 30X30 мм собирается киль с носовой и кормовой балками. На клею на киле устанавливаются все шаблоны. На последние, также на клею, монтируются последовательно верхние и боковые рейки, при строгом выдерживании расстояния между ними. После окончательного затвердевания клея оконечности реек подгибаются к кормовой и носовой балкам и отмечаются места их соприкосновения, показывающие необходимую длину самих реек. После обрезки концов реек на нужную длину в балках делаются под них пазы на глубину 8—10 мм. Окончательное крепление реек — на клею и шурупах.
Теперь можно обрезать по радиусу носовую и кормовую балки вместе с концами реек и закрепить, опять же на шурупах и клею, по верхним рейкам пуансона фанерный бортик.
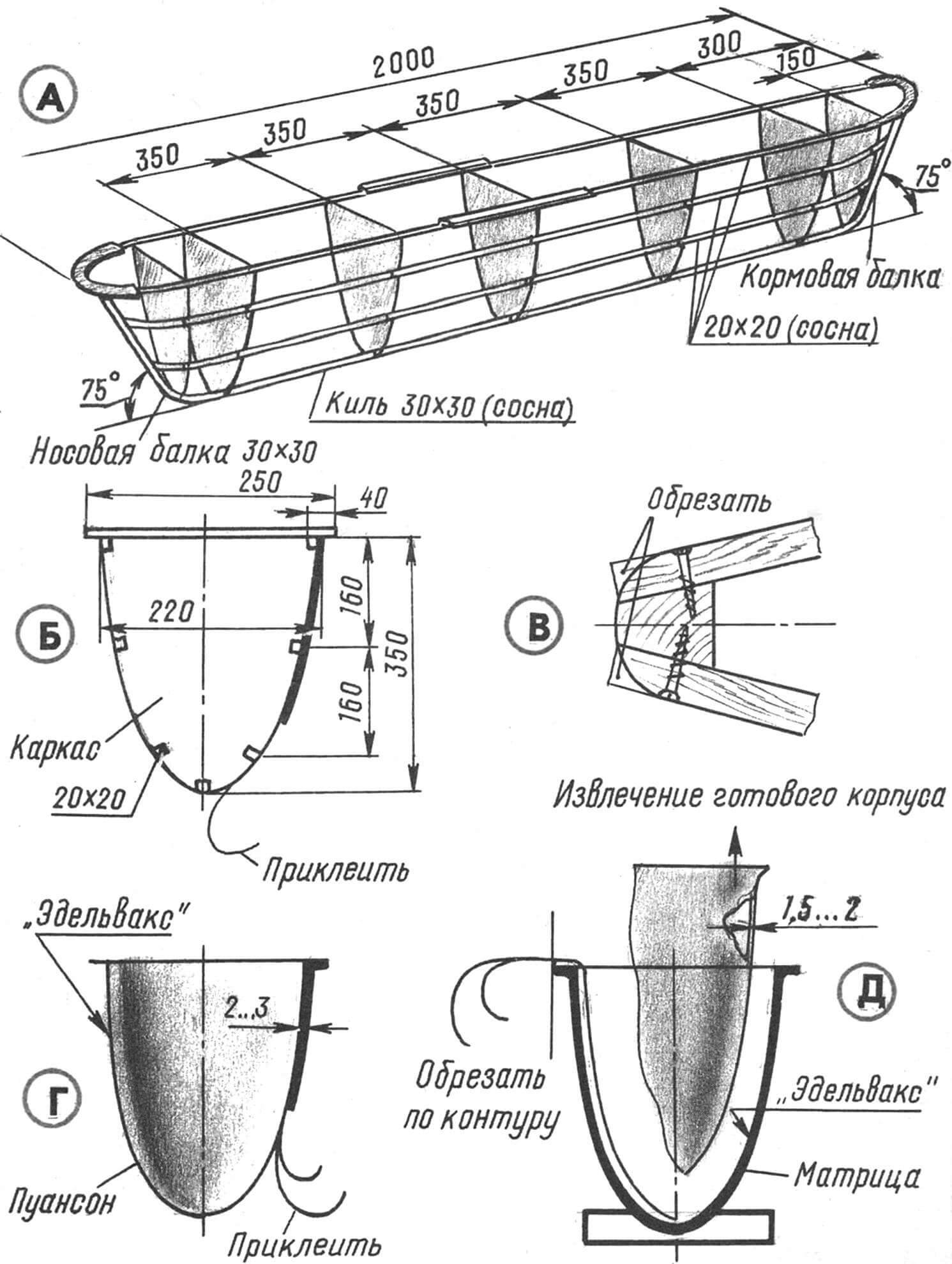
А — сборка каркаса мастер-модели, Б — оклейка каркаса мастер-модели ватманом, В — обработка носовой и кормовой балок, Г — выклеивание матрицы, Д — выклеивание корпуса поплавка на матрице.
Приступаем к оклейке каркаса пуансона ватманом. Первый слой бумаги на клею и кнопках крепится к рейкам, килю и балкам. Затем кнопки удаляются и наклеивается еще два слоя ватмана или плотной бумаги, со смещением стыков и швов листов заготовок. Следующей операцией будет зачистка шкуркой всех швов и неровностей поверхности пуансона и выравнивание ее водостойкой шпаклевкой ПФ-002 или нитрошпаклевкой. Закончив этот этап работы, надо тщательно обработать поверхность болвана еще раз шкуркой и окрасить нитроэмалью. Чтобы получить в дальнейшем зеркальную поверхность корпусов, неплохо окончательно отполировать поверхность болвана микронной шкуркой с доводкой пастами ВАЗ-1 или ВАЗ-2.
Выклейка матрицы. Сначала необходимо нанести на поверхность болвана разделительный слой (паркетную восковую мастику «Эдельвакс») и располировать шерстяной тряпочкой. Повторите эту операцию еще один или два раза. Нанесение разделительного слоя предотвратит приклеивание материала матрицы к поверхности пуансона и облегчит съем матрицы.
Готовить стеклоткань следует из расчета на столько слоев, чтобы они дали толщину стенки матрицы 2—3 мм. Предварительно из имеющейся стеклоткани сделайте пробные образцы небольшого размера. При выклейке масса эпоксидной смолы принимается обычно равной массе используемой стеклоткани. Смола и отвердитель разводятся в соотношении 10:1 и тщательно перемешиваются.
Внимание! Выклеивать стеклопластик необходимо в хорошо проветриваемом помещении, сухом и теплом. Еще лучше работать на открытом воздухе, но при температуре не ниже 18°С. Работать только в резиновых перчатках. Когда вы ведете механическую обработку стеклопластика (опиливание, сверление и т. д.), обязательно закрывайте органы дыхания марлевой повязкой или лепестковым респиратором. Если смола случайно попадет на кожу, снимите ее тампоном, смоченным столовым раствором уксусной кислоты, и вымойте руки с мылом.
Сначала на пуансон кистью наносится первый слой связующего, который равномерно распределяется по всей поверхности. Когда он частично полимеризуется (внешне это можно определить по желеобразному виду смолы), наносится еще один слой смолы и укладывается сухая стеклоткань. Обратите внимание на то, чтобы ткань ложилась ровно, без морщин и складок. Прокатывать ее лучше всего валиком, можно также торцевать жесткой кистью или прихлопывать ладонями (в резиновых перчатках!). Любой способ уплотнения должен привести к получению однородной структуры без пузырей и непропитанных участков. Поверх уложенного вновь наносится равномерный слой смолы, а на него стеклоткань — и так необходимое количество слоев.
После полного отверждения смолы излишки стеклоткани обрезают ножовкой по контуру бортика, и оболочку матрицы аккуратно снимают с пуансона. Матрица должна отделиться с легким треском, без значительных усилий. В случае затруднений со съемом матрицы с пуансона последний может быть разрушен, так как больше он не понадобится.
Для удобства дальнейшей работы матрицу можно установить на два деревянных бруска-подставки, приклеив ее днищем к ним.
Изготовление корпуса. Выклейка корпуса производится аналогично выклейке матрицы, только количество стеклоткани и смолы берется из расчета толщины оболочки в 1,5—2 мм. Не забудьте нанести на рабочую поверхность матрицы разделительный слой. Затем — первый слой связующего, который необходимо окрасить. В качестве пигмента можно воспользоваться масляными красками в тюбиках (1—2% от массы смолы). Первый слой является декоративным — он служит лишь для придания корпусу хорошего внешнего вида и герметизирует оболочку.
После частичного отверждения связующего приступайте к укладке стеклоткани, предварительно нанося еще один слой смолы. Дальнейшие операции осуществляются как и при выклейке матрицы. После окончательного отверждения смолы (24—36 ч) оболочка корпуса извлекается из матрицы, и производятся опиливание излишков стеклопластика по контуру бортика поплавка и зачистка внутренней поверхности корпуса от потеков смолы, заусенцев. Поплавок проверяется на герметичность. Теперь он готов для сборки плавающих конструкций.
Н. ШЕРШАКОВ
Рекомендуем почитать
 ОПЕРАЦИЯ «ТУШЕНКА»
ОПЕРАЦИЯ «ТУШЕНКА»
Настоящую качественную тушенку в магазине купить сложно! Предложений много, но найти хорошую - довольно проблематично. В домашних же условиях тушенку без автоклава не заготовишь, как,... И КОДОВЫЙ, И СЕНСОРНЫЙ
И КОДОВЫЙ, И СЕНСОРНЫЙ
Кодовые замки, как известно, имеют ряд преимуществ перед традиционными-механическими — это прежде всего удобство в эксплуатации, а также возможность создания замка практически любой...