 С резкой листовых металлических и неметаллических материалов регулярно сталкивается каждый самодельщик. Использование ручных ножниц малоэффективно (особенно для крупногабаритных листов): при больших трудозатратах качество резки оставляет желать лучшего.
С резкой листовых металлических и неметаллических материалов регулярно сталкивается каждый самодельщик. Использование ручных ножниц малоэффективно (особенно для крупногабаритных листов): при больших трудозатратах качество резки оставляет желать лучшего.
Одно время для этого я пользовался рычажными ножницами по металлу заводского изготовления Однако, к сожалению, у них была не очень надежная конструкция, и при попытке разрезать 5-мм стальной лист литой чугунный корпус ножниц лопнул. Приобрести аналогичный не удалось: в магазинах и на базах не было, а с завода-изготовителя ответили, что их выпуск прекращен. Но я, что называется, «подсел» на эти ножницы и возвращаться к старому дедовскому способу очень не хотелось
Это и подвигло меня на проектирование и изготовление устройства, подобного заводскому, но только из более простых технологичных деталей, требующих минимального применения станочного металлорежущего оборудования.
Думаю, что предлагаемый вниманию читателей журнала механический резак может заинтересовать многих умельцев.
Резание металла осуществляется двумя 100-мм ножами, один из которых закреплен на неподвижном основании, а другой — на подвижной кулисе. Подача кулисы производится кривошипом с эксцентриситетом 16 мм (максимальный рабочий ход 32 мм), на хвостовике которого закреплена ручка. При ее длине 500 мм происходит увеличение приложенного усилия более чем в 30 раз, что позволяет достаточно легко резать стальной лист толщиной до 3 мм.
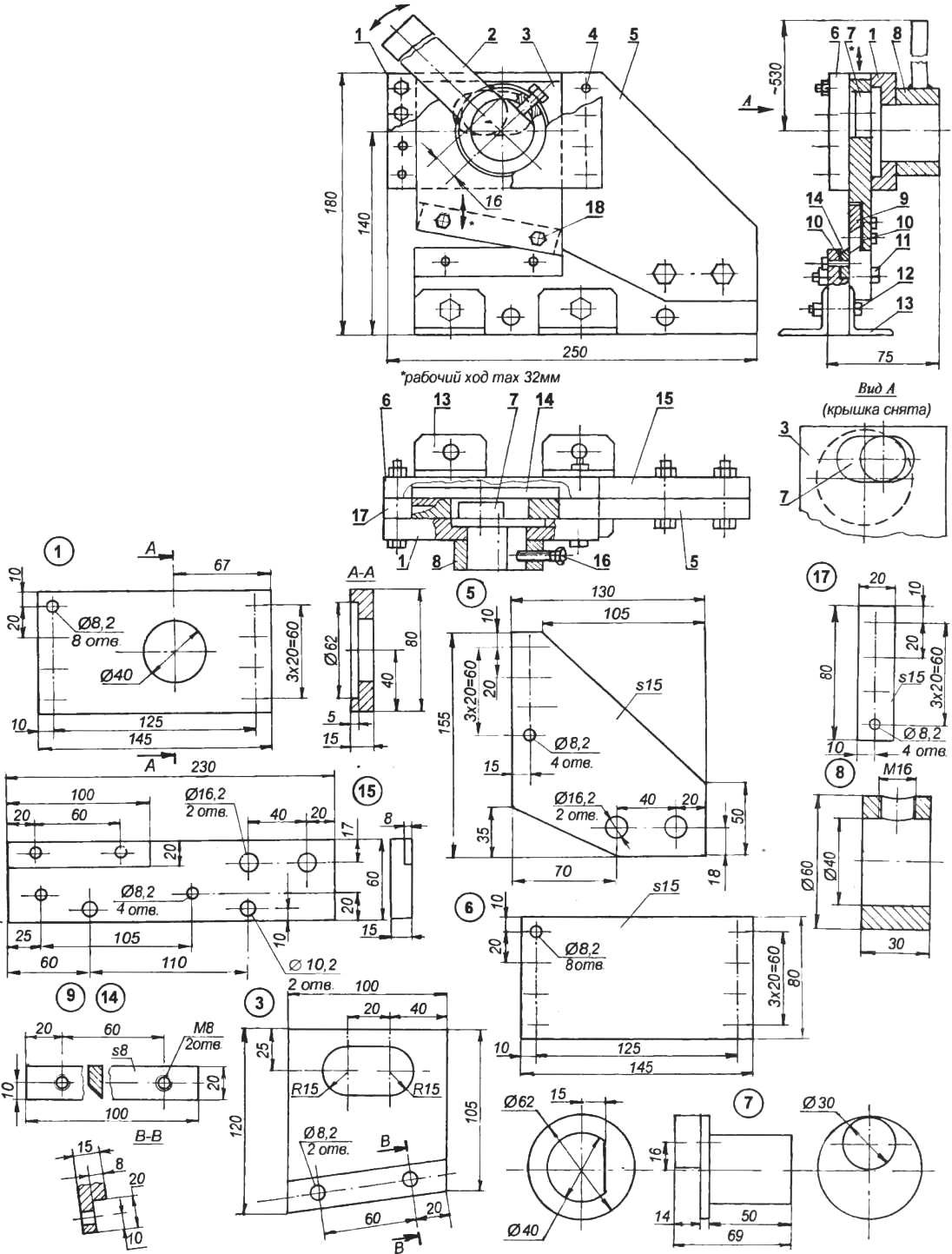
Ножницы для резки листовых материалов:
1 — щека (лист s15); 2—рукоятка (полоса 10×30, L500); 3 кулиса (лист в 15); 4 — крепление крышек (болт М8х55, 8 шт.); 5 — кронштейн (лист s15), 6 — крышка (лист s15); 7 — эксцентрик (круг 62), 8 — втулка рукоятки (круг 60); 9,14 — подвижный и неподвижный ножи (инструментальная сталь У8…У10; полоса 8×20,5; L100); 10 — прокладки; 11 — крепление кронштейна к основанию (болт М16×50,2 шт.); 12 — крепление лапок (болт М8х30, 2 шт.); 13 — лапка (уголок 35x35x5, 4 шт.); 15 — основание (лист s15); 16 — стопорный винт (М16×25); 17 — проставка (полоса 15×20, L100); 18—крепление ножей (винт М8х14, 4 шт.); материал деталей (кроме ножей) — сталь 40,45, 40Х и т.п.; стрелками показано направление движения кулисы и рукоятки при резке
Регулировка зазора между ножами выполняется подбором прокладок, устанавливаемых в пазы основания и кулисы. Также, с помощью прокладок, регулируется и плавность перемещения кулисы.
В зависимости от объема выполняемых работ ножницы могут быть переносными или стационарными. В первом случае они крепятся к верстаку с помощью прутковых струбцин из комплекта ручной дисковой пилы по дереву. Для этого в основании просверлены два отверстия диаметром 10,2 мм. Лапки в этом случае играют роль дополнительных опор. При стационарном положении ножницы крепятся болтами М10 через отверстия в горизонтальных полках лапок.
Все детали, кроме ножей, желательно выполнить из качественных марок стали 40, 45, 40У и т.п. Ножи — из инструментальной стали У8…У10 или Р9, Р18.
Предлагаемое устройство с успехом эксплуатируется уже более двух лет и никаких нареканий не вызывает. Естественно, что теперь уже никто не пытается резать на нем стальной лист толщиной 5 мм. Но с листом в 3,5 мм ножницы справляются отлично.
И. ДЕМИН, г. Красноярск
Рекомендуем почитать
 НА СТРАЖЕ МИРА И КАПИТАЛИЗМА
НА СТРАЖЕ МИРА И КАПИТАЛИЗМА
В октябре 1950 года в конструкторском бюро Детройтского арсенала (Detroit Arsenal Tank Plant) началось проектирование нового танка, призванного заменить средний танк М47. Не будет... ХОДОПЛАВОЛЕТ
ХОДОПЛАВОЛЕТ
Первый паровой двигатель, автомобиль, самолет выглядели фантастически, хотя размеры машин были, как правило, невелики, функции скромны, а устройство примитивно. Такова на первый взгляд и...