С резкой листовых металлических и неметаллических материалов регулярно сталкивается каждый самодельщик. Использование ручных ножниц малоэффективно (особенно для крупногабаритных листов): при больших трудозатратах качество резки оставляет желать лучшего.
Одно время для этого я пользовался рычажными ножницами по металлу заводского изготовления. Однако, к сожалению, у них была не очень надежная конструкция, и при попытке разрезать 5-мм стальной лист литой чугунный корпус ножниц лопнул. Приобрести аналогичный не удалось: в магазинах и на базах не было, а с завода-изготовителя ответили, что их выпуск прекращен. Но я, что называется, «подсел» на эти ножницы и возвращаться к старому дедовскому способу очень не хотелось.
Это и подвигло меня на проектирование и изготовление устройства, подобного заводскому, но только из более простых технологичных деталей, требующих минимального применения станочного металлорежущего оборудования.
Думаю, что предлагаемый вниманию читателей журнала механический резак может заинтересовать многих умельцев.
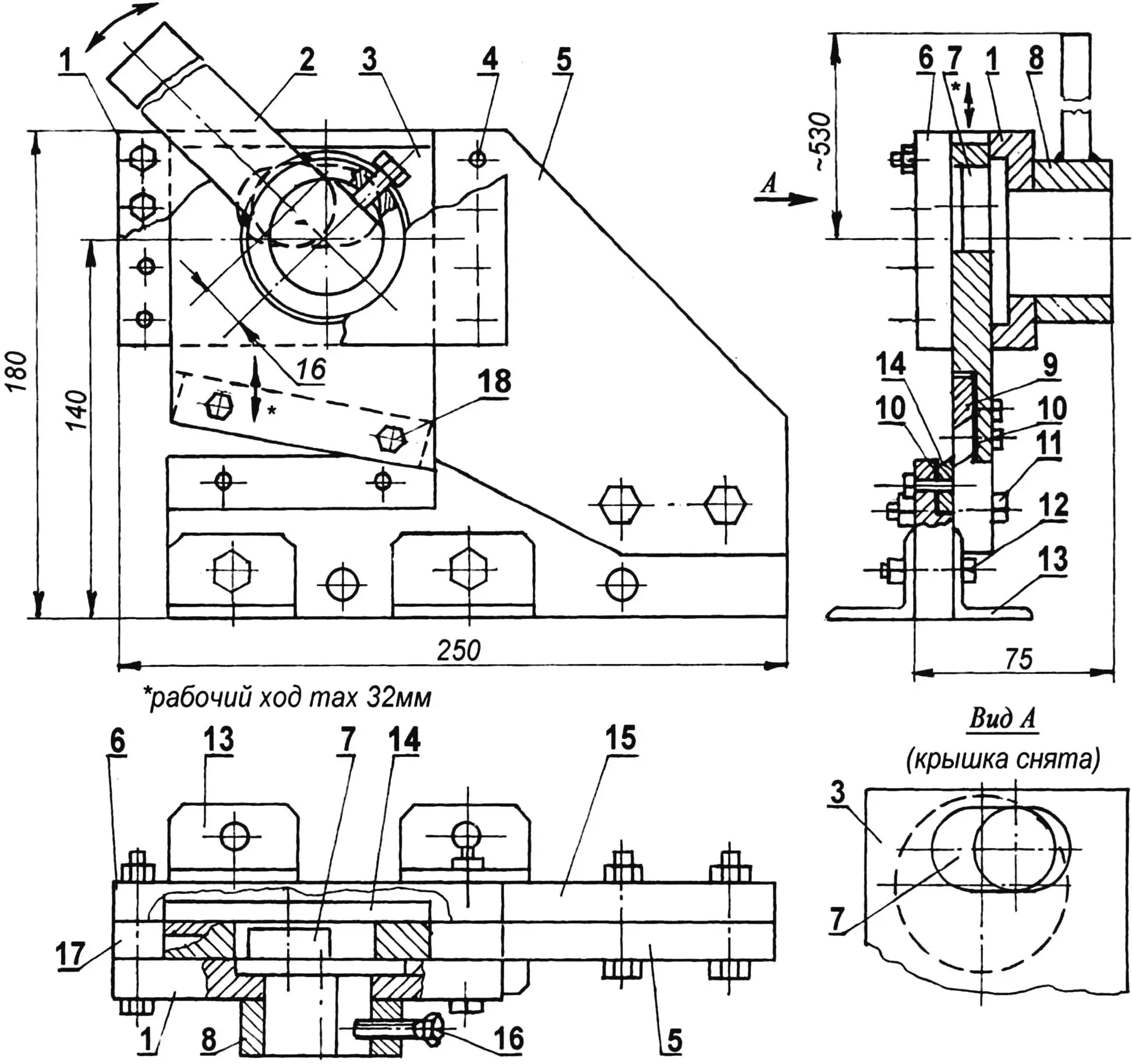
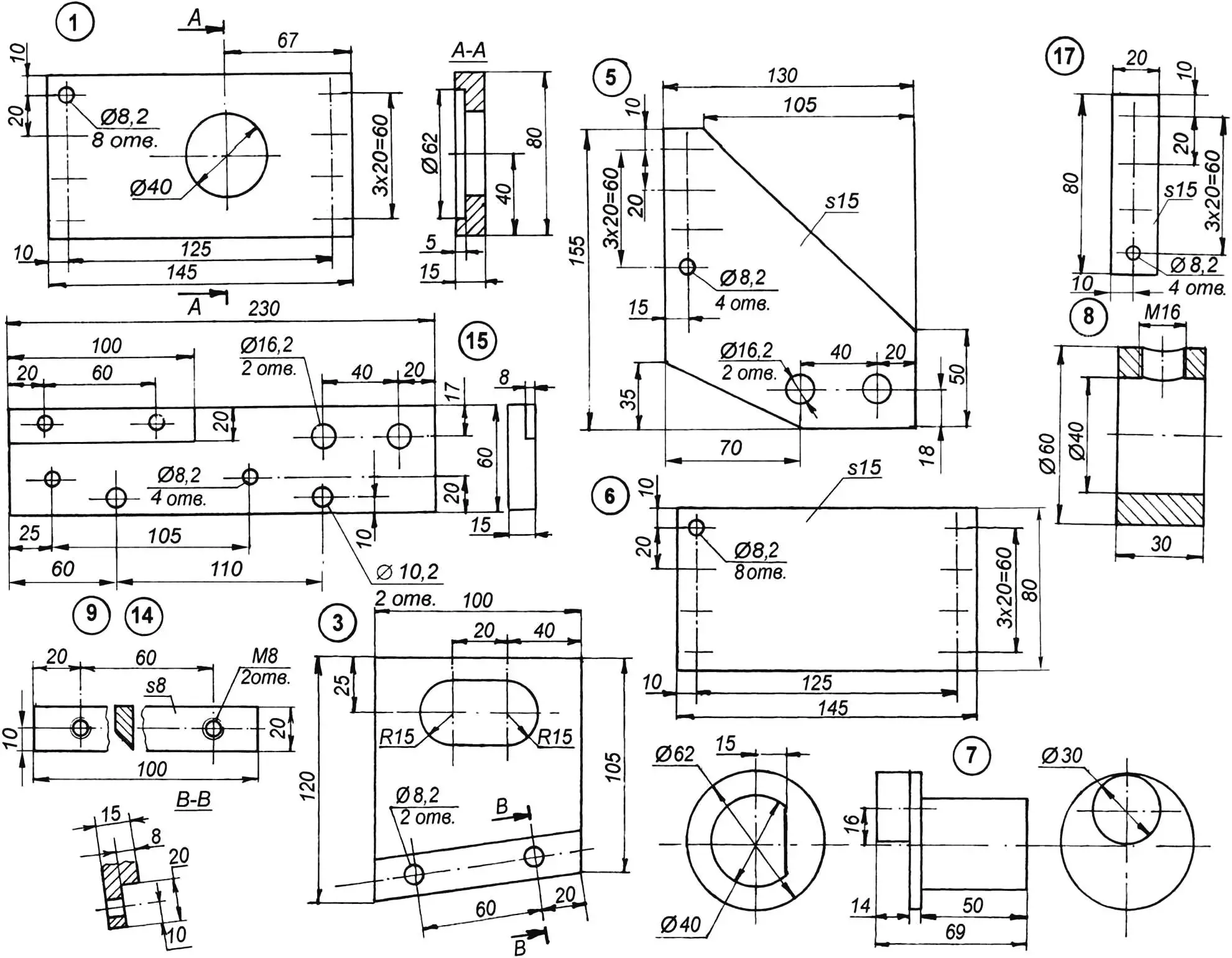
1 — щека (лист s15); 2 — рукоятка (полоса 10×30, L500); 3 — кулиса (лист s15); 4 — крепление крышек (болт М8х55, 8 шт.); 5 — кронштейн (лист s15); 6 — крышка (лист s15); 7 — эксцентрик (круг 62); 8 — втулка рукоятки (круг 60); 9,14 — подвижный и неподвижный ножи (инструментальная сталь У8…У10; полоса 8×20,5; L100); 10 — прокладки; 11 — крепление кронштейна к основанию (болт M16x50, 2 шт.); 12 — крепление лапок (болт М8х30, 2 шт.); 13 —лапка (уголок 35x35x5, 4 шт.); 15 — основание (лист s15); 16 — стопорный винт (M16x25); 17 — проставка (полоса 15×20, L100); 18 — крепление ножей (винт М8х14, 4 шт.); материал деталей (кроме ножей) — сталь 40,45, 40Х и т.п.; стрелками показано направление движения кулисы и рукоятки при резке
Резание металла осуществляется двумя 100-мм ножами, один из которых закреплен на неподвижном основании, а другой — на подвижной кулисе. Подача кулисы производится кривошипом с эксцентриситетом 16 мм (максимальный рабочий ход 32 мм), на хвостовике которого закреплена ручка. При ее длине 500 мм происходит увеличение приложенного усилия более чем в 30 раз, что позволяет достаточно легко резать стальной лист толщиной до 3 мм.
Регулировка зазора между ножами выполняется подбором прокладок, устанавливаемых в пазы основания и кулисы. Так же, с помощью прокладок, регулируется и плавность перемещения кулисы.
В зависимости от объема выполняемых работ ножницы могут быть переносными или стационарными. В первом случае они крепятся к верстаку с помощью прутковых струбцин из комплекта ручной дисковой пилы по дереву. Для этого в основании просверлены два отверстия диаметром 10,2 мм. Лапки в этом случае играют роль дополнительных опор. При стационарном положении ножницы крепятся болтами М10 через отверстия в горизонтальных полках лапок.
Все детали, кроме ножей, желательно выполнить из качественных марок стали 40, 45, 40У и т.п. Ножи — из инструментальной стали У8…У10 или Р9, Р18.
Предлагаемое устройство с успехом эксплуатируется уже более двух лет и никаких нареканий не вызывает. Естественно, что теперь уже никто не пытается резать на нем стальной лист толщиной 5 мм. Но с листом в 3,5 мм ножницы справляются отлично.
«Моделист-конструктор» № 1’2006, И. ДЕМИН, г. Красноярск
Рекомендуем почитать
 СВАРОЧНЫЙ — БЕЗ СХЕМ И ФОРМУЛ
СВАРОЧНЫЙ — БЕЗ СХЕМ И ФОРМУЛ
Самодельными сварочными аппаратами занимаюсь не первый год. При их изготовлении учитываю советы и рекомендации «Моделиста-конструктора» и других хорошо зарекомендовавших себя технических...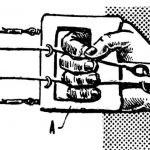 УПРАВЛЕНИЕ МЕХАНИЗМАМИ КОРДОВЫХ МОДЕЛЕЙ
УПРАВЛЕНИЕ МЕХАНИЗМАМИ КОРДОВЫХ МОДЕЛЕЙ
Большой интерес для моделистов представляют всякого рода устройства, позволяющие управлять двигателями в полете, выпускать и убирать шасси, закрылки, включать сигнальные и посадочные огни,...