
 +ВИДЕО. Отвертка значительно облегчает жизнь рабочего. Впервые отвертки появились в начале XIX века. Они возникли из перовых сверл, использовавшихся в плотницком коловороте. Изобретение отвертки стало поворотным пунктом в истории ремесел. Эти надежные помощники бывают разных видов, чтобы справляться с разными винтами. Нужно просто вставить подходящую отвертку и готово.
+ВИДЕО. Отвертка значительно облегчает жизнь рабочего. Впервые отвертки появились в начале XIX века. Они возникли из перовых сверл, использовавшихся в плотницком коловороте. Изобретение отвертки стало поворотным пунктом в истории ремесел. Эти надежные помощники бывают разных видов, чтобы справляться с разными винтами. Нужно просто вставить подходящую отвертку и готово.
Изготовление отверток начинается из специальной рулонной стали. Колесики распрямляют толстую проволоку, которая потом проходит через отверстие. С другой стороны есть качающиеся назад и вперед приспособления, которое разрезает проволоку на части и пропускает ее через 4 штампа. Первый штамп придает стали нудный диаметр, другие формируют шестигранный брусок, благодаря которому к отвертке можно будет приделать гайковерт для увеличения ее способности откручивать и закручивать. Вода смывает смазку. Стержни отверток готовы к проверке. Рабочий проверяет их на наличие дефектов, измеряет длину и размеры шестигранного бруска. Если все в порядке стержни отверток переходят к станку, который будет шлифовать их кончики. Во время первых двух остановок пресс сделает их плоскими, во время третей кончики подровняют и выбьют на них номер детали.
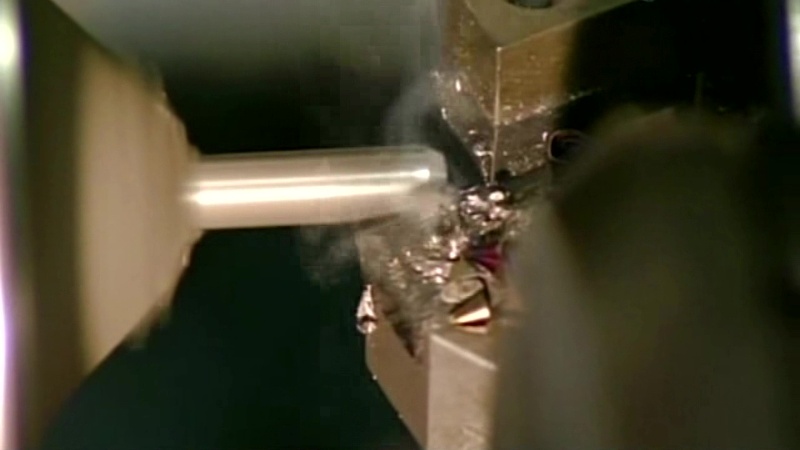
Шлицевые отвертки самые распространенные среди отверток, их кончик в форме резца откручивает стандартные винты со шлицом. Далее отвертки накаляют, чтобы повысить их прочность, а потом кончики шлифуются, чтобы быть точными до десятых долей мм. Точность проверяется с помощью направляющих стоек с прорезью. Затем отвертки вставляют в другое устройство для шлицевания, которое перемещает их к шлифовальному кругу. Шлифовальный круг придает им окончательные размеры. На глаз изменения не заметны, но такая тонкая настройка гарантирует более качественную работу отвертки. Следующий станок обрабатывает кончики отверток мягким абразивом, благодаря этому отвертка лучше схватывает головку винта. Текстурированный кончик справа.
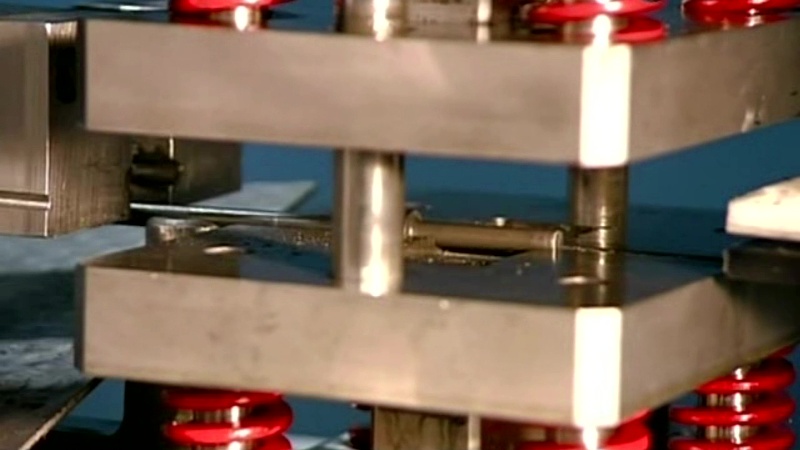
В другом месте формируются отвертки другой формы – это philips, ее кончик скошени имеет крестовую форму, чтобы соответствовать винтам фирмы philips. Внутри крестообразного углубления делают специальные насечки, чтобы отвертка лучше удерживала винт. Затем пресс опускается на другой конец отвертки, чтобы получились фланцованные канавки. С помощью канавок стержень отвертки будет надежно закреплен в рукоятке.
Теперь отвертки должны как следует потереться друг о друга, чтобы удалить любые отходы. После текстурирования крестообразного кончика отвертки поступают в лазерный станок. Он гравирует номера деталей на полиуретановых рукоятках. Сборщик приделывает рукоятку к стержню отвертки. Затем он помещает отвертку в станок, который надежно закрепляет стержень отвертки в рукоятке.

Отвертки уже в пластмассовых коробках, осталось только накрыть их целлофановой пленкой и запаять ее по краям с помощью термосварки. Далее коробки подают в специальную печь, которая стянет пленку, чтобы отвертки были аккуратно запакованы и не болтались. Эти отвертки изготавливались в течении нескольких дней и теперь они готовы откручивать и прикручивать.
С. РОМАНОВ, по материалам научно-популярной передачи «Как это работает?»
Рекомендуем почитать
 ПЕРЕВЕРНУВ ВЕЛОСИПЕД
ПЕРЕВЕРНУВ ВЕЛОСИПЕД
В течение нескольких лет использую для перевозки воды на даче небольшую удобную тележку, сделанную из поломавшегося детского трехколесного велосипеда. Переднюю (рулевую) часть у него... МОДЕЛИСТ-КОНСТРУКТОР 2008-05
МОДЕЛИСТ-КОНСТРУКТОР 2008-05
В НОМЕРЕ: Общественное конструкторское бюро: К.Тагильцев. «Рыбка» под парусом (2). Мебель - своими руками: А.Матвейчук. Гарнитур для прихожей (8). Все для дачи: Силач в ветвях...