 К сожалению, проблемы с электроэнергией возникают всё чаще, и нет никакой гарантии, что тебя минует чаша сия, независимо от того, где ты проживаешь — в городе или, тем более, в сельской местности.
К сожалению, проблемы с электроэнергией возникают всё чаще, и нет никакой гарантии, что тебя минует чаша сия, независимо от того, где ты проживаешь — в городе или, тем более, в сельской местности.
Чтобы обезопасить себя на случай «нештатной» ситуации, неплохо приобрести дизельную мини-электростанцию, но… не всем это удовольствие по карману — сам агрегат стоит немало, да ещё и «кормить» его нужно, а «овёс нынче дорог». Другое дело — ветроэлектрогенератор. Его можно и самому сделать, а дальше — копи энергию и пользуйся, когда понадобится. И многие рачительные хозяева дач и приусадебных участков так и поступают.
Наибольшей трудностью в любительской постройке ветроустановки является изготовление воздушного винта. Связано это со сложной теорией его расчёта. Однако, с достаточной для практического применения степенью точности этот расчёт можно произвести по упрощённой методике.

Мощность проектируемой установки рассчитывается по формуле:
N=(рFV3)/2, (Вт),
где р = 1,25 кг/м3 — плотность воздуха;
F — площадь, ометаемая воздушным винтом, м2;
V — скорость ветра, средняя для района за год.
Отсюда площадь, ометаемая винтом:
F= 2N/рV3,
а диаметр винта 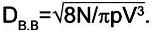
Проектируемая установка должна рассчитываться на мощность в 1,7 раза больше мощности генератора, поэтому

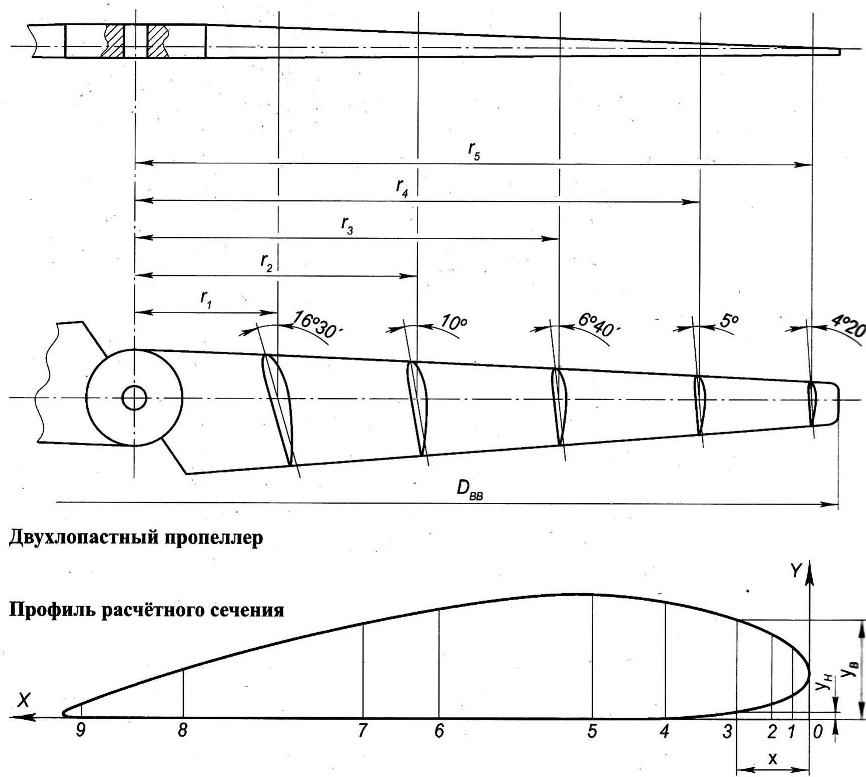
Изготавливается воздушный винт из пород древесины, хорошо поддающейся обработке и не очень склонной к короблению, например из березы или лиственницы. Заготовка должна быть хорошо выстругана и высушена. Её размеры: длина — на 100 мм больше диаметра воздушного винта Dвв, ширина — 0,09 Dвв, толщина — 0,025 Dвв.
На подготовленной заготовке с двух сторон размечаются продольные и поперечные оси и наносятся поперечные линии расчётных сечений лопастей по радиусам r, — r5.
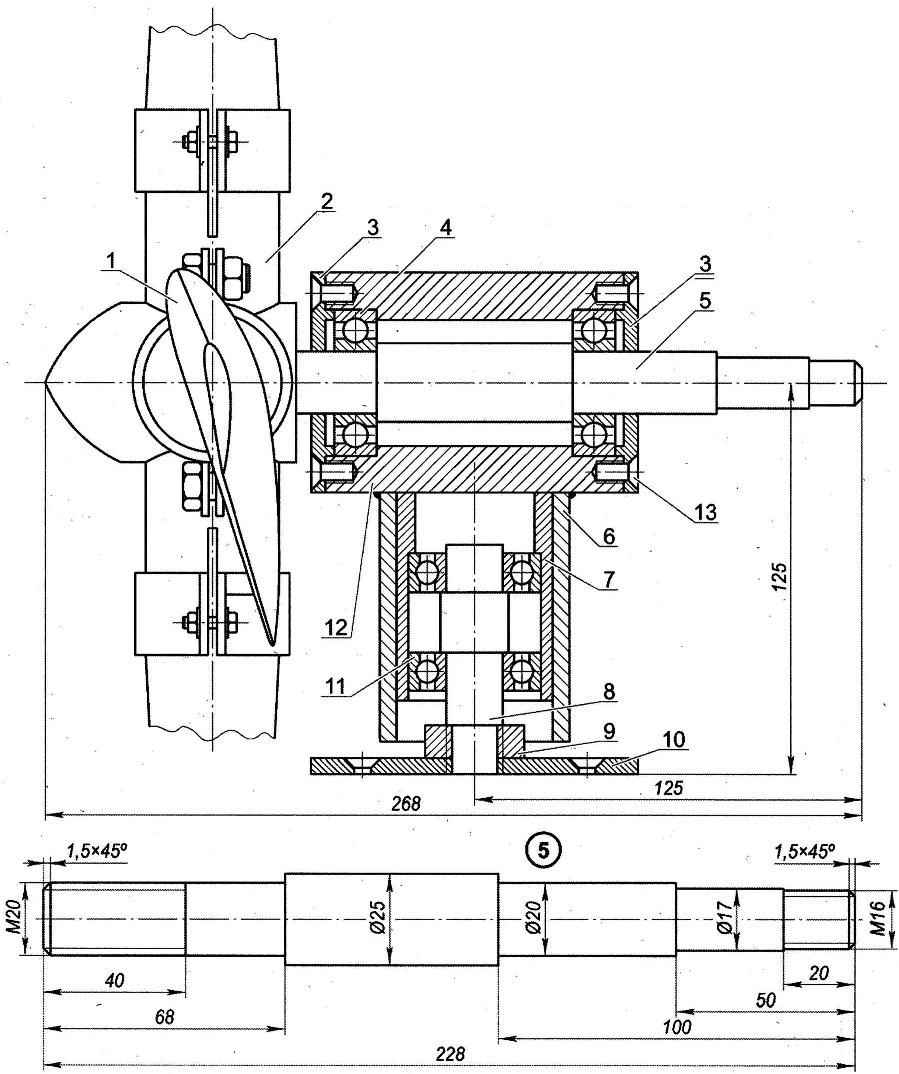
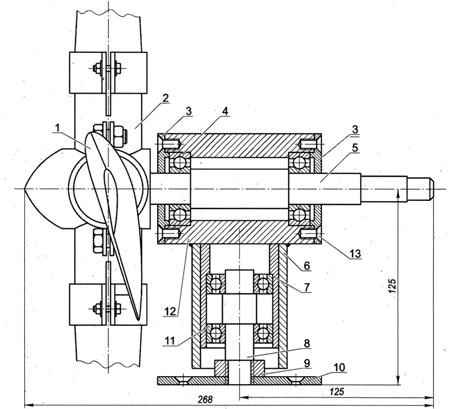
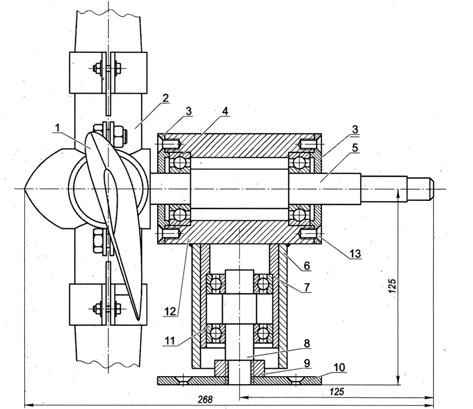
Трёхлопастный ветродвигатель:
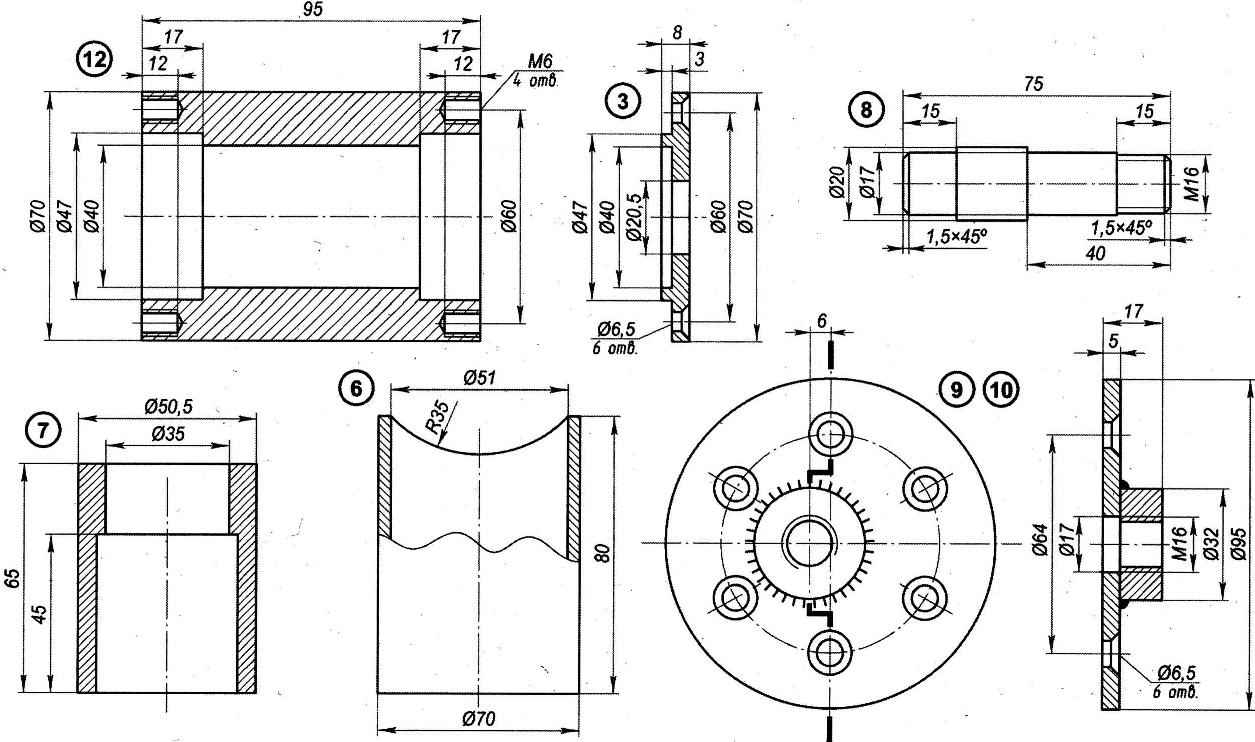
1 —лопасть воздушного винта (3 шт.); 2—блок крепления лопастей; 3—крышка (2 шт.); 4—подшипник 204 (2 шт.); 5—вал; 6—гильза; 7—корпус подшипников опорной оси; 8—опорная ось; 9—контргайка; 10—опорная площадка; 11 —подшипник 203 (2 шт.); 12—корпус подшипников приводного вала; 13—винт М6 (12 шт.)
Технологическая оснастка включает в себя стапельную доску и шаблоны профилей.
Стапельная доска представляет собой так же, как и заготовка воздушного винта, выстроганную доску длиной больше половины его диаметра на 80 — 100 мм и размечается аналогично заготовке. На пересечении осей и в заготовке воздушного винта, и в доске стапеля сверлятся отверстия, в стапеле закрепляется шпилька диаметром 12 — 18 мм длиной 180 — 200 мм. Шаблоны профилей изготавливаются из фанеры толщиной 4 — 5 мм с размерами 0,25×0,18 Рвв. На фанерные заготовки наклеиваются профили сечений, вычерченные в соответствии с таблицей и рисунком в масштабе 1:1. После того как клей высохнет, в шаблонах вырезаются лобзиком профили (заштрихованная часть) и шаблон разрезается на две части. К нижней из них гвоздями крепятся брусочки сечением 30×15 мм, с помощью которых профили устанавливаются на стапельной доске. При этом центры профилей должны лежать на одной горизонтальной оси.