Самодеятельные конструкторы часто используют в трансмиссиях своих машин цепные передачи. И сталкиваются, порой, с проблемой, когда для расчетного передаточного числа цепной пары бывает трудно найти готовые звездочки с требуемым количеством зубьев. А ведь их вполне возможно изготовить самостоятельно! Потребуется лишь несложный кондуктор, собранный на основе шестерни с размерами, близкими к искомым.
Предположим, требуется звездочка с 26 зубьями и шагом 19,05 мм. Подберем шестерню с тем же или близким числом зубьев. Допустим, их 27. (В этом случае передаточное отношение изменится незначительно — на 4%.) Шестерня закалена, имеет толщину 19 мм и посадочное отверстие диаметром 20 мм.
В учебнике «Детали машин» найдем основные параметры приводных роликовых цепей и формулы расчета. Воспользуемся ими и примем несколько обозначений, которые будут использоваться в дальнейшем: t — шаг звездочки (цепи), z — количество зубьев, dД — диаметр делительной окружности, di — диаметр окружности впадин, de — диаметр окружности выступов, dl — диаметр ролика цепи.
Теперь определим диаметр делительной окружности по формуле: dД=t:Sin 180°/z = 19,05:Sin 180°/27 = 164,08 см.
На токарном станке выточим из листовой стали заготовку звездочки толщиной 12 мм (расстояние между соединительными пластинами внутренних звеньев цепи с шагом 19,05 мм по сортаменту — 12,7 мм) и диаметром, равным сумме диаметров делительной окружности, ролика цепи (по сортаменту — 11,91 мм) и припуска 20 мм (для устойчивости на опорной поверхности при сверлении). Получаем:
d = 164,08 + 11,91 + 20 ≈ 196мм.
Расточим посадочное отверстие в заготовке диаметром dn = 25 мм. Аналогичным образом сделаем еще одну заготовку — пробную, с таким же посадочным отверстием (точность остальных размеров не обязательна).
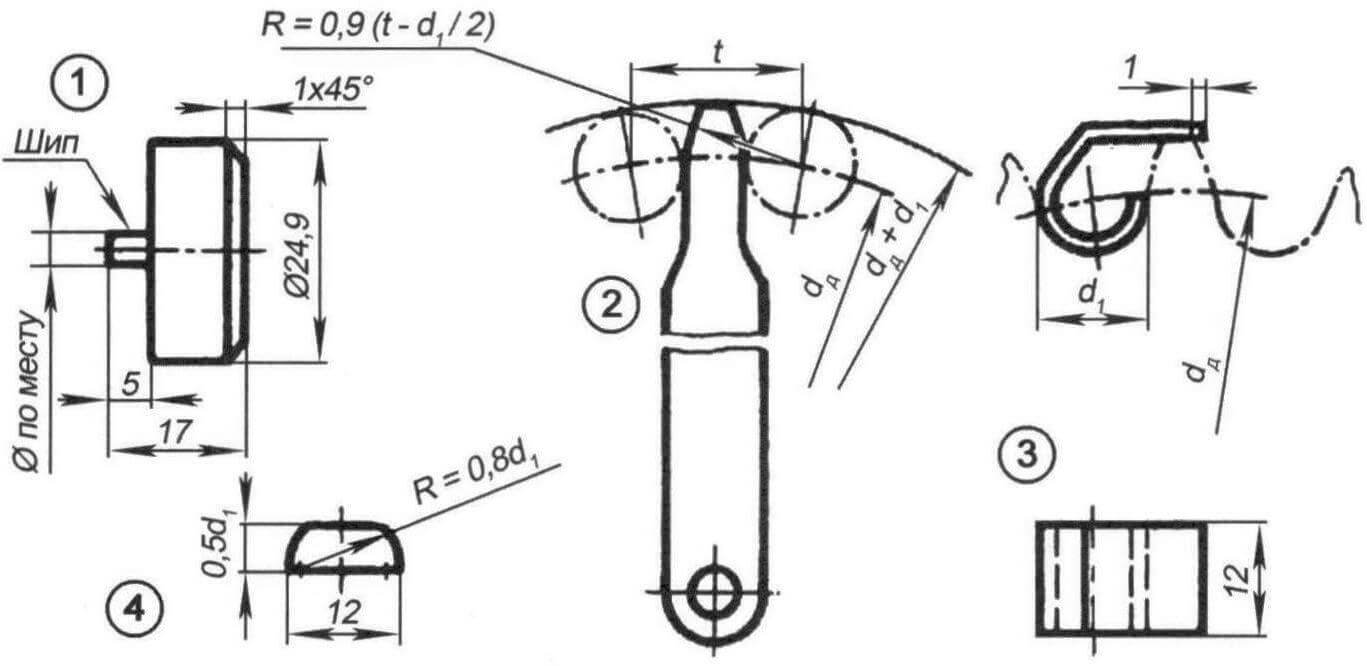
1 — вкладыш; 2 — шаблон профиля зуба; 3 — ограничитель; 4 — шаблон поперечного профиля зуба
Доведем толщину подобранной шестерни до 12 мм (предварительно термически отпустим ее), обточив с обеих сторон на токарном станке. Для соосного расположения шестерни и заготовки звездочки в кондукторе выточим ступенчатую втулку с центральным отверстием под стяжной болт М10.
Высота ступеней на 1 мм меньше толщин шестерни и заготовки, а в их посадочные отверстия втулка должна входить без люфта. Выточим также две шайбы толщиной 4 мм под стяжной болт М10: одну — под головку, другую — под гайку.
В стальной планке толщиной 10 мм и шириной 25 мм просверлим кондукторное отверстие диаметром на 0,1-0,2 мм меньше диаметра ролика цепи (в нашем случае -11,8 мм). Этот конец планки-кондуктора закалим. На другом же конце сделаем прорезь шириной 8,2 мм (длина ее зависит от габаритов изготавливаемой звездочки). В шестерне на незначительном расстоянии от окружности впадин просверлим два отверстия под регулировочные болты М8 так, чтобы устанавливаемая на них планка-кондуктор не касалась шайбы стяжного болта.
Соединим заготовку звездочки и шестерню стяжным болтом через втулку. На первой керном наметим центр и просверлим отверстие для фиксирующего штифта, который помещается во впадине между зубьями шестерни. Высота его выступающей части не должна превышать толщины последней.
Для дальнейшей разметки изготовим также вкладыш с шипом — под отверстие ножовочного полотна.
Последующая технология такова: вставим в посадочное отверстие пробной заготовки вкладыш шипом вниз. Циркулем наметим центр вкладыша (пересечением дуг) и из него радиусом, вычисленным по формуле:
0,5dД — 05dl = 82,04 — 5,95 = 76,09мм, очертим на пробной заготовке окружность впадин. Добавив к вычисленному радиусу величину dl, проведем еще одну окружность.
Теперь соберем кондуктор с пробной заготовкой. Совместив кондукторное отверстие с полученными окружностями так, чтобы они были касательными к проекции отверстия, затянем гайки регулировочных болтов.
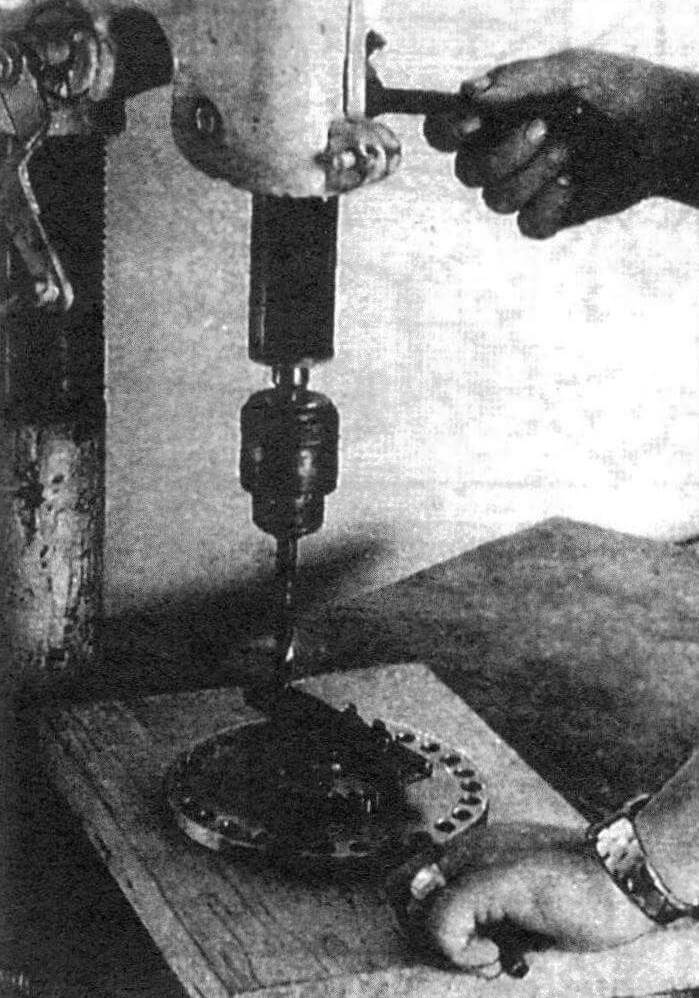
Введем сверло диаметром 11,8 мм в кондукторное отверстие до соприкосновения с заготовкой и, не нажимая на рычаг подачи, включим станок, дав возможность кондуктору самому «уточнить» свое положение. Затем, плавно осуществляя подачу, сделаем пробное сверление.
Штангенциркулем проверим по диаметру заготовки длину отрезка между краями посадочного и пробного отверстий. Она должна равняться:
0,5dД — 05dl — 05dn = 82,04 — 5,95 — 12,5 = 63,49 мм.
Скорректируем положение планки-кондуктора и добьемся более точного попадания сверла между очерченными окружностями. Окончательно затянем гайки регулировочных болтов.
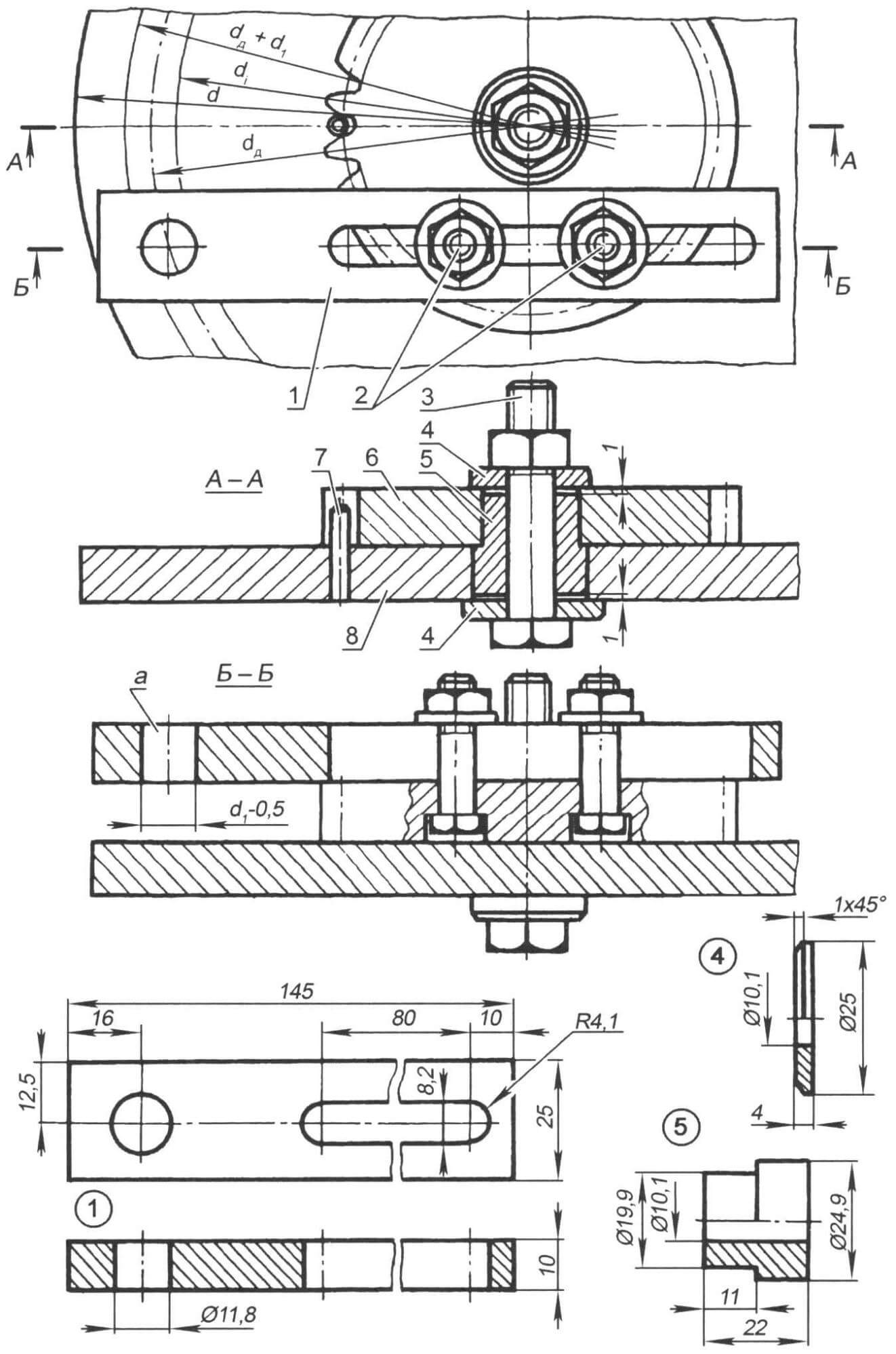
1 — планка-кондуктор; 2 — регулировочные болты; 3 — стяжной болт; 4 — шайбы; 5 — втулка; 6 -шестерня; 7 — фиксирующий штифт; 8 — заготовка звездочки; а — кондукторное отверстие
Пробную заготовку заменим на основную и описанным выше способом, фиксируя шестерню через каждый зуб, просверлим все 27 отверстий. (Во избежание погрешностей необходимо следить, чтобы не было грязи, забоин, заусенцев и тому подобного в месте соприкосновения зубьев шестерни с фиксирующим штифтом.) Получим основания зубьев и впадины звездочки, которые не потребуют дальнейшей обработки.
Затем обточим заготовку на токарном станке до диаметра окружности выступов, определяемого по формуле упрощенного расчета:
de = 05dД + 09dl = 164,08 + 0,9×11,91 = 174,8 мм.
Из куска ножовочного полотна вырежем шаблон профиля головки зуба. Расположив его между отверстиями заготовки звездочки, вставим шип вкладыша и очертим профиль всех зубьев иглой. То же самое сделаем и с другой стороны заготовки. Соединим по линейке концы противоположных рисок.
Срежем слесарной ножовкой излишки металла между головками зубьев с припуском 1 мм, используя для контроля ограничитель, сделанный из полоски листового металла шириной 12 мм (по толщине звездочки). Окончательно доведем профиль зубьев на ручном или электрическом точиле тонким наждачным кругом.
Шаблоном из тонкой бумаги, наклеенным на один из зубьев, обозначим профиль зуба в поперечном направлении и опилим заготовку звездочки плоским напильником, закрепив ее на оси точила.
При подборе шестерни следует учитывать, что точность изготовления выше в тех случаях, когда габариты ее и заготовки близки.
Соблюдая описанную технологию и умело владея инструментами, можно получить самодельные звездочки, мало чем отличающиеся и по внешнему виду, и по качеству от заводских. Я, например, уже много лет успешно использую такие звездочки в трансмиссии мотоблока.
Игорь ГУБАНИЩЕВ, г. Комсомольск-на-Амуре
Рекомендуем почитать
 ВОЗДУШНЫЕ ЗМЕИ
ВОЗДУШНЫЕ ЗМЕИ
Ежедневно мы пользуемся огромным количеством вещей и уже практически перестали их замечать. Но оказывается в производстве незначительных на первый взгляд вещей кроется масса... СТАРЫЙ МОСКОВСКИЙ ТРАМВАЙ
СТАРЫЙ МОСКОВСКИЙ ТРАМВАЙ
В середине 1920-х годов, во времена так называемой «новой экономической политики» (НЭП), началось постепенное восстановление промышленности, разорённой Первой мировой и Гражданской...