 Неплохой слесарный инструмент изготовили ученики московской школы № 787 на уроках труда из обрезков арматурной стали и других металлических отходов. После термообработки его прочность не уступает заводской.
Неплохой слесарный инструмент изготовили ученики московской школы № 787 на уроках труда из обрезков арматурной стали и других металлических отходов. После термообработки его прочность не уступает заводской.
Приводим ниже несколько образцов такого инструмента, который может хорошо послужить в школах, кружках СЮТ, клубах юных техников, да и просто любителям мастерить: ведь инструмент может быть выполнен «из ничего» и с учетом индивидуальных пожеланий каждого.
Слесарный инструмент (рис. 1) — отвертки, зубила, пробойник — делается из обрезков арматурной стали с последующей термической обработкой (закалкой и отпуском).
Для этого в муфельной печи или горне нагревают рабочую часть прутка до красного свечения (700—750°), а затем молотком на наковальне придают ему необходимую форму. После этого заготовки зубила, отвертки, пробойника окончательно обрабатывают напильником или на наждачном камне. А в обжимке для заклепок дополнительно на торце сверлится неглубокое отверстие, которое затем окончательно доводится сверлом с полукруглой заточкой — для получения сферического углубления.
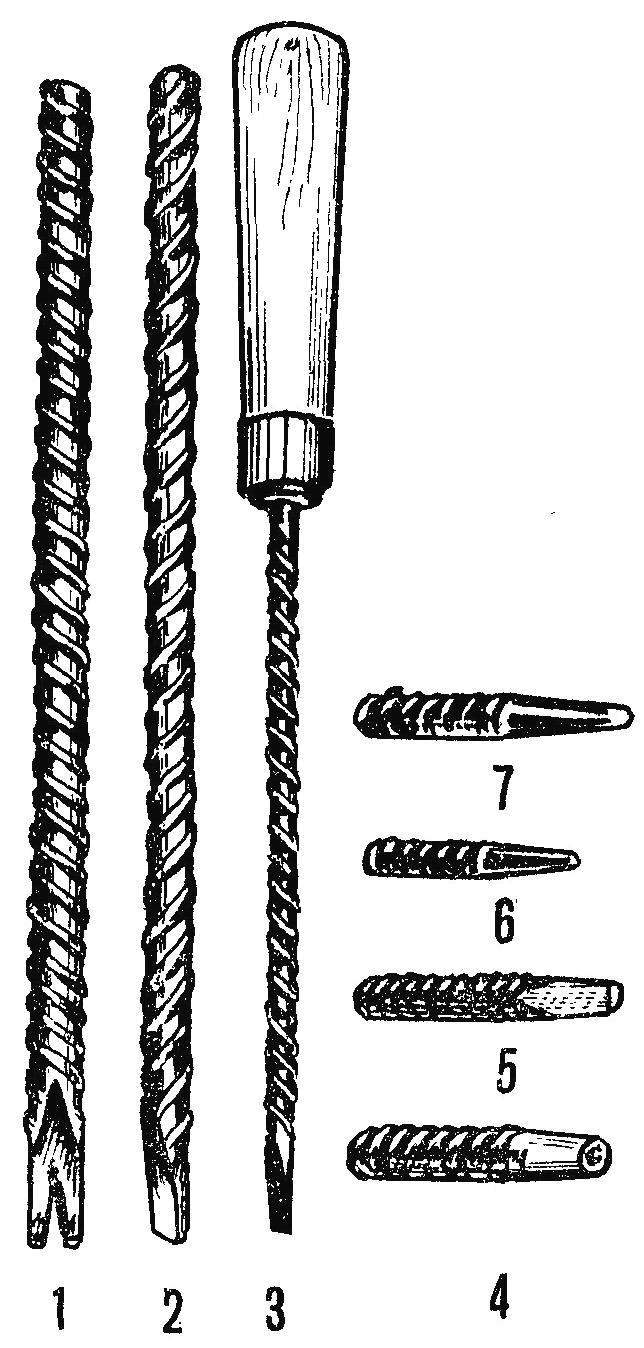
Рис. 1. Набор инструментов:
1 — гвоздодер, 2 — зубило специальное, 3 — отвертка, 4 — обжимка для заклепок, 5 — зубило, 6 — керн, 7 — пробойник.
Далее необходимо закалить рабочую часть инструмента, нагрев ее до температуры 830° (светло-красное свечение). Охлаждать можно в воде комнатной температуры, погрузив а нее рабочую кромку инструмента на 2—3 с. Затем, вынув рабочую часть из воды, быстро зачистить контрольную полоску на закаливаемом месте с помощью наждачной бумаги или абразивного круга. Дождавшись появления ка ней побежалости светло-желтого цвета (220°), повторно опустить изделие в воду. Такая обработка с повторным частичным отпуском делает рабочую кромку менее хрупкой.
Закалку и отпуск самоделки можно разделить не две операции: после нагрева и полного охлаждения изделие повторно нагревают до температуры отпуска и снова охлаждают в воде.
Ножовка любительская (рис. 2). Основная, продольная планка ножовочного станка изготавливается из стальной полосы 3×20 мм, а кронштейны и ручке—из заготовок толщиной 1,5—-2 мм.
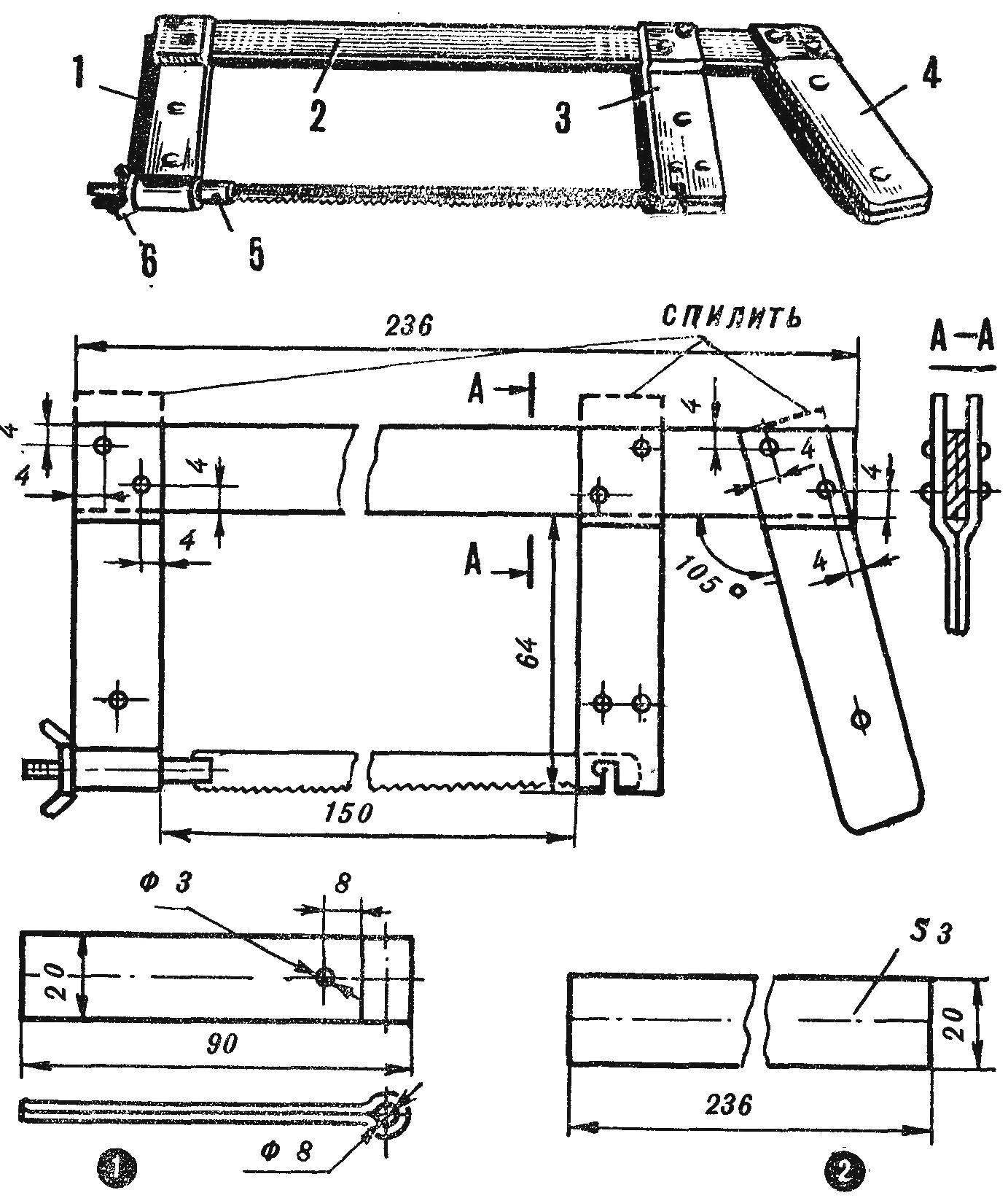
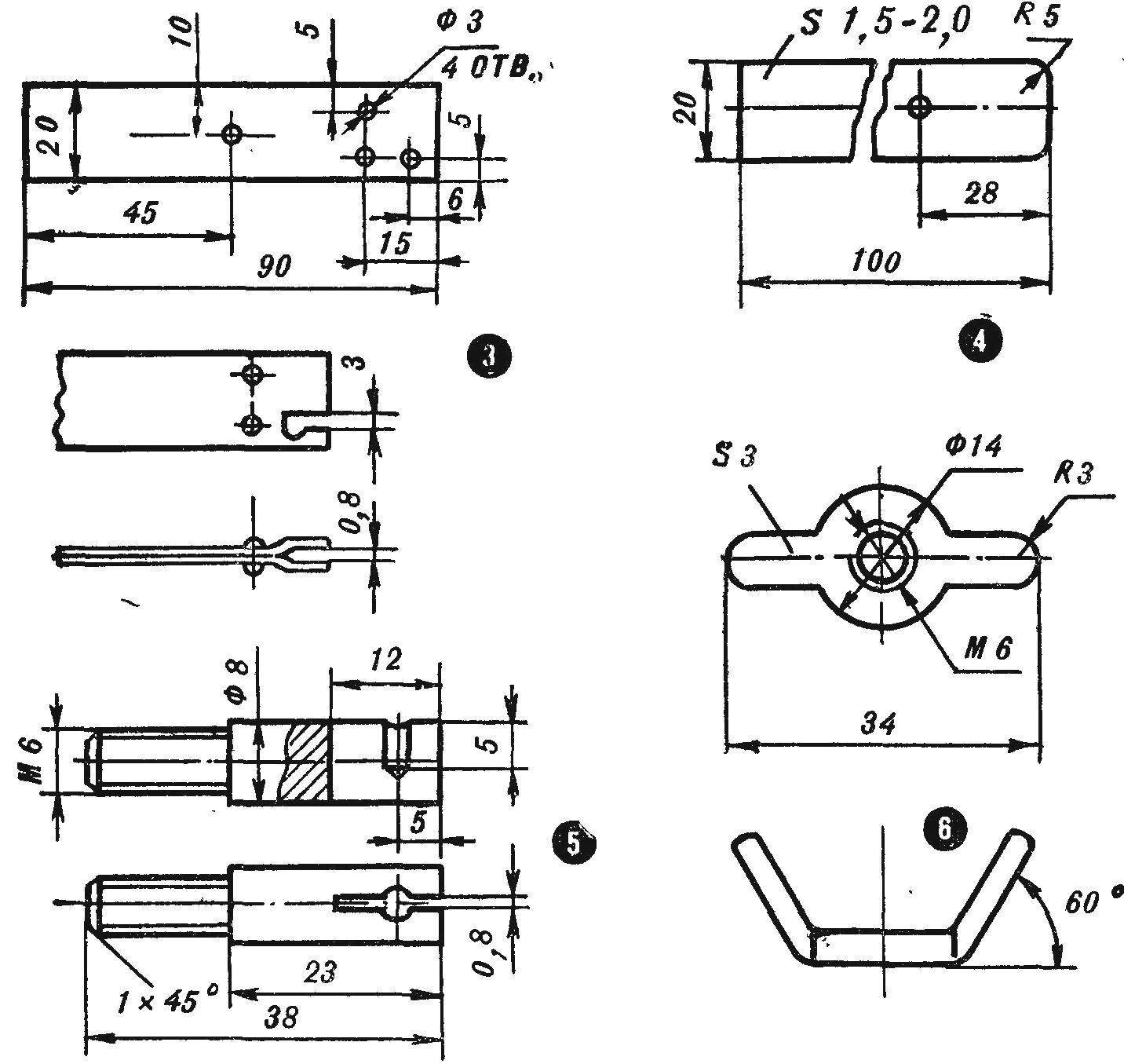
Рис. 2. Ножовочный станок:
1 — передний кронштейн, 2 — основная планка, 3 — задний кронштейн, 4 — ручка, 5 — натяжней винт, 6 — барашек.
Для переднего кронштейна берется заготовка размером 190Х20Х1,5 мм, сгибается пополам и обжимается в месте сгиба на круглом стержне Ø 8 мм. Задний кронштейн собирается из двух пластин размером 90X20X1,5 мм. Обе половины каждого из кронштейнов соединяются заклепками Ø 3 мм (см. рис. 2). Концы кронштейнов с одной стороны ра заедятся и плотно обжимаются на продольной основной планке.
Аналогично выполняется заготовке для ручки. Для ее изготовления берут две пластины размером 100X20X1,5 мм и соединяют посередине потайной заклепкой Ø 3 мм.
Для крепления кронштейнов на основной планке их устанавливают по угольнику, зажимают в тисках и сверлят в сборе. После склепывания удаляют лишний металл и обрабатывают кромки. На ручку приклепывают пластмассовые или фанерные накладки.
Натяжной винт делается на токарном станке из подходящего материала а соответствии с чертежом, а резьбе нарезается плашкой М6Х1. Изготовление барашка пояснений не требует.
Ю. ЖДАНОВ, учитель труда
Рекомендуем почитать
 БАРАШКОВЫЕ — НЕ ПРОБЛЕМА
БАРАШКОВЫЕ — НЕ ПРОБЛЕМА
По сравнению с любой другой гайкой, барашковая намного удобнее в пользовании: закручивать и открутить легко от руки даже старую, «залипшую». Но ведь можно изготовить и барашковый болт!... ДОМ — ЧЕТВЕРОНОГОМУ ДРУГУ
ДОМ — ЧЕТВЕРОНОГОМУ ДРУГУ
Если вы решили завести собаку, то прежде всего определите, где она будет жить. Обычно при содержании в квартире для нее отводится наиболее спокойное место коридора (размещать собаку на...