Подобная акустическая система — непременный компонент любой высококачественной звукоусилительной аппаратуры. Выполнена звуковая колонка на базе широко распространенных динамических головок: 25ГД-26, 10ГД-35 и 15ГД-11.
Громкоговоритель имеет фазоинвертор. Применен трехполосный разделительный фильтр с частотами раздела 520 и 4800 Гц (рис. 1). Наличие аттенюаторов позволяет регулировать АЧХ громкоговорителя в области средних и высших частот на ±4 дБ относительно среднего (нулевого) уровня. Резисторы аттенюаторов выполнены проводом ПЭМС 0,41—0,56. Их можно изготовить из спирали утюга или электроплитки.
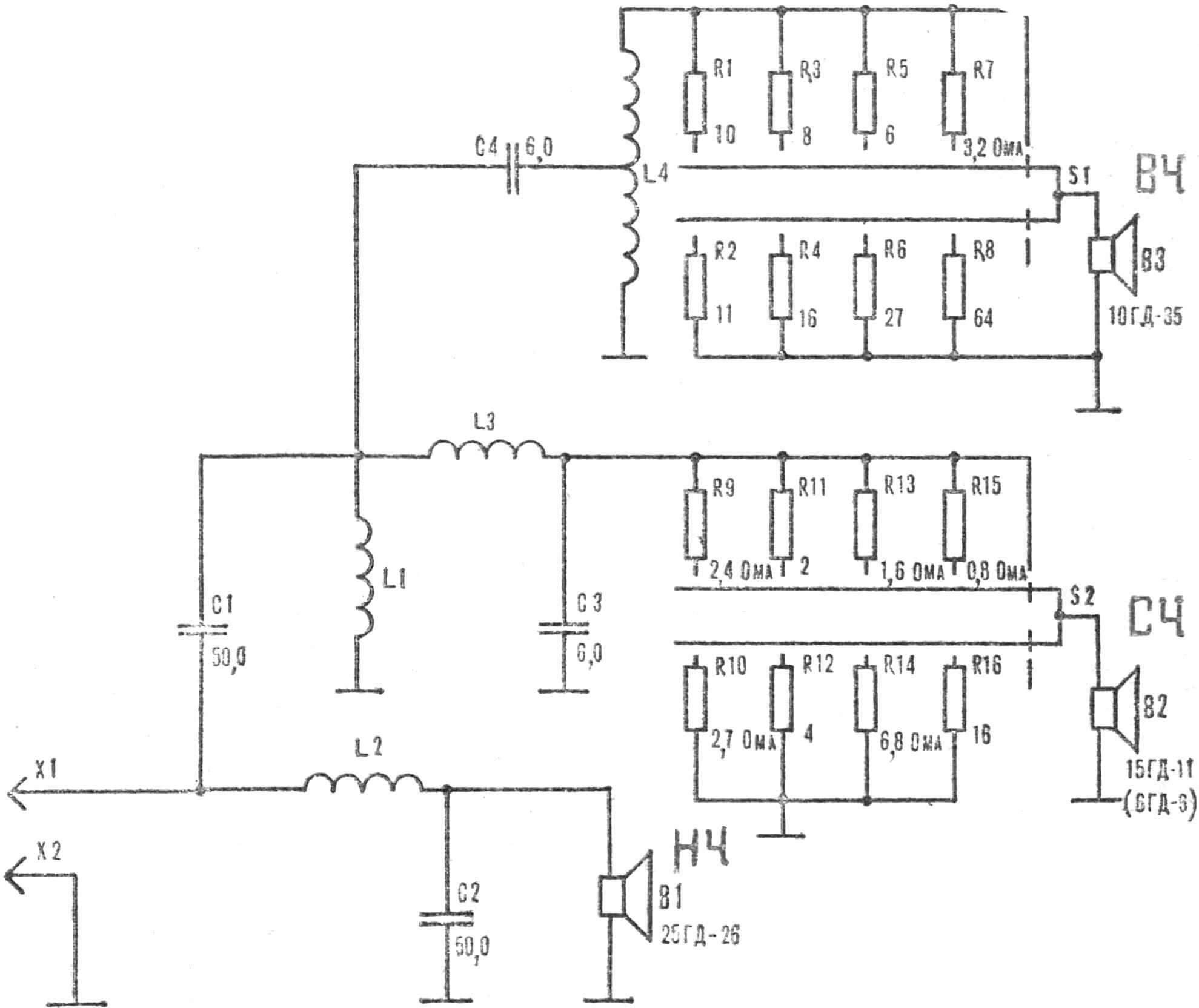
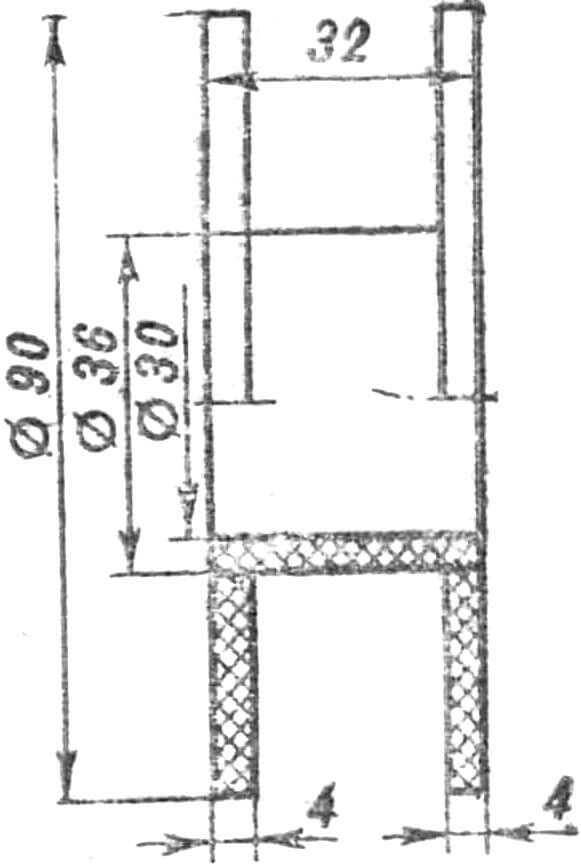
Катушки разделительного фильтра намотаны на каркасах, изготовленных из пластмассы или дерева (береза, бук) с внешним Ø 36 мм, длиной 24 мм (рис. 2), и содержат: L1, L2 — по 260 витков, L3 — 85 витков, L4 — 170 витков с отводом от середины провода ПЭЛ 1,0.
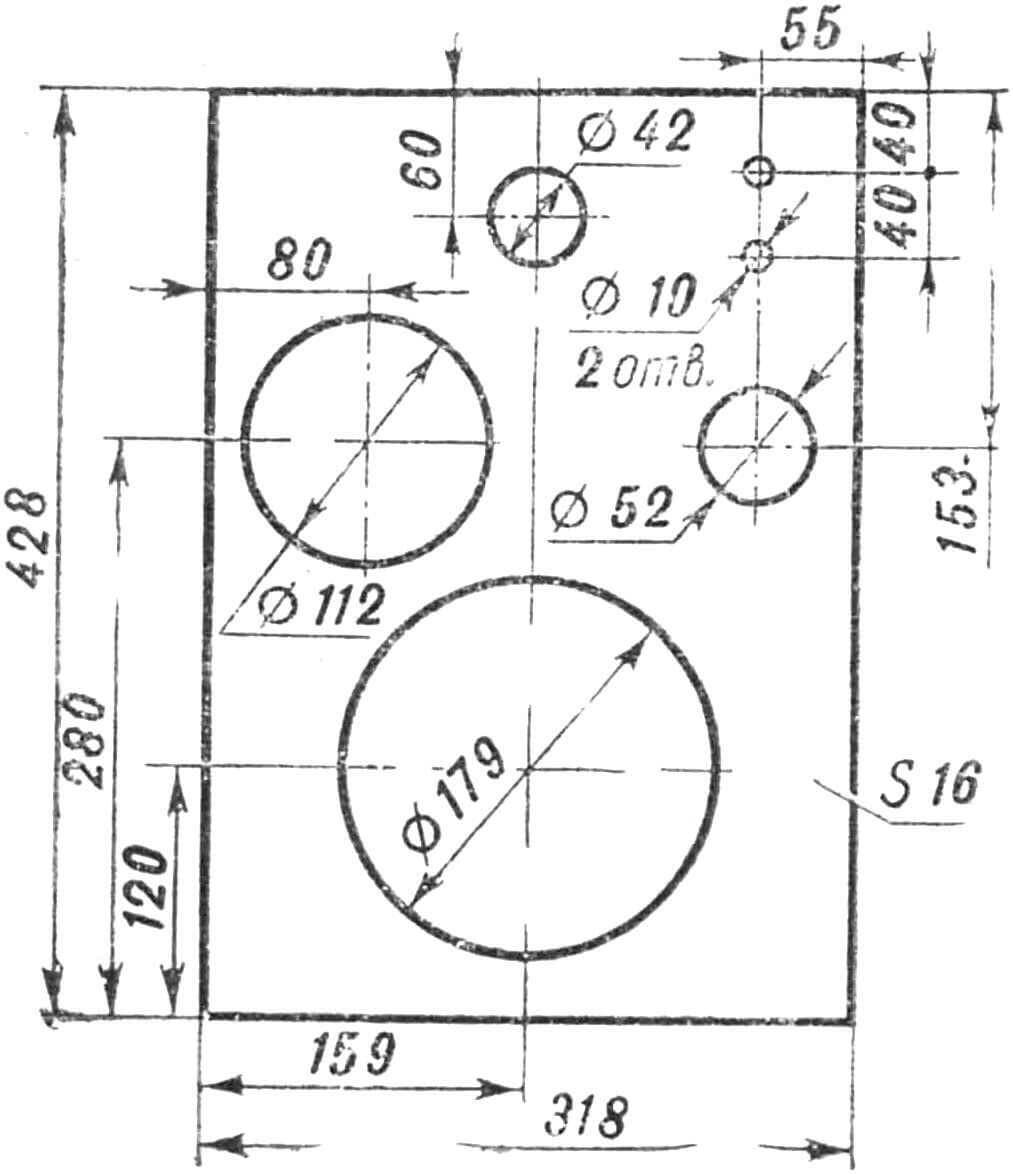
Корпус громкоговорителя и передняя панель выполнены из ДСП толщиной 16 мм (рис. 3). Передняя панель (рис. 4) углублена на 20 мм. Задняя крышка колонки крепится шурупами нахлест. Между задней крышкой и корпусом для герметизации проложена пористая резина толщиной 5 мм. Стенки ящика скреплены березовыми брусками, предварительно промазанными клеем ЭДП-3 или ЭДП-5. Тем же клеем герметизируют корпус громкоговорителя.
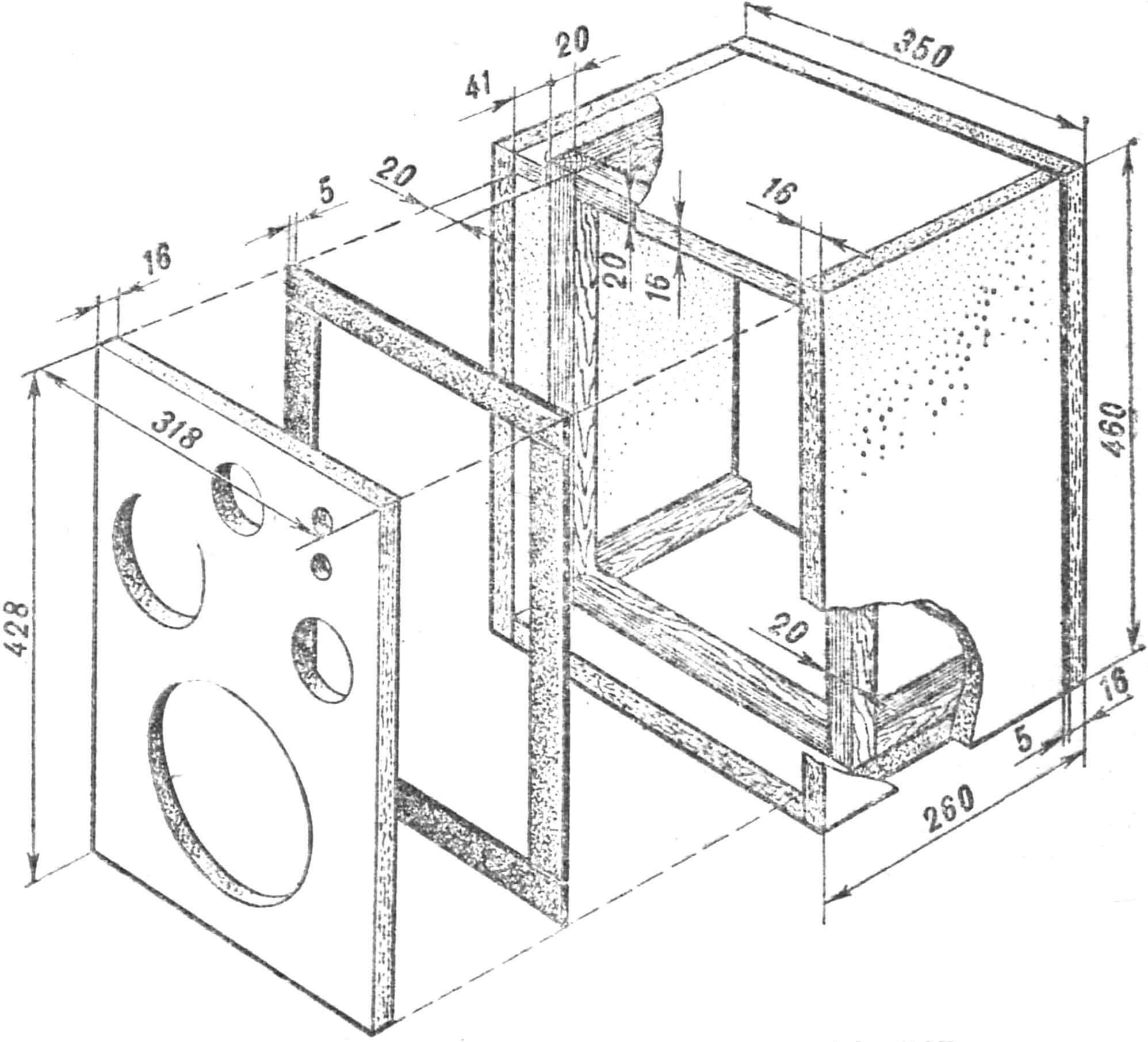
Динамические головки устанавливают с лицевой стороны передней панели. Для этого в ней сделаны углубления под рамы динамических головок. Между передней панелью и брусками, к которым она крепится, проложена для герметизации пористая резина. Затем внутри ящика под углом создают уплотнения из ваты так, чтобы получилась сферическая поверхность.
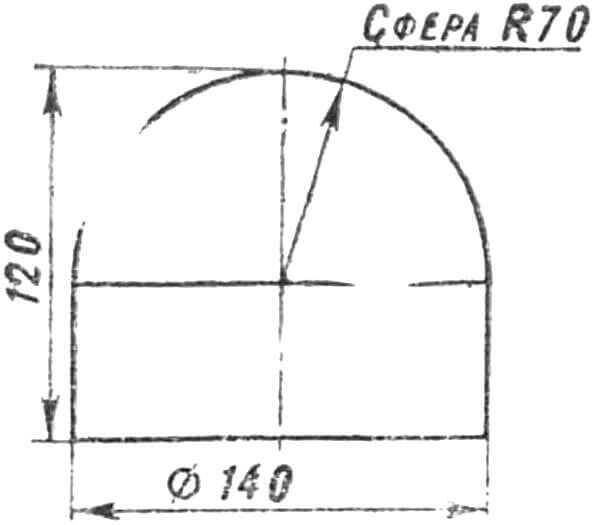
Среднечастотная головка закрыта колпаком, изготовленным по такой технологии: из пенопласта вытачивают цилиндрическую болванку Ø 140 мм, высотой 120 мм. Затем с одной стороны ей придают сферическую форму (рис. 5). На поверхность готовой сферы равномерно наносят тонкий (1—2 мм) слой пластилина. Затем методом папье-маше на пластилин наклеиваются кусочки стеклоткани, пропитанной клеем ЭДП-3, ЭДП-5, до толщины 2—3 мм. После того как клей высохнет, сферу снимают с пенопластовой болванки — колпак для среднечастотной головки готов. Окна ее каркаса заклеивают марлей, объем между головкой и колпаком равномерно заполняют ватой.
Между низкочастотной головкой и фазоинвертором с помощью металлической сетки формируют воздушный проход. Остальной объем ящика равномерно заполняют ватой массой 0,9—1,5 кг. Фазоинвертор представляет собой стакан и трубу-вставку (рис. 6), выполненные из дюралюминия Д-16Т. Их также можно изготовить способом папье-маше из стеклоткани и клея ЭДП-3.
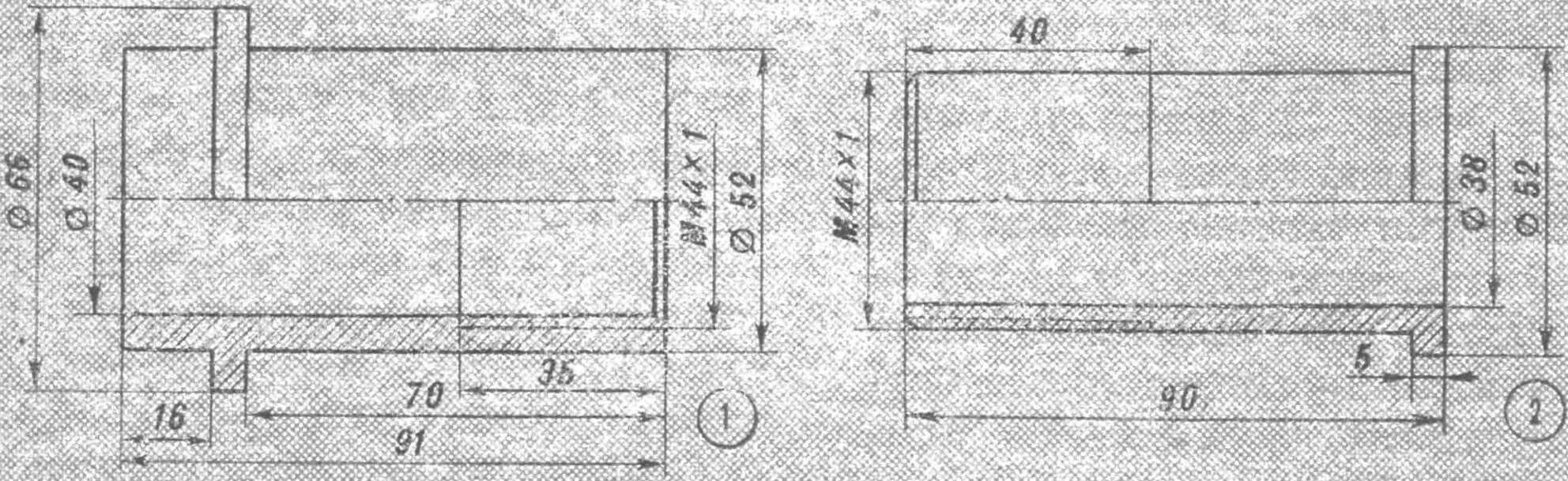
1 — стакан, 2 — труба-вставка.
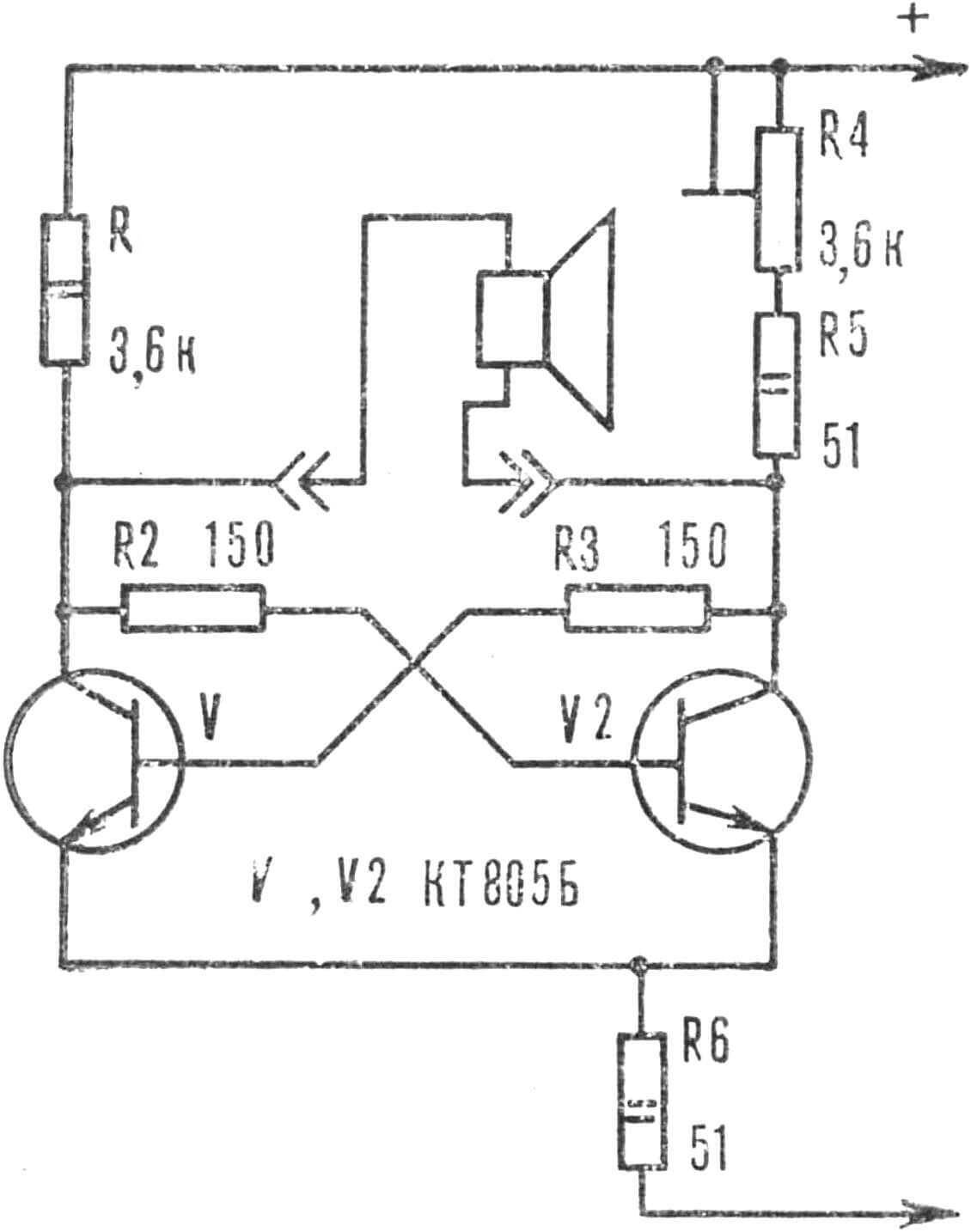
Установив переднюю панель и закрепив заднюю крышку, можно считать, что громкоговоритель завершен. Остается только настроить фазоинвертор на резонансную частоту низкочастотной головки 25ГД-26. Низкочастотную головку отключают от разделительного фильтра и проверяют качество изготовления корпуса. Для этого закрывают стакан фазоинзертора и утапливают диффузор низкочастотной головки: он должен медленно, в течение 3—4 с, возвращаться в первоначальное положение. Убедившись в достаточности герметизации, настраивают фазоинвертор на резонансную частоту головки 25ГД-26. Подают на НЧ головку напряжение от генератора резонансных частот (рис. 7) и легким толчком по диффузору головки переводят генератор в автоколебательный режим. Вращая трубу фазоинвертора, добиваются, чтобы поступающий из его отверстия воздух имел максимальную амплитуду.
Затем отвинчивают заднюю крышку громкоговорителя, головку 25ГД-26 подключают к фильтру. Место стыка стакана и трубы фазоинвертора промазывают клеем ЭДП-3.
Заднюю крышку закрывают — громкоговоритель готов к эксплуатации.
ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ:
эффективно воспроизводимый диапазон частот (Гц)
при неравномерности 14 дБ — 20—25 000,
при неравномерности 8 дБ — 20—22 000;
номинальная мощность, Вт — 30;
максимальная мощность, Вт — 60;
номинальное электрическое сопротивление, Ом — 4;
габариты, мм — 460X350X260.
Н. ТАРАН, г. Новосибирск
Рекомендуем почитать
 ТЕПЛО БЕЗ ПЛАМЕНИ
ТЕПЛО БЕЗ ПЛАМЕНИ
Водители автомобилей прекрасно знают: после длительной стоянки машины на морозе запустить двигатель ее невозможно. При низких температурах замерзает даже антифриз! А те, кто использует... КЛЕЙ НЕ ЗАСОХНЕТ
КЛЕЙ НЕ ЗАСОХНЕТ
Как аккуратно ни работай с клеем в тюбике, все равно отверстие нет-нет да и забьется засохшими частицами. А то и крышка куда-то закатится, не найдешь. Нехитрое приспособление избавит от...