
КОНСТРУКЦИЯ ФЮЗЕЛЯЖА. В последних номерах нашего журнала был опубликован цикл статей группы конструкторов автожиров об особенностях постройки этих винтокрылых машин, о том, как строить автожиры, как летать на них, буксируемых катером или автомобилем.
В в этом номере мы рассказываем о конструкции фюзеляжа и органах управления автожиром (или виропланёром, поскольку они идентичны).
Фюзеляж автожира, или, что правильнее, та конструкция, на которой размещаются кресло пилота, органы управления, шасси, несущий винт, киль и руль направления, состоит из продольной балки, к которой присоединяются поперечная балка и пилон несущего винта. Все эти детали изготовлены из дюралюминиевой трубы диаметром 65×2 мм марки Д16Т. Продольная балка соединена с пилоном фигурными косынками, крепящимися сквозными болтами с распорными втулками. К нижним отбортовкам косынок присоединяется стремянками из прутковой стали диаметром 10 мм поперечная балка («вид сбоку»). К передним отбортовкам этих же косынок крепится трубчатая рама кресла пилота («вид спереди» и «вид сбоку»). Крепление таких вспомогательных деталей, как подкосы пилона несущего винта, кресла пилота, пирамиды буксировочного замка, подвески ручки управления и хвостового ролика, также осуществляется болтами и плоскими косынками из листовой стали.
Киль и руль направления имеют каркас из сосновых реек, обтянутый с обеих сторон авиационной фанерой толщиной 1 мм. Узлы подвески изготовлены из листовой стали толщиной 2,5 мм.
Верхний узел крепления подкосов, одновременно несущий на себе спинку кресла пилота, представляет собой хомут из листовой стали толщиной 5 мм.
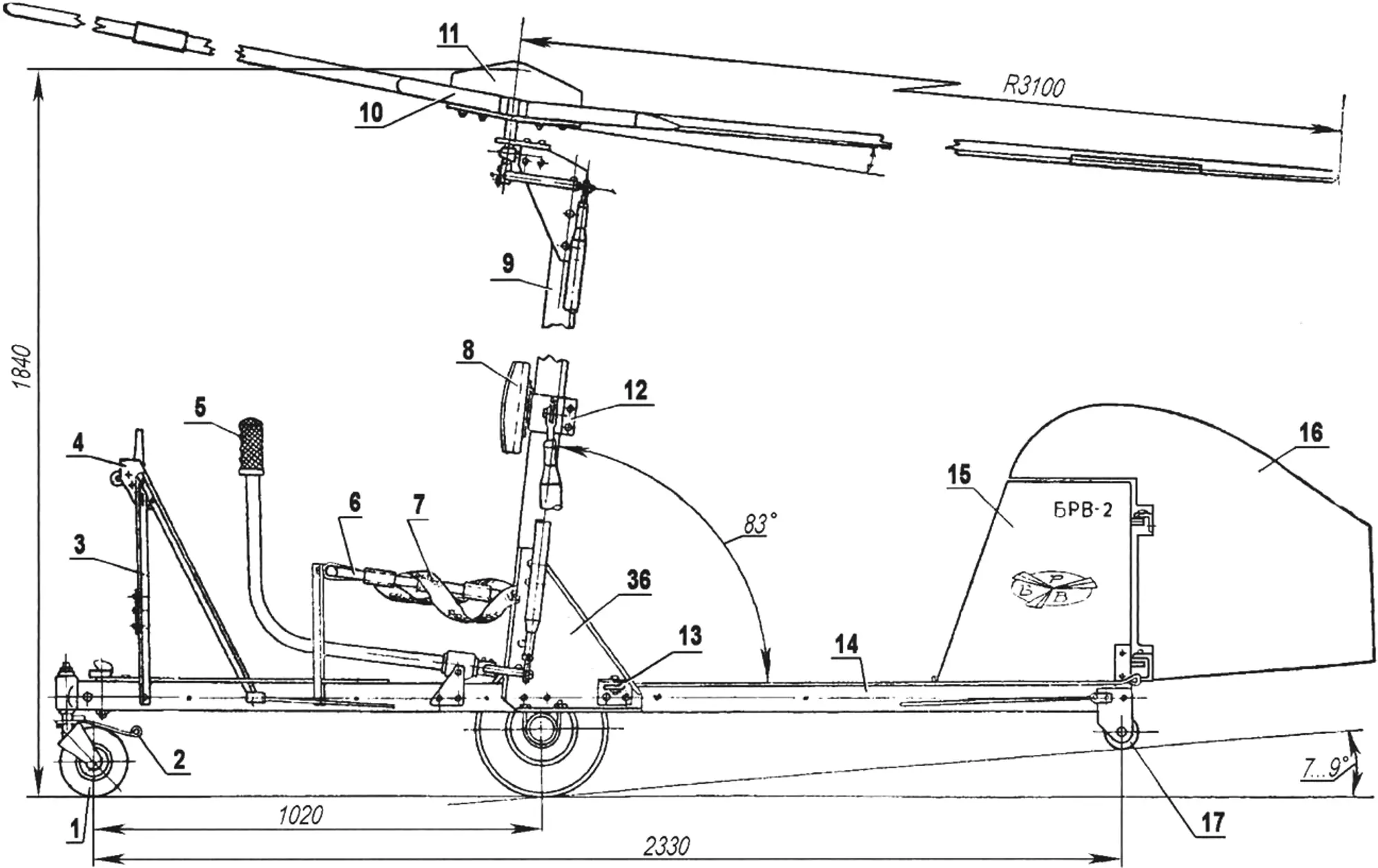
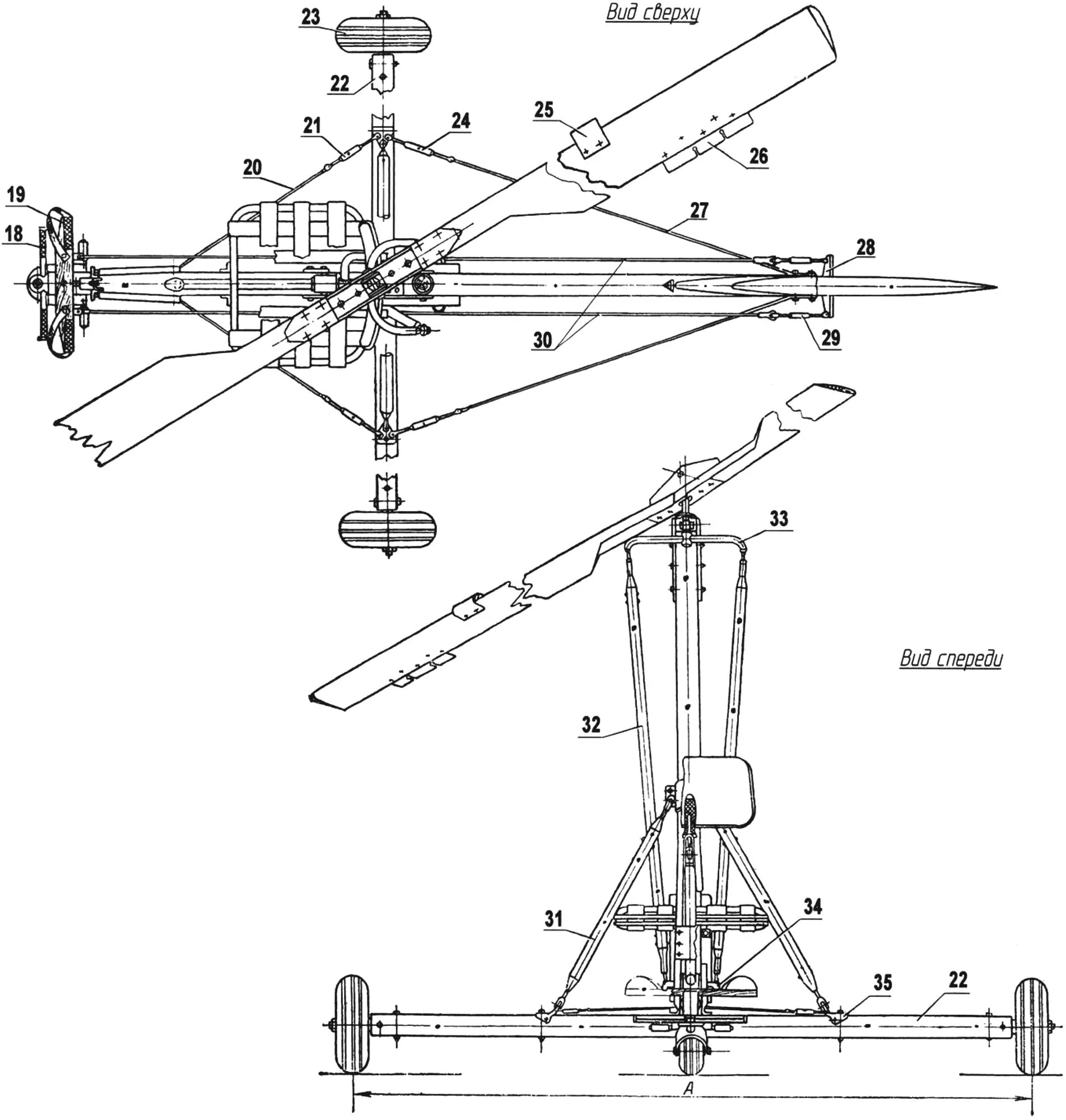
1 — управляемое колесо размерами 150×80 мм; 2 — тормозная пластина, Д160 с.2; 3 — пирамида (Д160, уголок); 4 — буксировочный замок; 5 — ручка управления (сталь 30ХГСА, Ø 35х1; 6 — кресло пилота (сталь 20, Ø 20х1,5); 7 — привязные ремни (комплект); 8 — спинка кресла пилота (ФАБ, ПС-1); 9 — пилон (Д160, Ø 65×2); 10 — лопасть несущего винта(ФАБ и пенопласт); 11 — ферма втулки несущего винта (Д16Т); 12 — верхний узел крепления подкосов (сталь 20, лист s5); 13 — поддерживающий ролик (Д16Т); 14 — балка-фюзеляж (Д16Т, Ø 65×2); 15 — киль (ФАБ лист s1, сосновая рейка); 16 — руль направления (ФАБ лист s1, сосновая рейка); 17 — хвостовой ролик (Д16Т, резина); 18 — педаль управления передним колесом, Д160, уголок; 19 — педаль руля направления (ясень); 20 — передняя расчалка (ОВС Ø3); 21 — тандер М5 (готовое изделие); 22 — поперечная балка (Д16Т Ø 65×2); 23 — главное колесо шасси (300×125); 24 — тандер М5 (готовое изделие); 25 — противофлаттерный груз (сталь20 лист s1, свинец); 26 — триммер лопасти (Д16Т лист s1,5); 27 — задняя расчалка (ОВС Ø3); 28 — кабанчик руля направления (сталь лист s2); 29 — тандер М3 (готовое изделие); 30 — тросы управления (Ø 2,2); 31 — подкос (Д16Т Ø 35×1); 32 — тяга управления (Д16Т Ø 28×2); 33 — верхняя вилка (сталь 30ХГСА Ø 20×2); 34 — нижняя вилка (сталь 30ХГСА т Ø 20×2); 35 — нижний узел крепления подкоса (сталь 20 лист s3); 36 — фигурная косынка крепления пилона к балке (сталь 20 лист s5)
Пирамида крепления буксировочного замка и щитка приборов изготовляется из равнобокого уголка (25×3 мм) дюралюминия марки Д16Т. Буксировочный замок по конструкции аналогичен применяемым на лёгких учебных планёрах и выполняется из листовой стали марки Ст 20 толщиной 3 мм, крючок замка из листовой стали толщиной 5 мм.
Фюзеляж собирается в такой последовательности: соединив продольную балку, на которой смонтированы все вспомогательные детали, с пилоном несущего винта косынками, устанавливают поперечную балку. На ней уже должны быть смонтированы полуоси колёс и нижние узлы крепления подкосов. Затем с помощью подкосов пилон строго перпендикулярно подгоняется к поперечной балке и в таком положении фиксируется контргайками. Правильность подгонки проверяют, натягивая между крайними точками конструкции стальную проволоку. После этого, установив полученную крестовину на ровной площадке и закрепив её неподвижно, монтируют кресло пилота, пирамиду крепления буксировочного замка, хвостовое оперение и колёса шасси. В последнюю очередь монтируется заранее собранный на ступице несущий винт.
Детали конструкции, изготовленные из стали, необходимо покрыть для предохранения от коррозии сначала грунтом АГ10 или 138, затем нитрокрасками светлых тонов. Мелкие детали (косынки, болты) желательно оцинковать или кадмировать. Детали хвостового оперения грунтуются и окрашиваются по обычной технологии.
ОРГАНЫ УПРАВЛЕНИЯ
Автожир в полёте, как и самолёт, имеет возможность перемещаться и быть управляемым относительно трёх пространственных осей: вертикальной, продольной и поперечной. Отклонение ручки управления у автожира влечёт за собой наклон плоскости вращения несущего винта, благодаря чему создаётся нужный момент тангажа, или крена. Путевое управление автожира, как у самолёта, осуществляется рулём направления, укреплённым на киле в хвостовой части фюзеляжа.
Движение ручки и педалей на автожире соответствует установившейся практике полётов на самолёте, в основу которой положены инстинктивные движения человека для сохранения равновесия.
Основные общие требования, предъявляемые к механизму управления автожиром, мы излагаем по пунктам — для удобства проведения предполётных проверок. Это:
1. Достаточная жёсткость управления.
2. Минимальное запаздывание управления вследствие трения, люфтов и деформации. Оно не должно превышать величины, определяемой быстротой реакции человека (1/7 сек.).
3. Умеренные усилия на ручке и педалях. При отклонении их от нейтрального положения желательно, чтобы усилия на них возрастали плавно и были направлены в сторону, противоположную отклонению (так называемый положительный градиент усилия на ручке).
4. Отсутствие вибраций. Не должно быть «вождения» ручки и «дёргания» педалей.
5. Живучесть и прочность. Вращающиеся части — подшипники, шаровые шарниры и пальцы — должны иметь требуемую долговечность.
6. Независимость действия продольного, поперечного и путевого управления. Так, например, отклонение ручки в продольном направлении не должно вызывать крена.
7. Отсутствие заеданий в проводке и механизмах управления при деформациях фюзеляжа и других частей автожира, по которым идёт проводка управления.
8. Наличие ограничителей продольных отклонений ручки и педалей, которые надо ставить непосредственно на них.
9. Запас углов отклонения механизмов управления (несколько больше, чем требуется по расчёту или экспериментальным данным).
10. Наличие смазки и защиты шарниров и трущихся частей от пыли и влаги в сочленениях управления.
11. Удобство осмотра, монтажа и демонтажа агрегатов управления.
Механизм управления автожиром (рис. 1) состоит из ручки управления 2, нижней опоры 10, нижней вилки 8, двух тяг 4, верхней вилки 7 и верхней опоры 12.
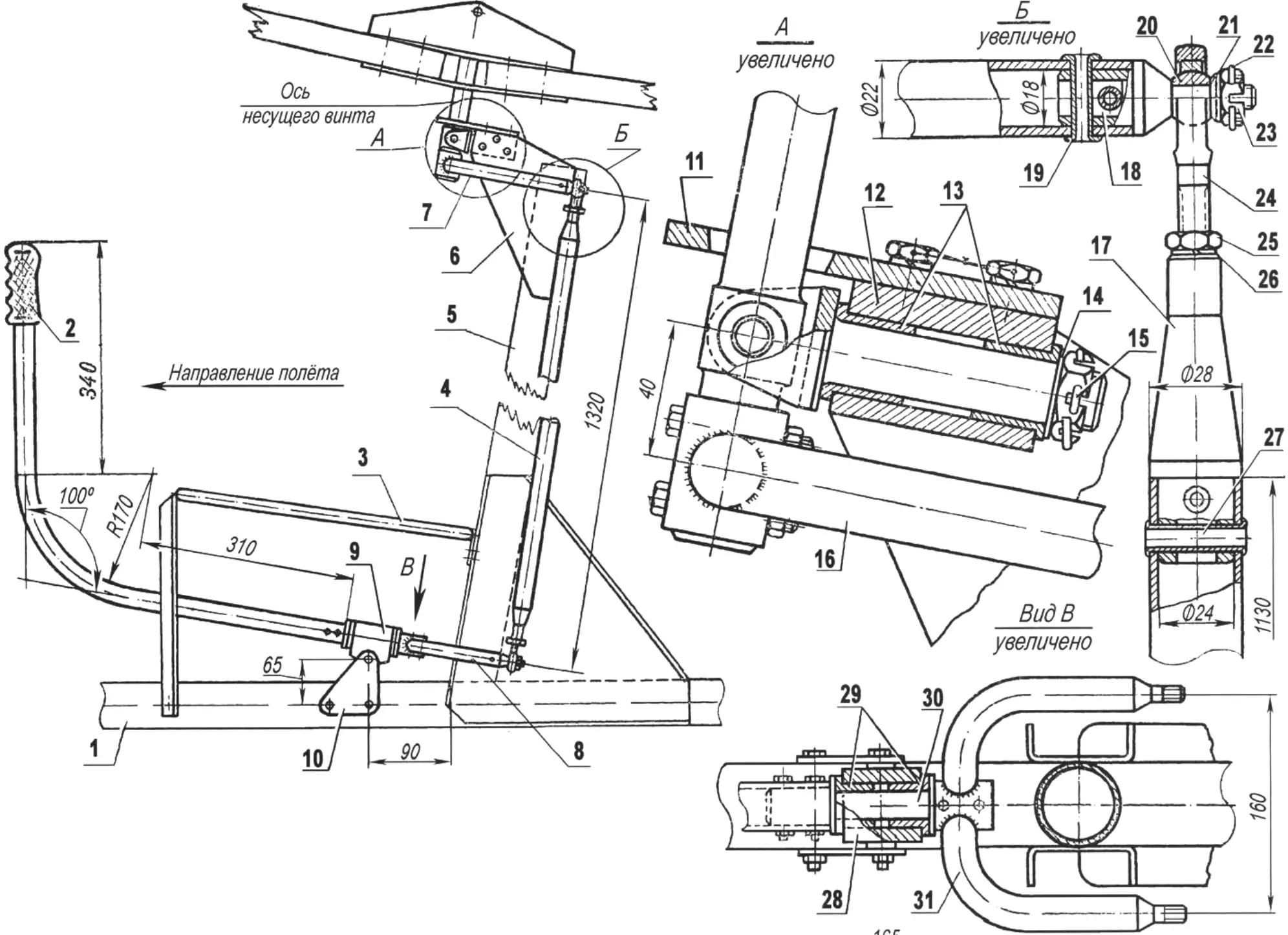
1 — продольная балка (фюзеляж); 2 — ручка управления; 3 — кресло пилота; 4 — тяга (левая); 5 — пилон; 6 — щека пилона; 7 — верхняя вилка; 8 — нижняя вилка; 9 — корпус; 10 — щека опоры; 11 — ограничитель; 12 — корпус верхней опоры; 13 — втулки; 14 — шайба; 15 — шплинт Ø2 мм; 16 — вилка верхняя; 17 — наконечник тяги; 18 — наконечник вилки; 19 — пистон Ø 6х1 мм; 20 — головка ШС-10; 21 — шайба; 22 — шплинт Ø 1,5 мм; 23 — гайка; 24 — ушковый болт; 25 — контргайка; 26 — стопорная шайба; 27 — пистон Ø8×1 мм; 28 — корпус опоры; 29 — втулки; 30 — вал-переходник; 31 — нижняя вилка
Ручка укреплена на продольной балке-фюзеляже 1 с помощью болта, относительно которого она может совершать колебательные движения в продольной плоскости.
Движение ручки в поперечной плоскости передаётся на вилку через вал, установленный на бронзовых втулках в корпусе нижней опоры. На валу ручка и нижняя вилка крепятся болтами М6, со стороны вилки (если нужно) на вал ставятся регулировочные шайбы для устранения осевого люфта. С нижней вилки усилие передаётся на верхнюю с помощью двух тяг, на концах которых имеются ушковые болты с шаровыми подшипниками. Верхняя вилка закреплена на оси несущего винта, которая, в свою очередь, шарнирно крепится на валу верхней опоры.
Таким образом, движение ручки управления в какую-либо сторону повлечёт за собой отклонение оси несущего винта в ту же сторону.
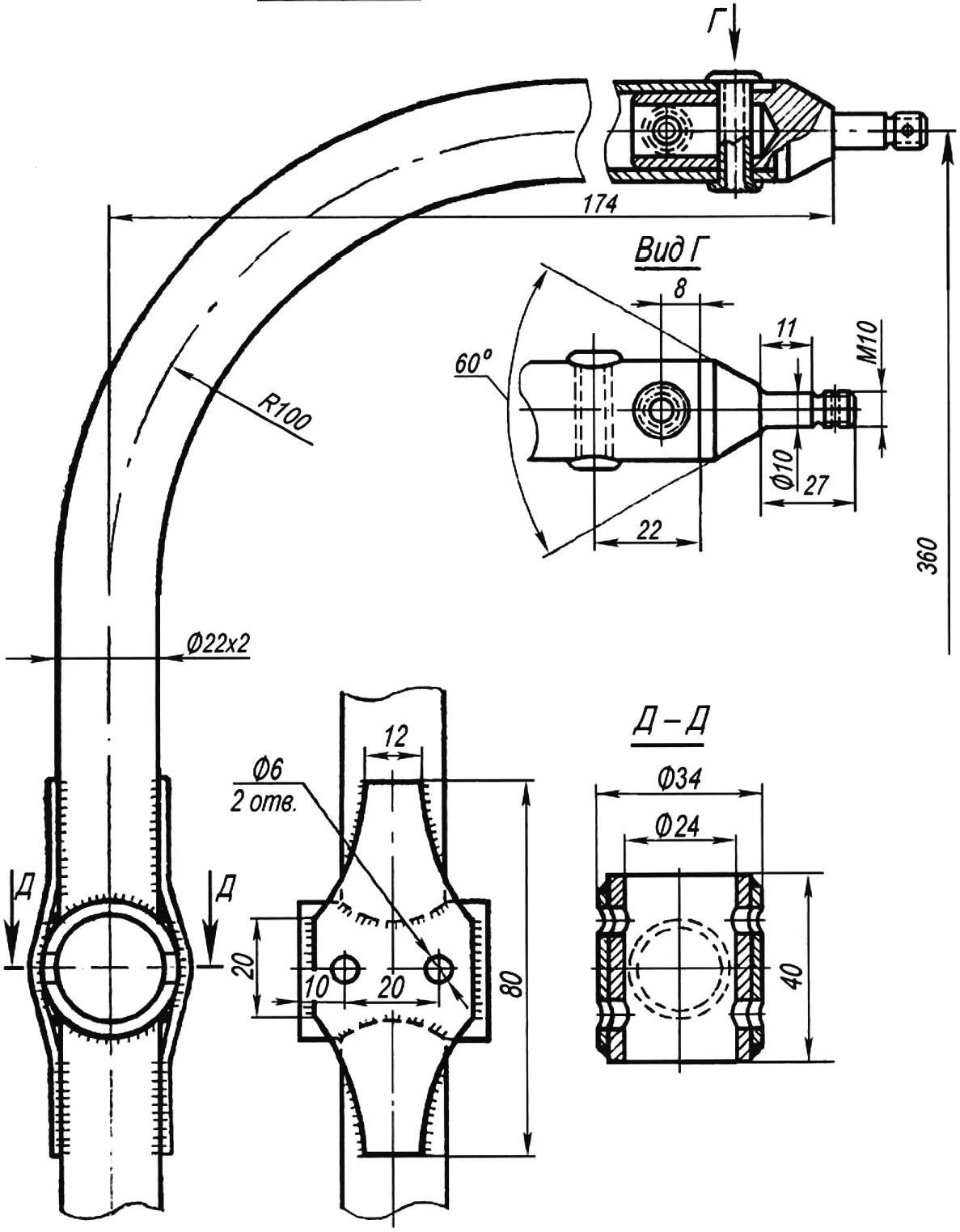
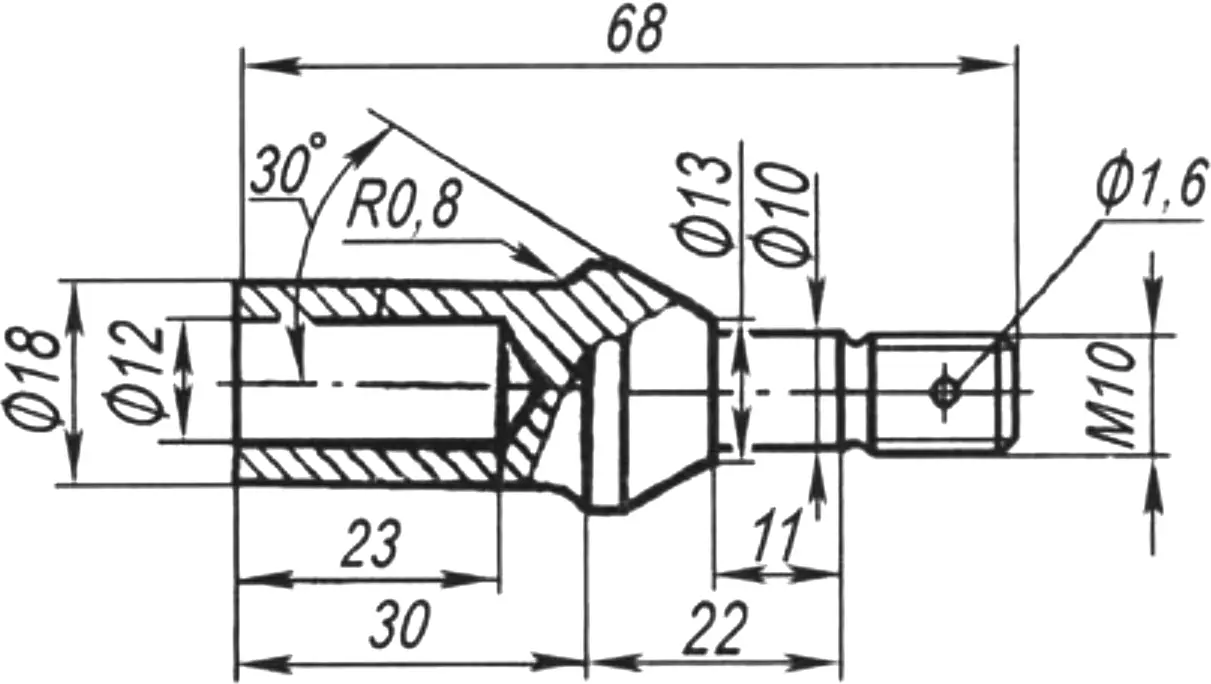
Наиболее ответственными деталями в механизме управления являются вилки (рис. 2 и 3) и их наконечники (рис. 4). Поэтому при их изготовлении надо обратить особое внимание на качество обработки деталей. Сварочные швы должны быть ровными, без раковин и шлаковых включений.
Перья вилок после гибки не должны иметь трещин, складок и прожогов. Для выявления трещин и непроваров лучше всего, если это возможно, сделать рентген деталей или хотя бы после термообработки и очистки их песком провести магнитный контроль.
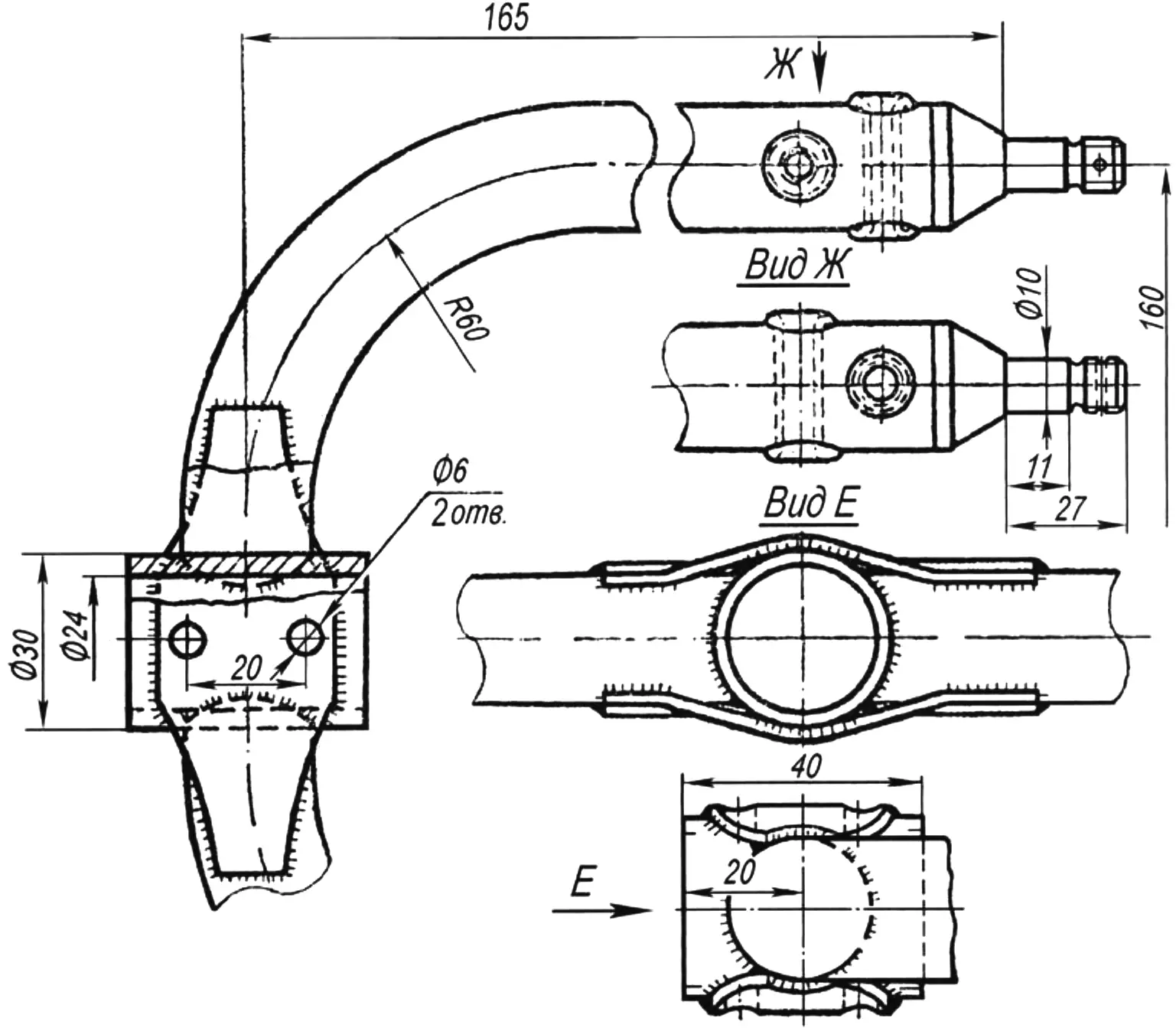
Сваривать вилки желательно в специально изготовленных стапелях дуговой электросваркой. Это гарантирует соответствие геометрии детали чертежу и избавит от сложной и ответственной операции — правки. Сразу после сварки вилки должны быть подвергнуты термической обработке согласно чертежам. После термической и пескоструйной обработки развёртками обрабатываются центральные стаканы по внутреннему размеру до диаметра 24 и концы вилок до диаметра 18 под установку наконечников.
Наконечники вилок вытачиваются согласно чертежу (рис. 4), но на диаметре 10П2а и 18 оставляется припуск по 1,5-2 мм. В таком виде их подвергают термообработке, а затем протачивают посадочные места до нужного размера. При этом особое внимание надо обратить на качество обработки указанных в чертеже радиусов сопряжений и зарезьбовой канавки.
При сборке путём подгонки сопряжённых деталей и установкой (где это требуется) регулировочных шайб необходимо добиться чёткой работы всего механизма управления без заеданий и люфтов. Все гайки должны быть законтрены шплинтами, стопорными шайбами или закернены согласно чертежу (рис. 1).
Путевое управление автожиром, как уже говорилось выше, осуществляется рулём направления. Механизм путевого управления не представляет ни конструктивных, ни технологических трудностей, и его устройство и работу легко понять из чертежа общего вида автожира. Размеры киля и руля направления можно снять с этого же чертежа, увеличив их в соответствии с масштабом. Хвостовое оперение автожира легко изготовить, вырезав детали из листа фанеры толщиной 10 мм. В этом случае на киль придётся поставить расчалки из проволоки ОВС диаметром 1,2 — 1,5 мм. Другими концами расчалки через тандеры М3 крепятся к поперечной балке в местах соединения подкосов.
Недостатком фанерной конструкции оперения является несколько больший вес, чем у оперения, выполненного из набора нервюр с обшивкой из миллиметровой фанеры. Преимущество — простота.
Для обеспечения управляемости автожиром относительно его продольной оси отклонение руля направлений должно составлять 25° вправо и влево от нейтрального положения. Для обеспечения управляемости по тангажу и крену отклонение оси несущего винта автожира должно составлять 12° в любую сторону от нейтрального положения.
«Моделист-конструктор» № 3’2014, Ю. РЫСЮК
Рекомендуем почитать
 ПЫЛЕСОС-ПРАЧКА
ПЫЛЕСОС-ПРАЧКА
Пылесос — большой домашний работяга: помимо своих основных обязанностей, он может белить потолки, красить автомобили, опрыскивать цветы. Однако его можно «обучить» еще одной профессии,... НА ПРИЩЕПКАХ — ФОТОСНИМКИ
НА ПРИЩЕПКАХ — ФОТОСНИМКИ
При печатании фотографий на матовой бумаге сушить отпечатки можно различными способами. Вот один из них. В деревянную рейку сечением 20х10 мм (длина определяется по месту) вбейте ряд...