
По своему опыту знаю, что после публикации в журнале «Моделист-конструктор» самодельного автомобиля (как и моего в январском номере за 1971 г.) авторы получают из многих городов письма с просьбой поделиться собственным опытом. Сейчас, во время кризиса, когда возможности самодельщиков максимально ограничены, хочу помочь заинтересованным читателям советом: как на практике восстановить или изготовить кузов машины методом выколотки.
Охотно это делаю для всех нуждающихся в такой помощи, тем более, что на страницах технических журналов до сего времени почти нет ничего подобного, что могло бы помочь самодеятельному автолюбителю реализовать в металле свою фантазию способом выколачивания жести.
Конечно, выколотка во многом уступает штамповке или выклейке, однако молоток выручает в условиях самодеятельного конструирования: им можно изготовить, скажем, крыло машины так, что и искушённый в подобных делах мог бы усомниться, что это сделано исключительно молотком.
Представим средневековье: щиты и шлемы, рыцарские доспехи, латы — они явно делались не чем иным, как молотками. И странно, что в наше время собравшиеся около самоделки спорят между собой, а порой и автору возражают, что это невозможно сделать молотком, а доступно только промышленному штампу.
Работа по выколотке требует сравнительно небольшой оснастки — набора инструментов и несложных приспособлений. Намного больше потребуется предварительных размышлений. И моя задача — попытаться помочь начинающим, направить их по нужному пути.
Начну с молотка. Рассмотрим, как ведёт себя лист металла под тем или иным ударом и в зависимости от формы бойка инструмента. Это видно при изготовлении простейших криволинейных форм. А как известно, сложное состоит из простых частей и, например, непростая форма крыла представляет собой сочетание тех же простых фигур, которые будут рассматриваться ниже.
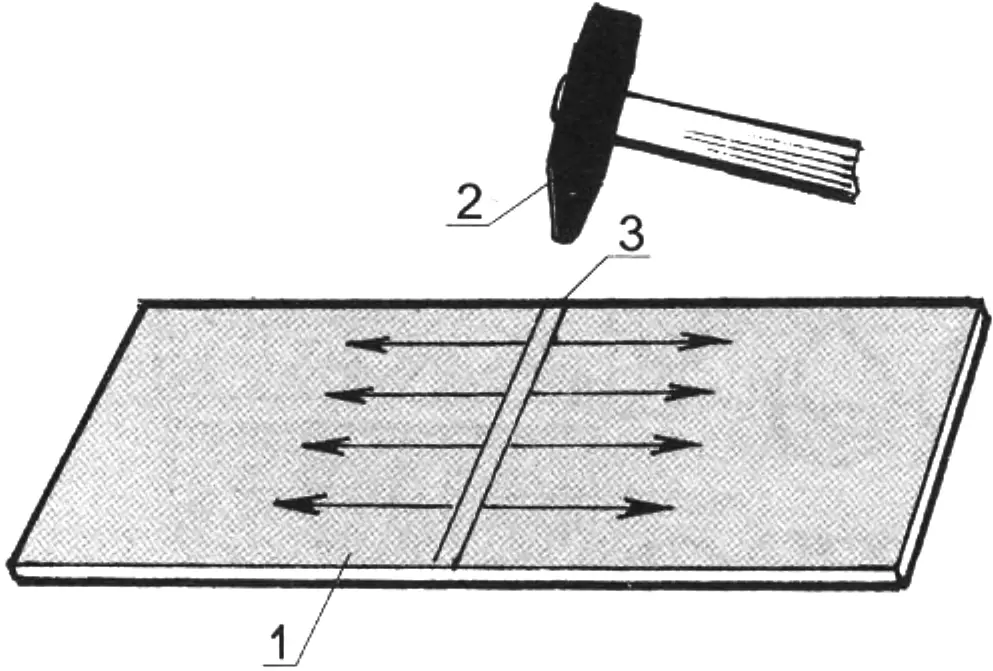
1 — полоса; 2 — молоток; 3 — стартовая линия ударов. Стрелками здесь и на других рисунках показаны направления расширения металла
На рисунке 1 показана линия удара поперёк полосы. При этом растяжение металла происходит вдоль неё. Это свойство используют, например, при отбивке косы, где недопустимо растяжение вдоль её лезвия, иначе будут извилины на полотне косы.
Этим способом можно удлинить полосу, а нанося удары по одной стороне — изогнуть её в кольцо, изготовить сложную декоративную обкладку и прочие подобные вещи.
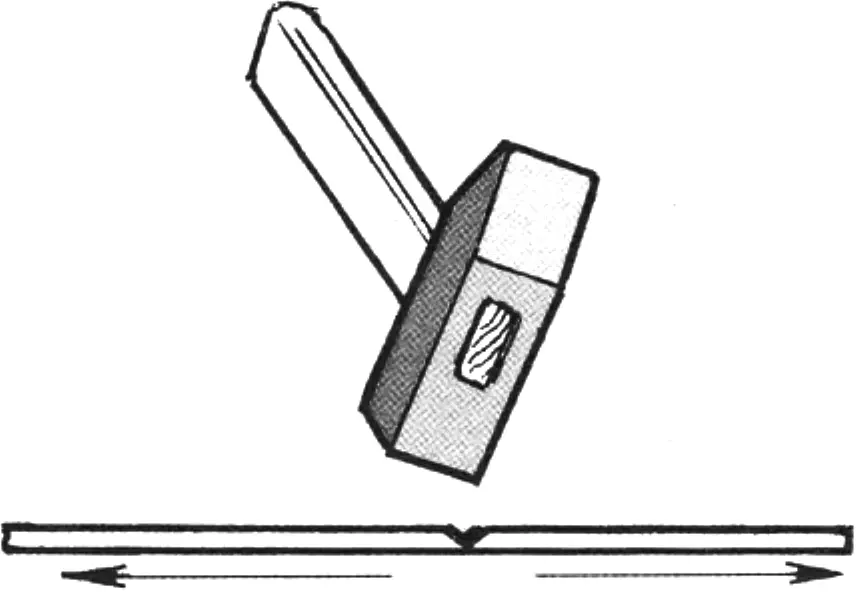
Рисунок 2 демонстрирует тот же эффект, даже если удары наносятся не носком, а боковой гранью квадратного молотка. Незаменимым здесь оказывается квадратный 500 — 600-граммовый молоток.
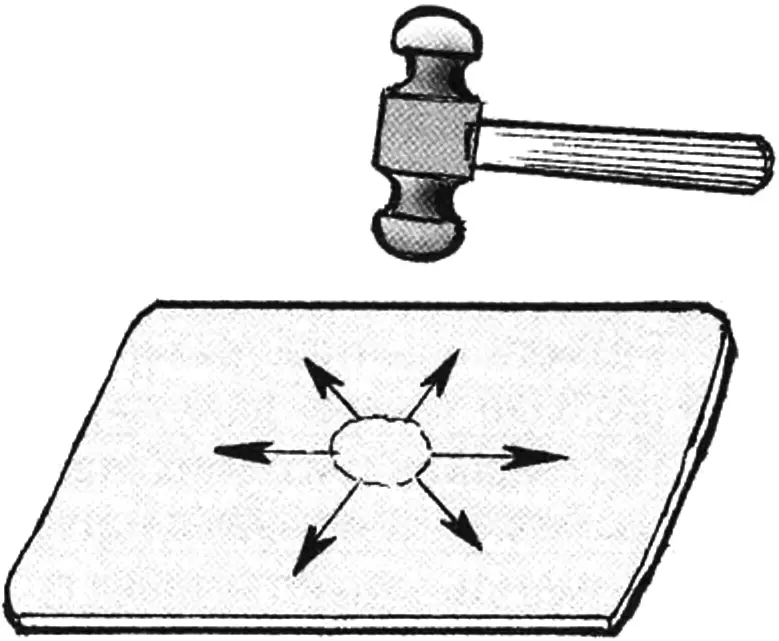
удары выполняются последовательно по расширяющемуся кругу
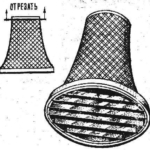
Однако у инструмента могут быть и более сложные формы. На рисунке 3 изображён специальный медницкий молоток. Наносимые им удары растягивают материал радиально — от центра заготовки к периферии. Такой инструмент пригоден для выколотки сферических поверхностей — как, например, чаши, шаровой поверхности, крайней секции буфера. А на ровных поверхностях (капот) такой молоток сделает нежелательные вспучивания, излишний наклёп металла.
Во всех случаях нужно стремиться, чтобы радиус бойка приближался к радиусу детали.
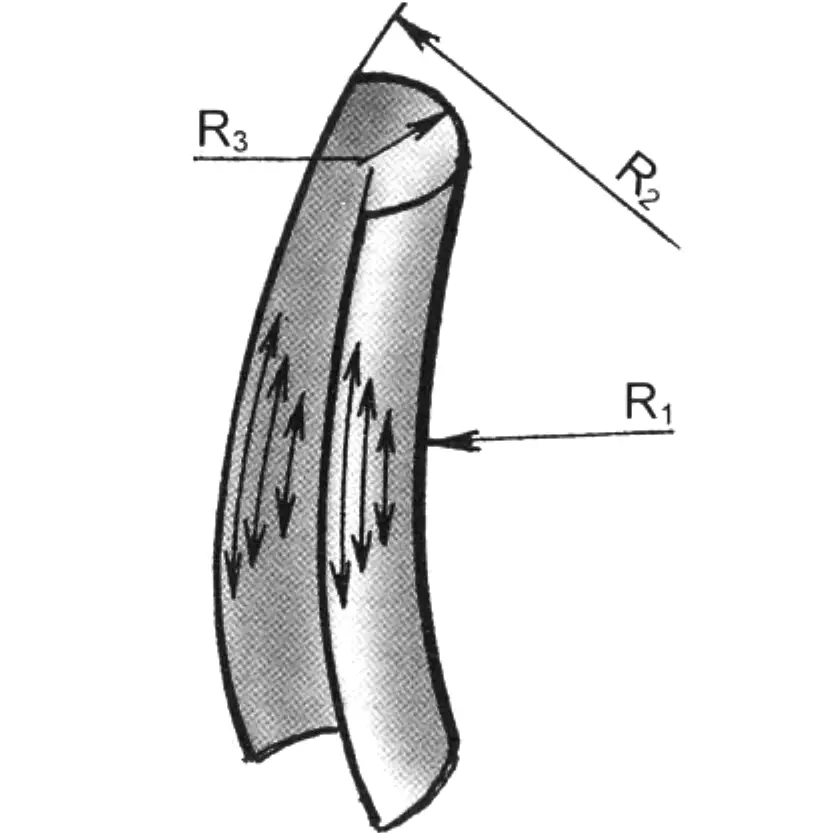
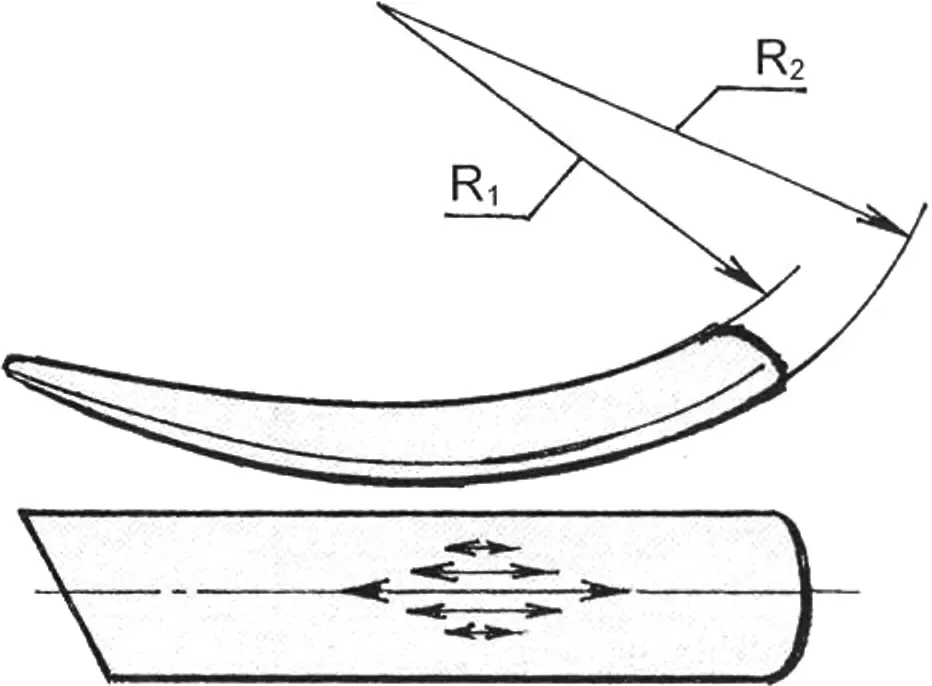
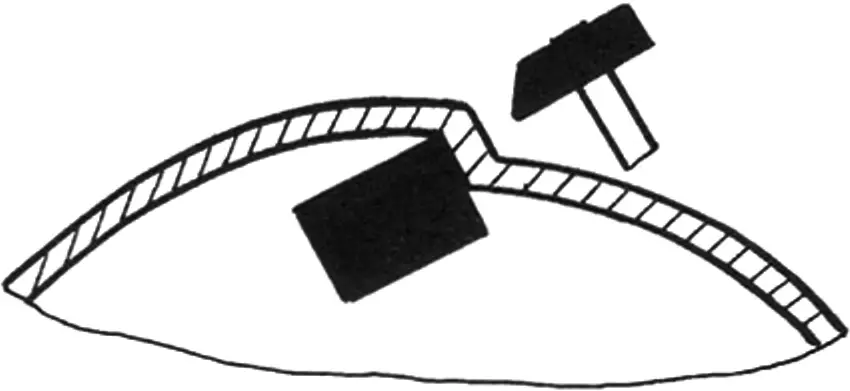
На рисунке 4 показан процесс получения изогнутого жёлоба. Длина стрелок символизирует степень растяжки металла. При выколачивании сначала гнётся ровная середина, с большим изгибом (или иначе — меньшим R3), так как при растяжке бортов (R2) она будет частично расправляться. Борт жёлоба является большой дугой, значит, и требует большей растяжки, с «затуханием» ударов к R1. Такая деталь, как брызговик, — это тот же жёлоб, только с изгибом в обратную сторону (рис. 5). Заготовка изгибается меньше, ибо при растягивании по оси её борта сжимаются. Эта фигура более трудоёмка, да и металл получает больший наклёп — нарушается внутренняя структура, отчего материал слабеет. Поэтому стремятся, чтобы удары, особенно острым бойком, были слабее и ложились ближе друг к другу. В этом случае все участки жести подвергаются растяжке, и тем самым металл избавляется от перетоньшения.
На рисунке 6 показана схема выколачивания сегмента «чугунок» (без дна). Он состоит как бы из двух ранее рассмотренных фигур. При изготовлении берётся ровный раскрой и выколачивается медницким молотком на гладкой плите. Затем проходят жёлобную (нижнюю) часть приёмами, рассмотренными для фигуры 4. И так, переходя от одного участка к другому, следим за формовкой сегмента.
Бывает, что деталь ведёт винтом. Она «хлопает» вследствие внутреннего напряжения. Но не следует огорчаться, а продолжать следить за общей формой, представляя её выправленной. Далее — «прощупываются» ударом молотка участки, требующие растяжения, и если деталь начинает крепнуть и искривляться, то там и нужно продолжать бить. Имеющие опыт без «прощупывания» определят такие места.
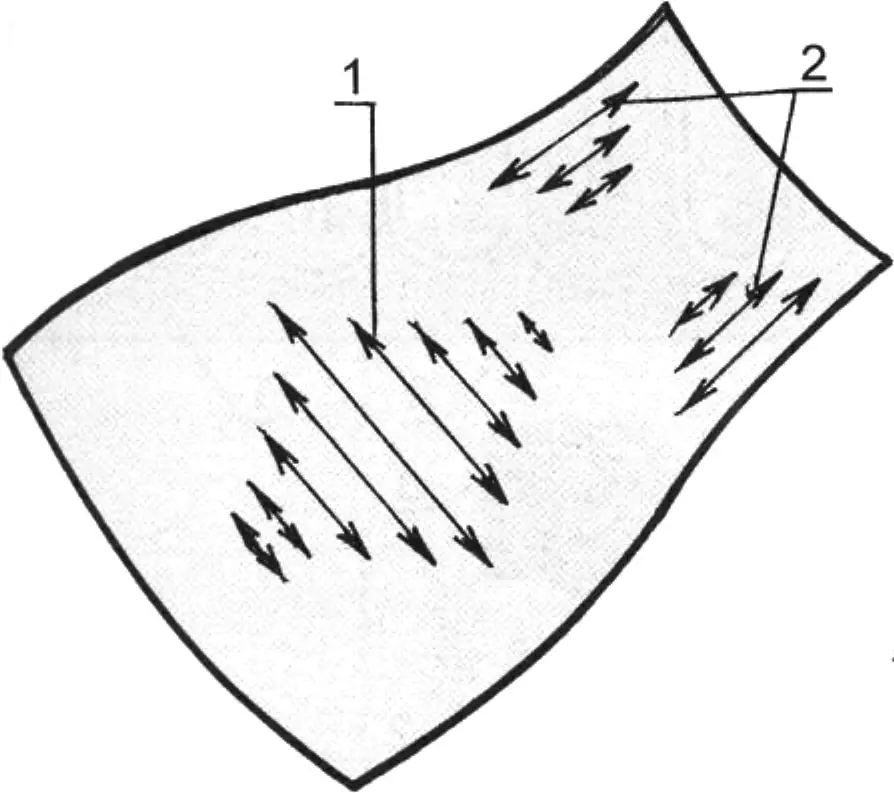
1 — направления ударов для поперечной растяжки металла; 2 — то же для продольной растяжки с обеих сторон
Полученные выше заготовки требуют доводки их лицевых поверхностей и стыкующихся кромок. Делается это более лёгким инструментом, для чего может послужить и сапожный молоток, которым обстукивается лицевая сторона, а с внутренней подставляется оправка, поддерживаемая рукой. Ею может служить любая стальная болванка со сферическими поверхностями и массой в 2 — 4 раза тяжелее молотка.
Выводя заподлицо соседний участок, не обязательно бить с другой стороны: растягиваясь и выправляясь, он, подпираемый оправкой, выходит заподлицо с соседними участками. Так доводится вся форма и её лицевая сторона. Операция эта наиболее ответственная. Освоив её, человек легко выправит (и очень искусно), например, поверхность кузова машины, побывавшей в аварии.
Если при рихтовке глаз не может уловить неровности, то нужно плоским напильником немного зачистить поверхность до обнаружения этих неровностей, а затем вновь рихтовать, поочередно возвращаясь к предшествующей операции, пока не добьёмся ровной поверхности. После окончательно крест-накрест опиливаем её напильником.
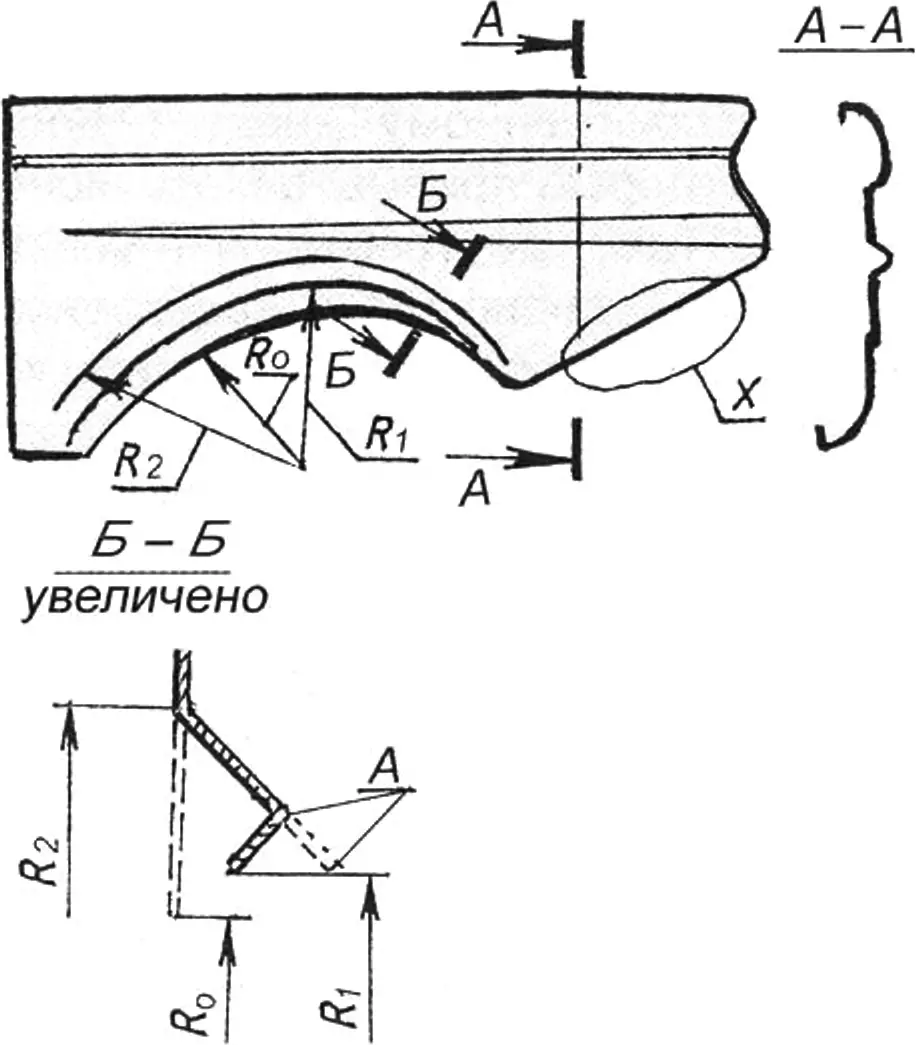
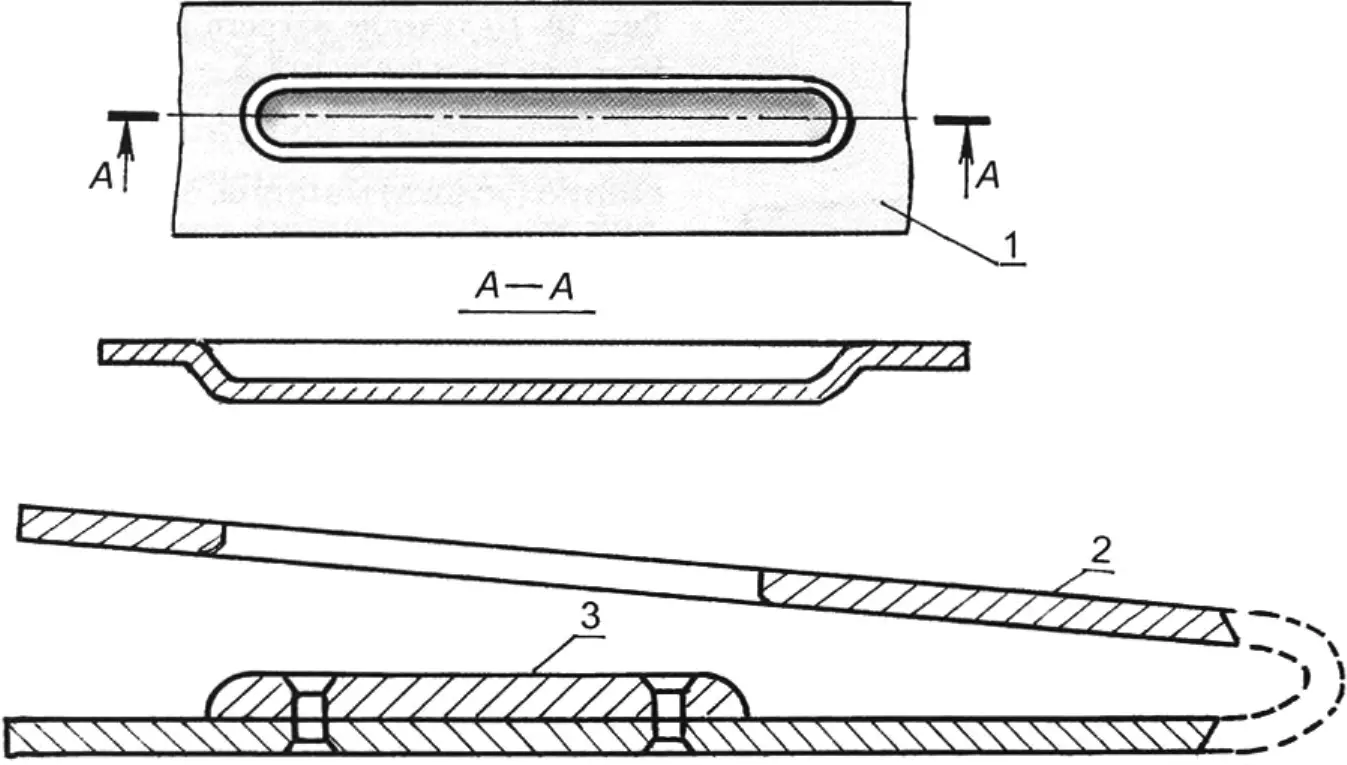
Рассмотрев эти основные приёмы, применим их непосредственно к крылу автомобиля. На изображённой на рисунке 7 схеме крыла радиусами R1 и R2 показаны линии отбортовки, а сечением Б-Б её профиль, в котором радиус R0 — первоначальный, a R2 — после растяжки (так как он уходил на больший радиус, то и требовалось его растянуть).
1 — угол капота; 2 — подкладная оправка на период выколотки
После этого узкая полоска А «поднутряется». Здесь происходит частичное сжатие (усадка) металла. Узкая полоска и на большом радиусе легко усаживается, в широкой же части или на малом радиусе жесть собирают в сборку, как показано на рисунке 8. Сборку острым бойком вытягивают, тем самым часть металла как бы выходит за пределы формы. Элемент «X» на рисунке 7 — форма ранее рассмотренного элемента «чугунок».
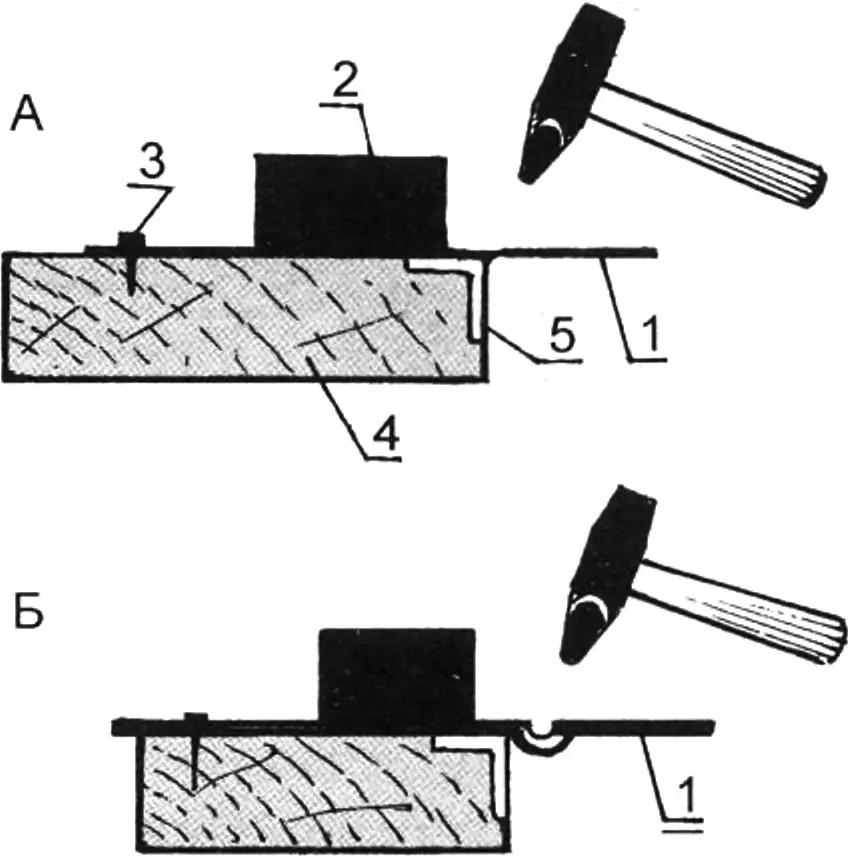
1 — лист металла; 2 — груз (оправка); 3 — фиксация лис та гвоздём; 4 — верстак; 5 — стальной уголок
Рёбра выколачиваются текстолитовым или деревянным (из твёрдой древесины) молотком (гранёным, фасованным), как показано на рисунках 9 и 10. Завершив одну сторону ребра, крыло устанавливают другой стороной. Чтобы лист не сдвигался, его следует по углам прибить гвоздями (или прижать струбцинами).
На рисунке 10 второе ребро (углом) обрабатывают гранёной киянкой. Оно гнётся без особых усилий. Как показано на рисунке, лист слегка пригибается рукой, и киянкой постукивают по самой кромке изгиба, не распространяя удар на сам лист.
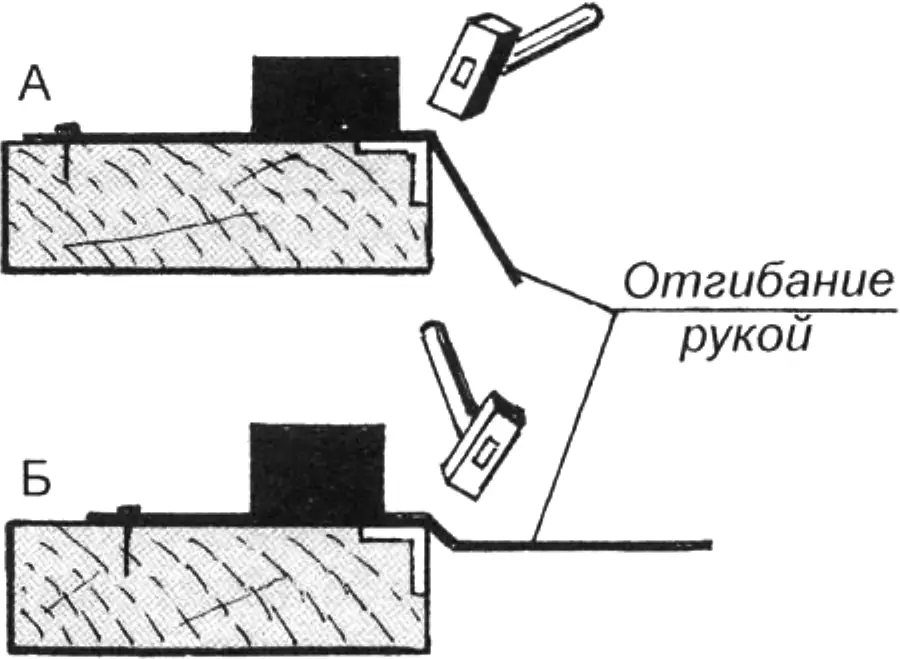
Так, пройдя несколько раз вдоль кромки, лист загибают со строгой кромкой и углом. Перевернув лист другой стороной, повторяют операцию. В итоге заготовка получает строгий зигзаг, который видим на крыле (сечение А — А на рис. 8).
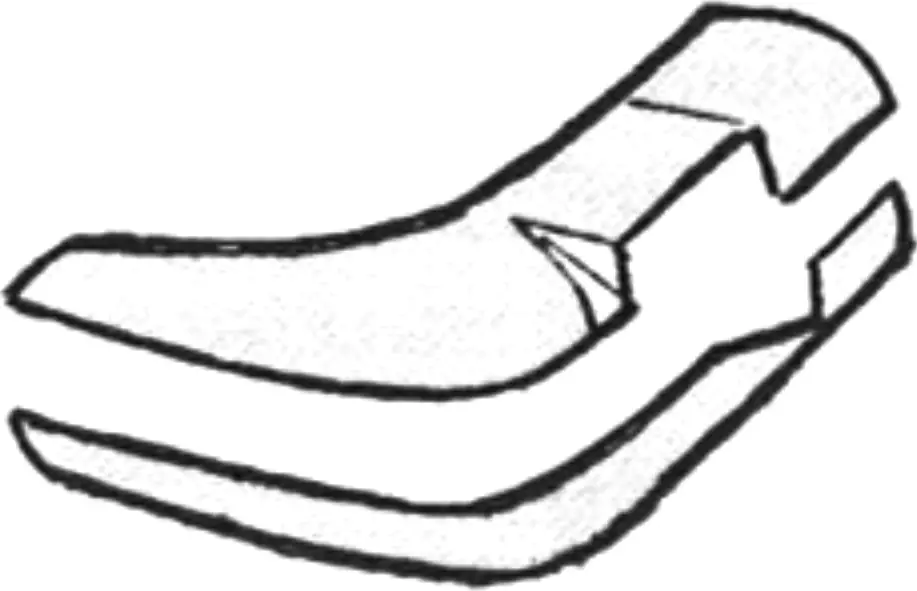
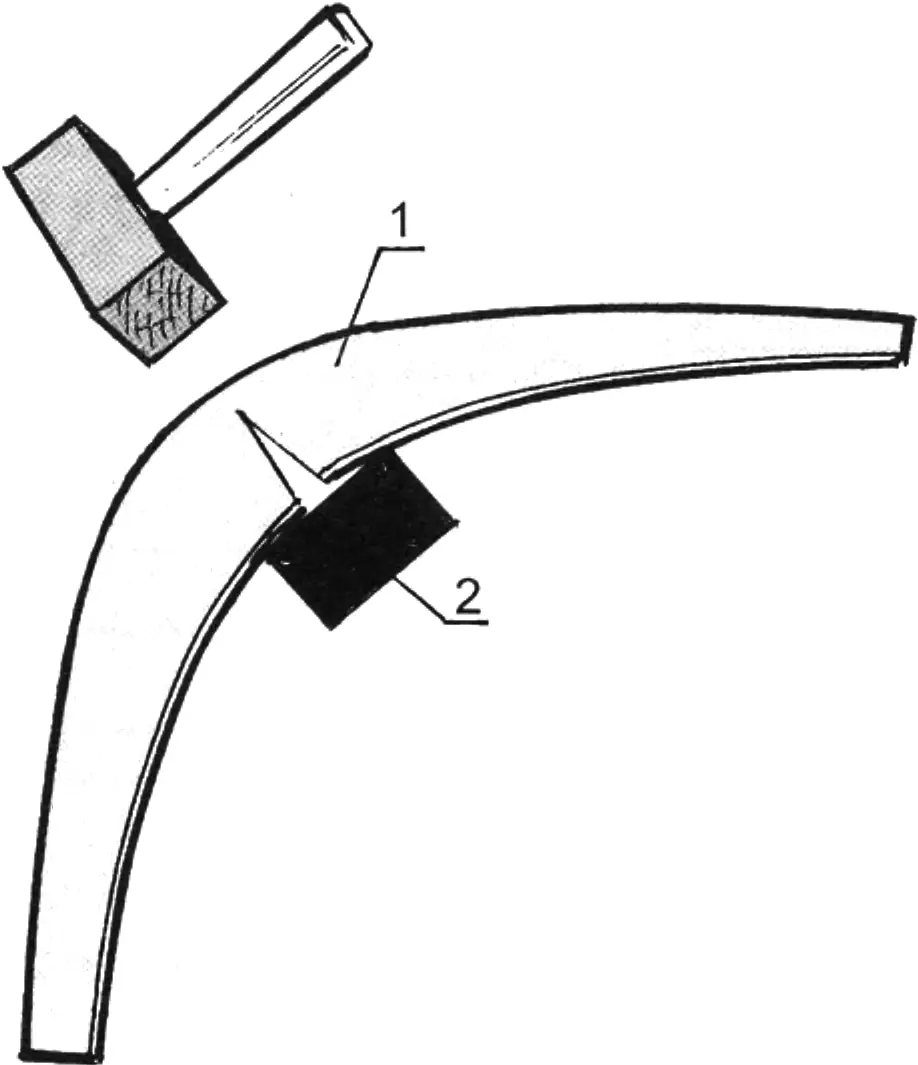
К рассмотренному следует добавить некоторые приёмы декоративной работы. Там, где требуется глубокая выколотка, удобно (да и необходимо) деталь предварительно расщепить, как показано на рисунке 11. Тогда каждая в отдельности половина легче изготовляется. Потом же их можно сварить или склепать. После клёпки лицевая сторона их соединения подводится (как на рис. 12) заподлицо и опаивается (шпаклёвка в подобных местах не годится: она трескается).
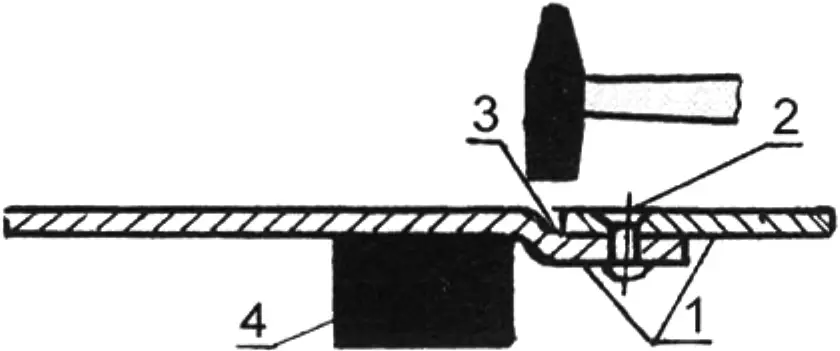
1 — склёпанные после выколотки листы; 2 — заклёпка; 3 — пайка; 4 — подкладная оправка
В случае, если требуется обозначить рёбра на криволинейной или сферической поверхности, то их следует выполнять после получения такой поверхности приёмом, показанным на рисунке 13.
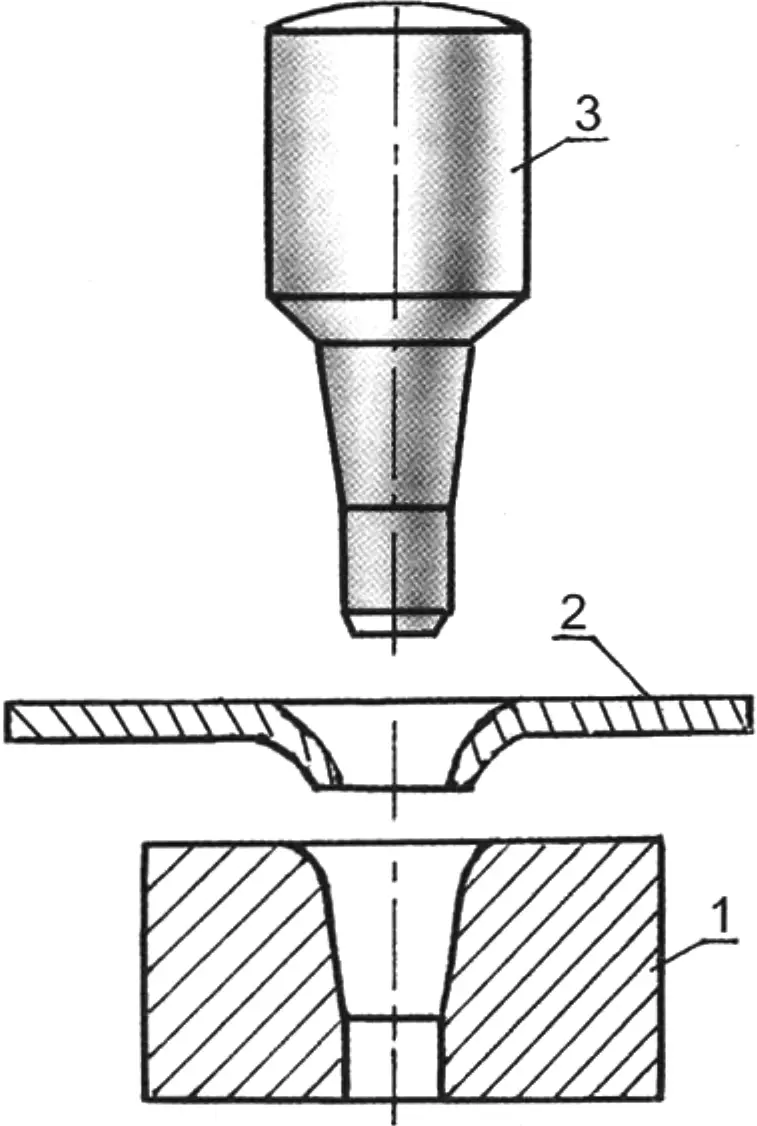
1 — участок листа с выдавкой; 2 — матрица; 3 — составной пуансон
Выдавку жёсткости на панели удобно делать специальным приспособлением, как показано на рисунке 14. Для этого пара пластин скрепляется (склёпывается) концами — получаем инструмент наподобие своеобразного пинцета. В одной его лапке предварительно заготовлено отверстие (матрица), в другой — выступ (пуансон); зазор между ними — в толщину листа, на котором требуется сделать выдавку. Удара лёгкой кувалдой достаточно, чтобы панель, оказавшаяся между лапками приспособления, получила нужную выдавку.
1 — матрица; 2 — перфорируемый лист; 3 — пуансон
Для изготовления решёток необходим отбортовочный штамп, схема которого показана на рисунке 15. Такой можно изготовить из любой стали. Отверстия в заготовке получатся под диаметр штампа. Отбортованные отверстия соединяют вырубкой (рис. 16) и оформляют низ решётки. В заключение желательно прокалибровать отверстия оправочками (рис. 16) и одновременно выдавить дополнительное ребро между пазами.
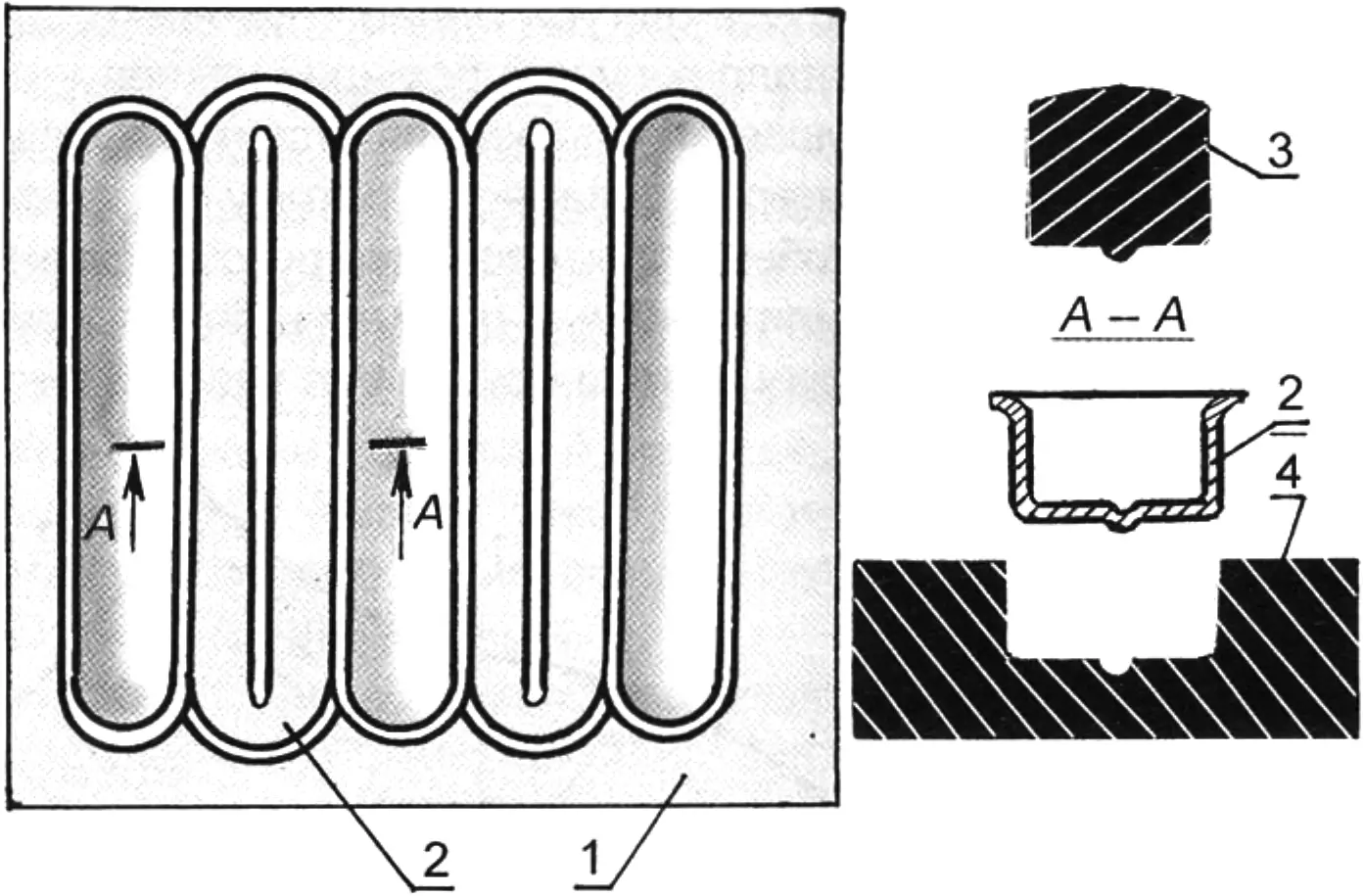
1 — лист сложной конфигурации; 2 — участок глубокой выдавки; 3 — оправочка; 4 — матрица
Вот те приёмы, с помощью которых в обычном сарае или гараже можно изготовить отдельные детали или весь кузов машины любой желаемой конфигурации.
«Моделист-конструктор» № 9’2010, Г. ВАРАКИН, г. Самара
Рекомендуем почитать
 ХОЗЯЙКЕ НА ПОДМОГУ
ХОЗЯЙКЕ НА ПОДМОГУ
Такой овощерезке обрадуется любая хозяйка: один нажим — и картофелина превращается в ряд круглых ломтиков, второй — и готова к жарке аппетитная соломка, ну а третий дает горку одинаковых... БЕЗ ТРАВМ
БЕЗ ТРАВМ
При затачивании ножовки напильником, если она при этом не закреплена, удерживающая её рука рискует пораниться об острые зубья. Чтобы этого не произошло, сделайте из отрезка шланга...