Любителям яблочного сока могу предложить простую в изготовлении и не требующую значительных вложений самодельную соковыжималку. Изготавливается она из старой стиральной машины-автомата.
Заводские соковыжималки отличаются малой производительностью и слабой надёжностью, поскольку содержат много пластмассовых узлов и деталей. На моей же самодельной ведро яблок перерабатывается за 7 — 10 минут.
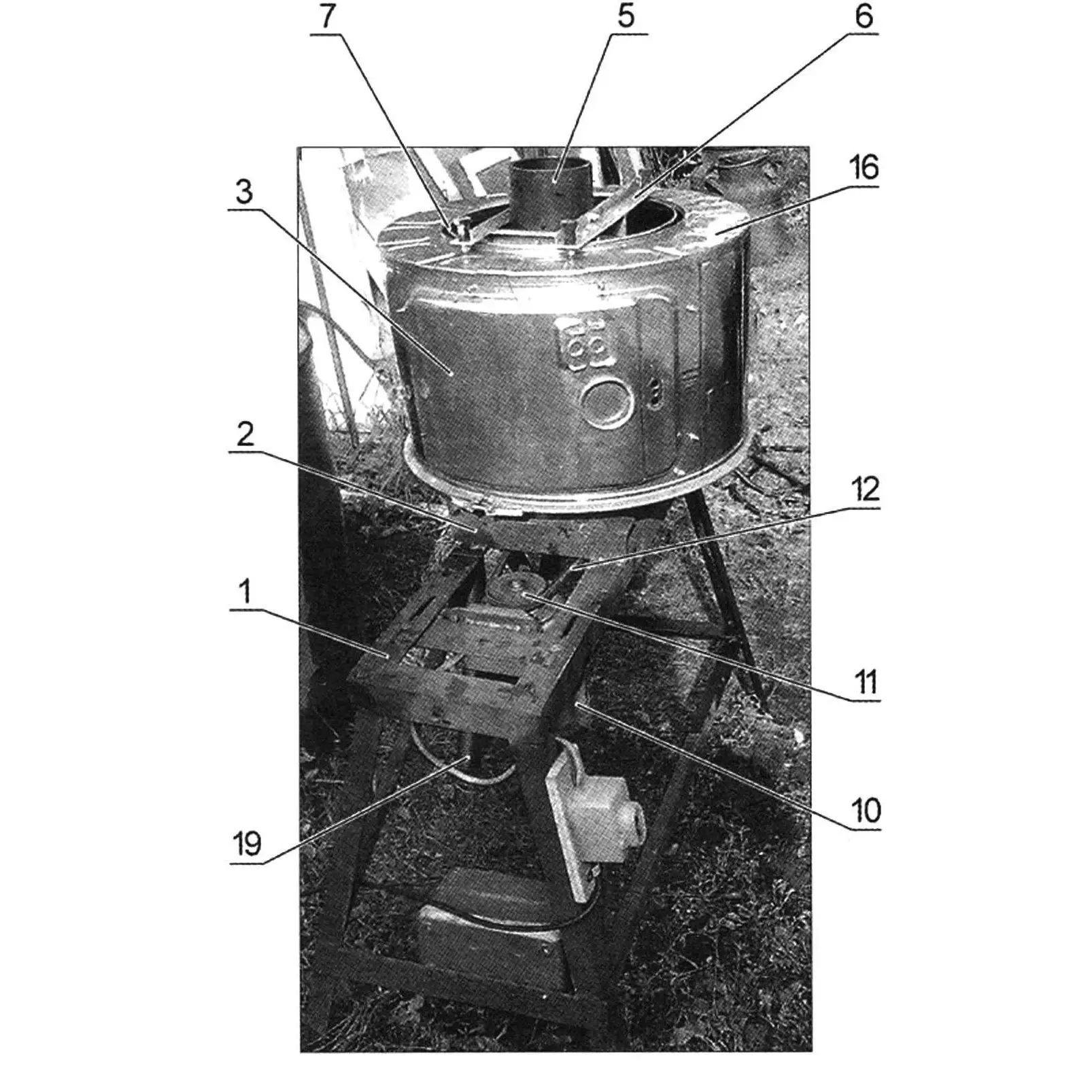
Для её изготовления нам понадобится от стиральной машины в основном барабан и его кожух. Их можно взять от любой отслужившей стиральной машины-автомата с горизонтальной загрузкой. Достать такую машину в наше время не проблема, поскольку модели меняются через каждые 2-3 года.
Производим полную разборку старой машины. Оставляем барабан, кожух барабана, кронштейн крепления барабана с подшипниками. Балансиры, датчики температуры, ТЭН и другие ненужные детали откручиваем и извлекаем из кожуха.
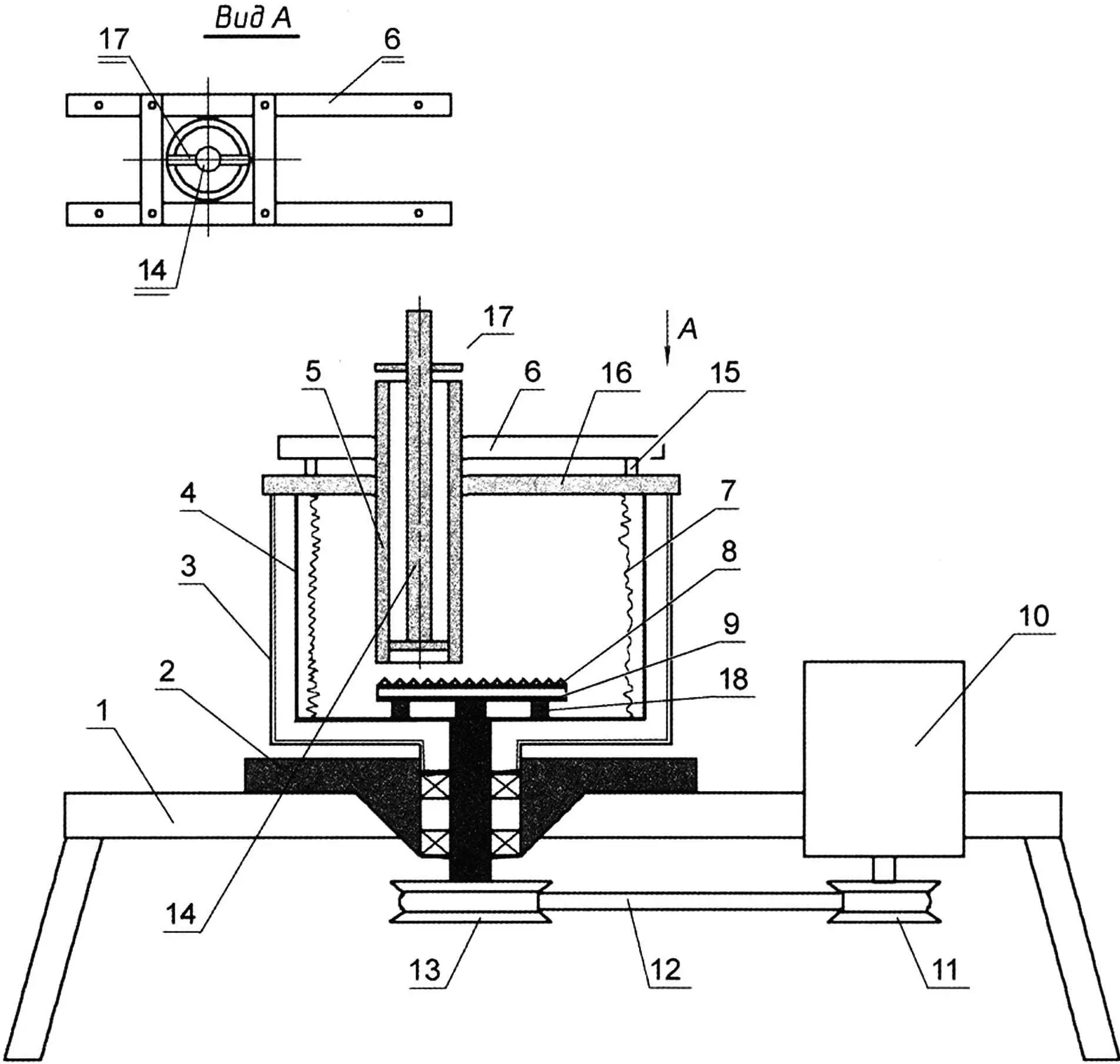
1 — рама-основание; 2 — кронштейн крепления барабана (штатный от стиральной машины с блоком подшипников и сальниками); 3 — кожух барабана; 4 — барабан; 5 — труба-бункер загрузки фруктов; 6 — рама верхняя; 7 — сетка; 8 — диск-тёрка; 9 — диск-прокладка для тёрки; 10 — электродвигатель; 11 — шкив двигателя; 12 — ремённая передача; 13 — шкив с осью барабана; 14 — толкатель; 15 — крепёж верхней рамы к кожуху; 16 — крышка; 17 — ограничитель толкателя; 18 — крепёж тёрки (3 шт.); 19 — шланг слива (на схеме условно не показан)
Производим тщательную чистку всех частей от порошка и накипи. Мелкой наждачкой заполируем все поверхности до блеска. Проведём осмотр имеющихся отверстий. Нам потребуется оставить только одно отверстие в кожухе барабана, внизу — для стекания сока. Все остальные отверстия заделываем накладкой из тонкой резинки, зажимая её пластинами из нержавейки на болтах. По возможности все болты и гайки лучше брать латунные или из нержавейки. В моём случае к большому отверстию подошла по диаметру трубка с гофрошлангом от сифона для кухонной мойки.
Изготавливаем тёрку и прокладку для тёрки. Из «нержавейки» толщиной 2 мм вырезаем болгаркой или на станке круг диаметром 220 мм — для тёрки. Из такой же стали толщиной 0,5 мм вырезаем ножницами по металлу второй круг диаметром 220 мм: это будет прокладка. Она нужна для обеспечения жёсткости, чтобы тёрка не прогибалась. Прокладка крепится через три латунные стоечки ко дну барабана, а тёрка к ней пятью винтами М5. Резьбу нарезаем прямо в прокладке.
Тёрка изготавливается следующим образом. Просверлив отверстия диаметром 5 мм, производим разметку с шагом 10 мм по всему диаметру. Круг делим на 14-20 секторов. Крепим заготовку шурупами к фанере толщиной 10 — 16 мм в отверстия диаметром 5 мм. По разметке пробойником с круглым или квадратным рабочим профилем набиваем режущие зубья. Шурупы и прокладка не дают тёрке изгибаться и смещаться. Разметку и сверление всех деталей следует выполнять как можно точнее, чтобы тёрка находилась точно по центру барабана.
В барабане имеются отверстия диаметром 3-4 мм, поэтому дорабатываем его. Как правило, внутри барабан имеет три ребра жёсткости. Берём мелкую сетку из «нержавейки» с ячейкой 1×1 мм, делаем три заготовки по размеру секций барабана (если нет рёбер жёсткости, то сетку делаем одним куском). В верхней части сетки добавляем по 10 мм для загиба, выполняемого под линейку, простукивая молотком — края у нас получились гладкие и травмобезопасные. При помощи шила и пистолета с глухими заклёпками закрепляем сетку внутри барабана. Количество заклёпок произвольное, чтобы сетка плотно прилегла к поверхности барабана и не отходила при вращении.
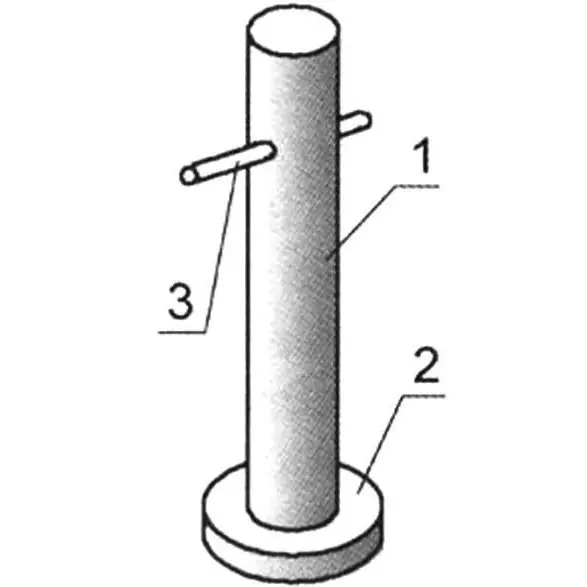
1 — стержень (из черенка лопаты); 2 — пятка толкателя; 3 — ограничитель
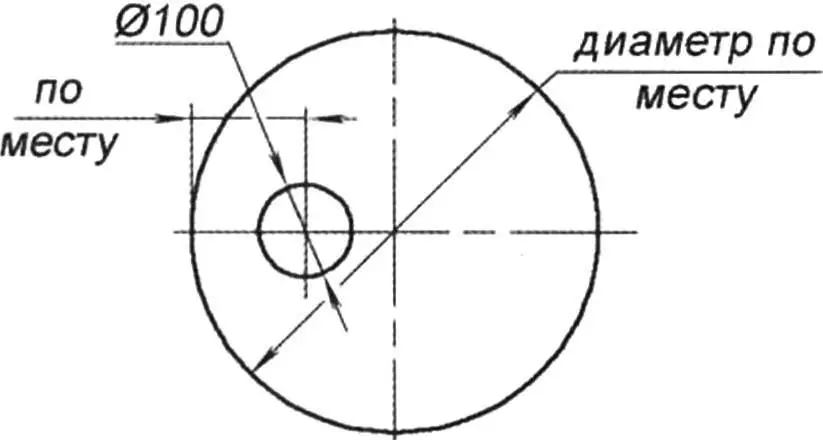
Из отрезка полиэтиленовой трубы с внутренним диаметром 100 мм и толщиной стенки 5 — 6 мм делаем бункер для загрузки яблок. Для закрепления трубы нам понадобится четыре уголка из алюминиевого сплава. Трубу закрепляем со смещением от центра, чтобы край её был на краю тёрки.
Труба с уголками крепится к кожуху барабана на 4-х болтах М6, причём болты должны быть вставлены изнутри кожуха перед сборкой и зажаты гайками снаружи. При помощи шайб под уголками регулируем зазор между трубой и тёркой: от него зависит, какая будет степень измельчения яблок. Сверху уголки крепятся барашками для быстроты разборки и сборки.
Из берёзового черенка для лопаты изготавливаем толкатель для яблок. На его торец прикрепляем кружок из фанеры диаметром 90 мм, в верхней части ставим ограничитель, чтобы толкатель не мог опуститься до тёрки.
После того, как заготовим все детали, производим сборку барабана с кожухом и кронштейном. Проверяем подшипники и сальник и при необходимости заменяем. Шкив придётся переделать под свои размеры и клиновидный ремень.
Двигатель я взял мощностью 1,1 кВт на 3000 оборотов в минуту. На барабан при помощи ремённой передачи подаётся 1500 оборотов в минуту. Больше опасно из-за вибрации, а меньше — будет плохо отходить сок при отжиме.
Сварим раму основания из уголка или приспособим какую-нибудь готовую. Крепим к ней кронштейн с кожухом барабана через резиновые виброгасящие шайбы. Из толстого полиэтилена или резины вырезаем крышку — круг по диаметру кожуха барабана с отверстием под трубу загрузки яблок. Крышка необходима не только для защиты от выброса брызг сока: она обезопасит и от вращающегося барабана.
Все крепёжные детали должны быть надёжно зажаты, а электрическая часть собрана с хорошей изоляцией, чтобы не допустить поражения электрическим током. Перед сборкой детали ёмкости тщательно промываем средством для посуды и споласкиваем. Все комплектующие должны быть изготовлены из материалов экологически чистых, не подвергаться коррозии и не выделять вредных веществ в сок.
После сборки и наладки производим пробный пуск. Пустой барабан должен вращаться без биения и постороннего шума. Готовим яблоки, тщательно моем, отбираем гнилые и червивые. Хорошие яблоки можно не резать. Сердцевина и косточки не помеха нашей соковыжималке. Под трубку стока подставляем ведро. Забрасываем яблоки по 1 — 2 шт. в бункер и толкателем прижимаем к тёрке. При равномерном забросе измельчается примерно ведро яблок до момента начала вибрации. Центробежная сила прижимает жмых по окружности сетки равномерно. Если начнётся лёгкая вибрация — заброску прекращаем и даём поработать на отжим до момента, когда перестанет течь сок из трубки.
Выключаем двигатель и ждём полной остановки. Пластмассовой пластинкой или детской лопаткой для песочницы счищаем жмых с сетки барабана.
После окончания работы тщательно промываем сильной струёй воды сетку и все детали.
Для длительного хранения производим отделение кожуха барабана от кронштейна, снимаем сетку для более тщательной очистки и промывки.
Высушенный жмых является хорошей витаминной добавкой в корм курам и козам в зимний период.
«Моделист-конструктор» № 1’2012, Е. ЯБЛОНСКИЙ, г. Бобруйск, Беларусь
Рекомендуем почитать
 КРЫЛО ПОД ВОДОЙ
КРЫЛО ПОД ВОДОЙ
Казалось бы, что может быть лучше гребного винта! Он десятилетиями верно служит человеку, двигая самые разнообразные суда, начиная от простого прогулочного аквапеда и кончая гигантскими... «ПАНТЕРА-ОХОТНИК»
«ПАНТЕРА-ОХОТНИК»
Вскоре после начала Второй мировой войны немцы столкнулись с серьезным кризисом в противотанковой артиллерии. Их основная 37-мм пушка Рак 35/36 оказалась совершенно бессильной против...