 В руках у тебя новенький, пахнущий касторовым маслом микродвигатель «Метеор». Сколько загадочного скрыто под сероблестящей поверхностью его картера! Как заставить двигатель открыть все свои тайны и показать, на что он способен?
В руках у тебя новенький, пахнущий касторовым маслом микродвигатель «Метеор». Сколько загадочного скрыто под сероблестящей поверхностью его картера! Как заставить двигатель открыть все свои тайны и показать, на что он способен?
Вы, наверное, знаете, что, перед тем как поставить двигатель на модель, надо провести его обкатку. От нее — от того, как двигатель проживет свои первые рабочие часы, зависит вся его дальнейшая судьба, именно ими определяется, будете вы «дружить» со своим «Метеором» или «враждовать» с ним.
Итак, обкатка.
Перед ее началом двигатель необходимо полностью разобрать и тщательно промыть каждую деталь смесью бензина с ацетоном или растворителем № 646. Этот состав легко растворяет загустевшее при хранении двигателя касторовое масло. При необходимости зачистите заусенцы и шероховатые места. При разборке каждую деталь маркируют, чтобы после сборки она встала на прежнее место. Особенно важно это для элементов поршневой группы: поршня, пальца и шатуна. Обратите внимание на то, чтобы коленчатый вал в подшипники, а те, в свою очередь, — в гнезда устанавливались легко (от руки).
Приобретая двигатель, необходимо обратить внимание на состояние его поршневой группы. Поверхность поршня, видимая через выхлопное окно, должна быть чистой, без рисок и задиров, компрессия пружинистой.
При необходимости, используя пасту ГОИ, разведенную в керосине, произведите притирку вала к подшипникам и подшипников к гнездам. Одновременно проверьте герметичность золотника и легкость его вращения в носке картера. Детали, подвергнутые обработке, тщательно промойте в бензине для удаления остатков абразивной пасты.
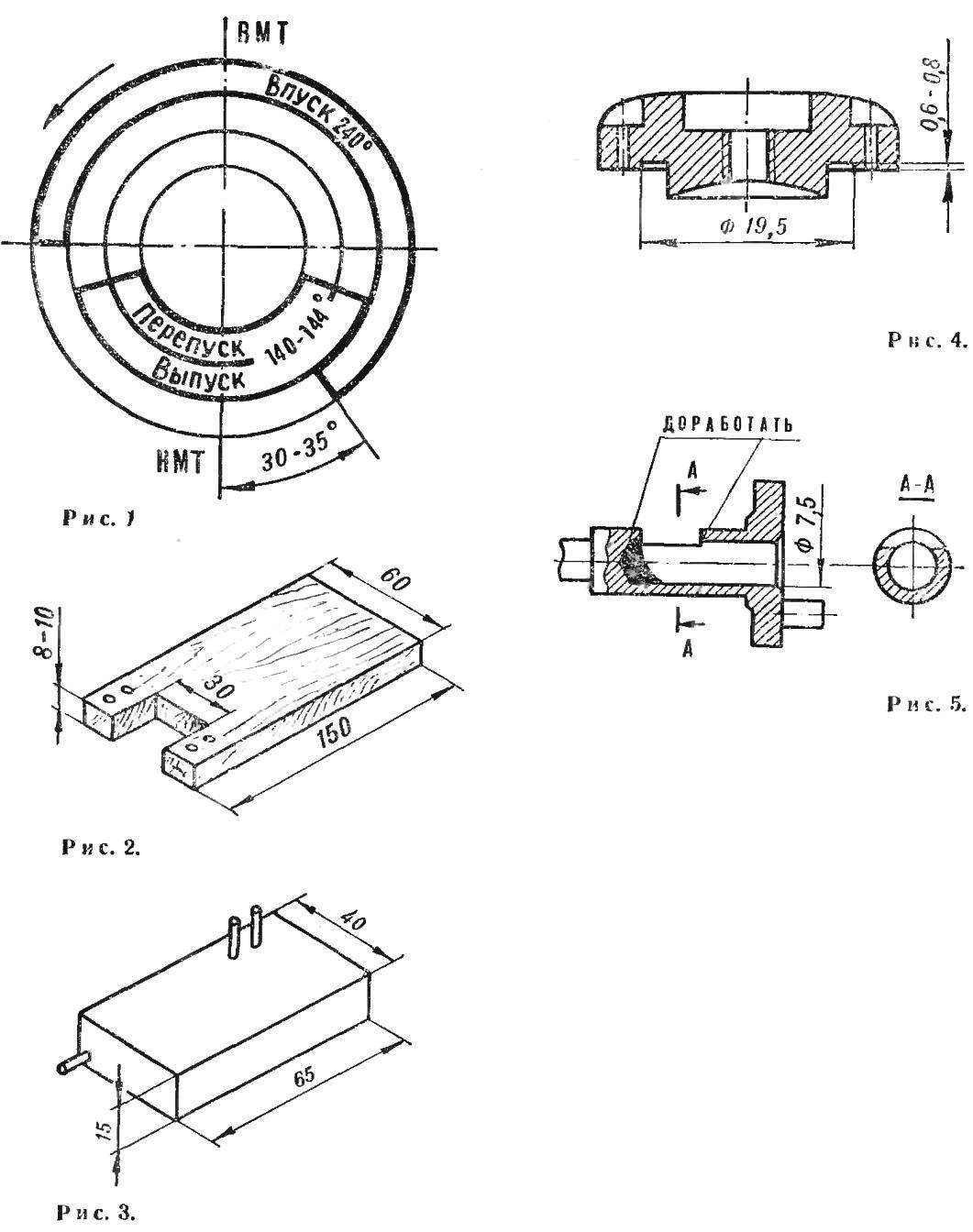
Затем проверьте соответствие фактических фаз газораспределения фазам, указанным в заводском паспорте. Последние приняты в результате длительных экспериментальных работ, и ими нужно руководствоваться при доводке двигателя. На рисунке 1 изображена диаграмма фаз газораспределения с указанием предельных отклонений, которые не влияют на мощность двигателя.
Проверка ведется так. С помощью градусного диска (кругового транспортира), установленного на коленчатом валу, медленно проворачивая двигатель и фиксируя начало и конец каждой из фаз (впуска, выпуска и перепуска), определяют их фактические значения. Если после замера фаз окажется, что они выходят за величины допустимых отклонений, необходимо откорректировать их.
Чаще всего отклонения возникают из-за неправильной установки по высоте гильзы относительно картера. Ее положение регулируют прокладками, подкладывая их под фланец или торцуя посадочную плоскость гильзы на картере. Закончив эту операцию, установите головку цилиндра и тщательно проверьте ее затяжку.
Настала очередь определения степени сжатия. Ее контролируют заливкой дозы топлива или жидкого масла через отверстие для свечи при положении поршня в ВМТ (верхней мертвой точке). Зная объем камеры сгорания и пользуясь приводимой формулой, подсчитайте геометрическую степень сжатия:
Е=(Vh+Vc)/Vc,
где Е — степень сжатия, Vh — рабочий объем цилиндра в см3, Vc — объем камеры сгорания в см3.
Обкатку двигателя проводите при невысокой степени сжатия, равной 6—7 (Vc =0,49 — 0,41 см3 соответственно), во всяком случае, она не должна превышать номинальную, указанную в заводском паспорте. Меняя толщину прокладки под головкой цилиндра, добейтесь необходимой степени сжатия.
Следующий этап — обкатка двигателя на испытательном стенде. Если его нет, можно использовать обыкновенную деревянную «вилку» (рис. 2), изготовленную по форме картера. Двигатель крепят винтами через отверстия в лапках.
Ни в коем случае не закрепляйте двигатель в тисках и струбцинах за картер: он может деформироваться, а это неизбежно выведет «Метеор» из строя.
Бачок (рис. 3) для обкатки спаяйте из белой жести. Он должен иметь две дренажные и одну питающую трубочки. Вторая дренажная трубка служит для наполнения бачка. Его ставят как можно ближе к двигателю, располагая верхнюю плоскость бачка на 5—10 мм выше жиклерного отверстия карбюратора. Такая установка бачка наилучшим образом отвечает условиям плавной регулировки и равномерной подачи топлива к двигателю и исключает переполнение карбюратора во время подготовки его к запуску.
Стандартный диффузор карбюратора Ø 6,5 мм для облегчения запуска лучше заменить на меньший Ø 3,5 — 4,0 мм. Если такого нет, то можно половину сечения штатного диффузора перекрыть аккуратно подогнанной деревянной вставкой. Поступающий в карбюратор воздух будет проходить в щель, образованную вставкой и частью жиклера, выходящей в диффузор. Распылительное отверстие жиклера должно быть обращено к воздушному потоку и несколько развернуто вниз.
Еще одна деталь. Для обкатки лучше применять винт (пропеллер) больших размеров, чем для нормальной работы. Для двигателя 2,5 смэ обычно используют винт от пятикубового мотора или изготавливают его самостоятельно. Он может быть упрощенной конструкции, потому что его задача — охлаждение двигателя.
Первые запуски двигателя производят на особом обкаточном топливе. Его рецептура приводится в каждой заводской инструкции по эксплуатации. Можно также рекомендовать многократно проверенное топливо следующего состава: спирт метиловый — 70%, масло касторовое — 30%.
Во время обкатки двигателю не дают развивать высоких оборотов, которые могут вредно сказаться на его дальнейшей жизни. Для этого карбюратор регулируют на «богатую» смесь. Делают это так. Запустив двигатель, добиваются устойчивой работы. Затем понемногу отворачивают иглу жиклера — не более чем на один оборот. При этом достигается необходимый скоростной режим работы двигателя: на 1000— 1500 об/мин меньше номинальных. Для двигателя МД-2,5 «Метеор» они при обкатке составляют 10—12 тыс. об/мин.
В головку двигателя устанавливают самую «холодную» (с толстой проволокой на спирали) свечу. Она не даст развить мотору высокое число оборотов и предотвратит его перегрев. Иногда случается, что от слишком «богатой» смеси и низкой степени сжатия не хватает внутреннего тепла для поддержания свечи в раскаленном состоянии и двигатель глохнет. Тогда от выпрямителя (или батареи) через реостат 10—20 Ом, включенный последовательно, к свече подводят небольшое (для отечественных свечей 2—3 В) напряжение, действующее на протяжении всей работы двигателя. Его величину подбирают такой, чтобы через выхлопное окно было видно слабое темно-красное каление свечи.
После получаса работы можно регулировать подачу топлива для получения максимально возможных оборотов с облаточным винтом. Поработав 2—3 мин на полных оборотах, опять переходят на «богатую» смесь. В последующие полчаса эту процедуру повторяют 2—3 раза. Проведя такую обкатку, на двигатель можно установить винт меньшего диаметра и шага, чем обкаточный, и проводить эксперименты по подбору оптимальной степени сжатия.
Проведенный комплекс подготовительных и обкаточных работ позволяет при степени сжатия 9—10 и на стандартном топливе без присадок получить мощность 0,5 л. с. при 18,5—19 тыс. об/мин. На двигателе должен быть установлен диффузор диаметром не менее 6,5 мм, и желательно применять свечу со спиралью из платиноиридиевого сплава.
Для получения более высокой мощности необходимо выполнить дополнительные работы. Доработке подвергаются:
ГОЛОВКА ЦИЛИНДРА. Нижнюю уплотнительную плоскость подрезают на высоту 0,6—0,8 мм (рис. 4). Это дает возможность увеличивать степень сжатия до 10—12.
КОЛЕНЧАТЫЙ ВАЛ. Внутреннюю поверхность впускного канала сначала обрабатывают крупной наждачной бумагой, а затем мелкой. Обработку заканчивают, когда на внутренней поверхности не останется поперечных рисок от заводской сверловки канала. Для защиты шатунной шейки от повреждений при обработке на нее надевают хлорвиниловую трубочку соответствующего диаметра.
Кроме этого, необходимо за счет на-плавления мягкого припоя (олова) и заострения кромок, как показано на рисунке 5, улучшить переход от впускного окна к каналу. Это дает ощутимый эффект при работе двигателя на высоких оборотах (15—20 тыс. об/мин)
ПОРШНЕВАЯ ГРУППА. Ее надо облегчить При этом не нужно стремиться к достижению рекордно малых масс деталей. У лучших современных двигателей поршень весит 5,9—5,2 г, шатун — 2,0—1,7 г, палец — 0,9—0,8 г. Излишнее облегчение может привести к поломкам двигателя от термодинамических и механических перегрузок во время работы.
Снимая часть металла с внутренней поверхности поршня, стараются не уменьшать посадочную длину отверстий в бобышках и толщину днища. Эти работы лучше проводить «пальцевой» зубоврачебной фрезой, установленной в патрон рукава бормашины. Неплохих результатов можно достичь, снимая тонкие стружки остро заточенным трехгранным шабером.
Минимальное сечение тела шатуна при его облегчении не должно быть меньше 5X2 мм. Переход верхней и нижней головок к стержню делают плавным, без «подреза», с радиусом скругления 1—1,5 мм. Особое внимание обращают на размер и чистоту обработки смазочных отверстий в головках, от которых зависит бесперебойная подача масла к сильно нагруженным рабочим поверхностям шатунной шейки и поршневого пальца. Толщину стенок головок оставляют без изменений, всю поверхность шатуна полируют с пастой ГОИ, а затем тщательно промывают в керосине.
(Окончание следует)
Р. ОГАРКОВ
Рекомендуем почитать
 «СИНИЦА» В НЕБЕ
«СИНИЦА» В НЕБЕ
Потребность в таком самолётике появилась, когда наши юные кордовики уже познали азы управления «фанероидом», и для них настала пора осваивать простейший пилотаж. «Синица» (так была... ДИСТОРБЕР
ДИСТОРБЕР
У электрогитар амплитуда сигнала быстро убывает — спустя 2—4 с после щипка струны она составляет всего лишь 20—30% максимального уровня. Одновременно меняется и тембровая окраска...