 Мелкие детали моделей изготавливают обычно из пластмассы или металла механической обработкой. Однако когда их требуется много, детали лучше отливать из пластмассы в гипсовые формы. Приготовить пластмассу можно из акрилатного порошка АКР-7, замешенного на растворителе до тестообразного состояния. Оба необходимых компонента имеются в зубопротезных наборах.
Мелкие детали моделей изготавливают обычно из пластмассы или металла механической обработкой. Однако когда их требуется много, детали лучше отливать из пластмассы в гипсовые формы. Приготовить пластмассу можно из акрилатного порошка АКР-7, замешенного на растворителе до тестообразного состояния. Оба необходимых компонента имеются в зубопротезных наборах.
Если деталь симметрична и имеет несложную конфигурацию, например якорь, колесо или спасательный круг, то форму удобнее сделать разборную, из двух половин, которые можно будет использовать многократно.
Формуя, металлические или пластмассовые литейные модели вдавливают в еще не застывший гипс до плоскости симметрии (разъема) и дают застыть. Вторую половину формы заливают, предварительно смочив нижнюю часть слабым мыльным раствором, чтобы облегчить разделение половин. Верхняя часть формы должна иметь сквозное отверстие: Ø 3—4 мм для заполнения пластмассой и выхода излишков ее при полимеризации. Вынув литейную модель и сложив обе половины, стягивают их между собой шпагатом или резиной — и форма готова.
Для изготовления детали сложной конфигурации необходима форма, состоящая из трех и более частей. Здесь лучше использовать метод, применяемый в точном литье, — по выплавляемой модели.
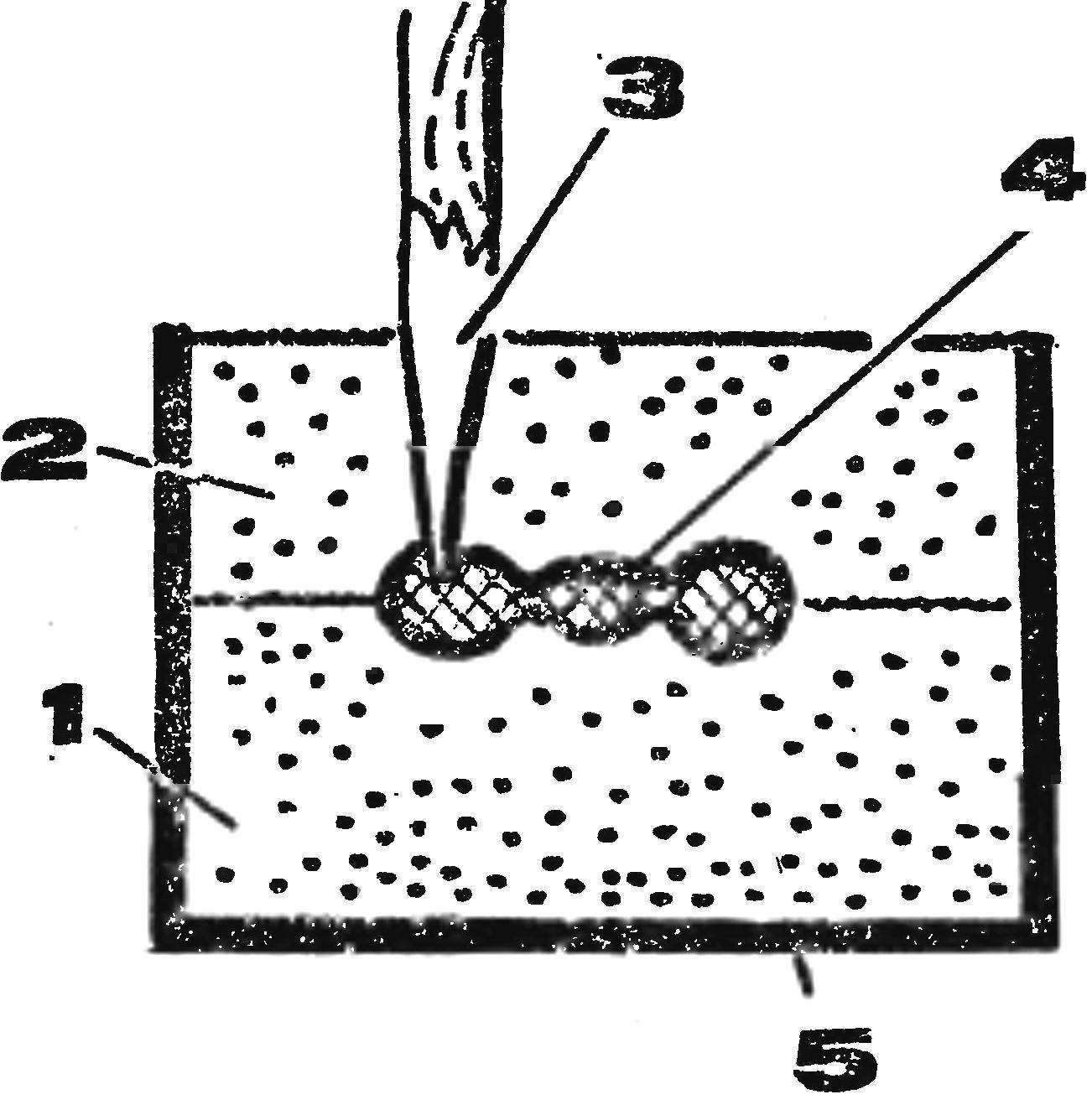
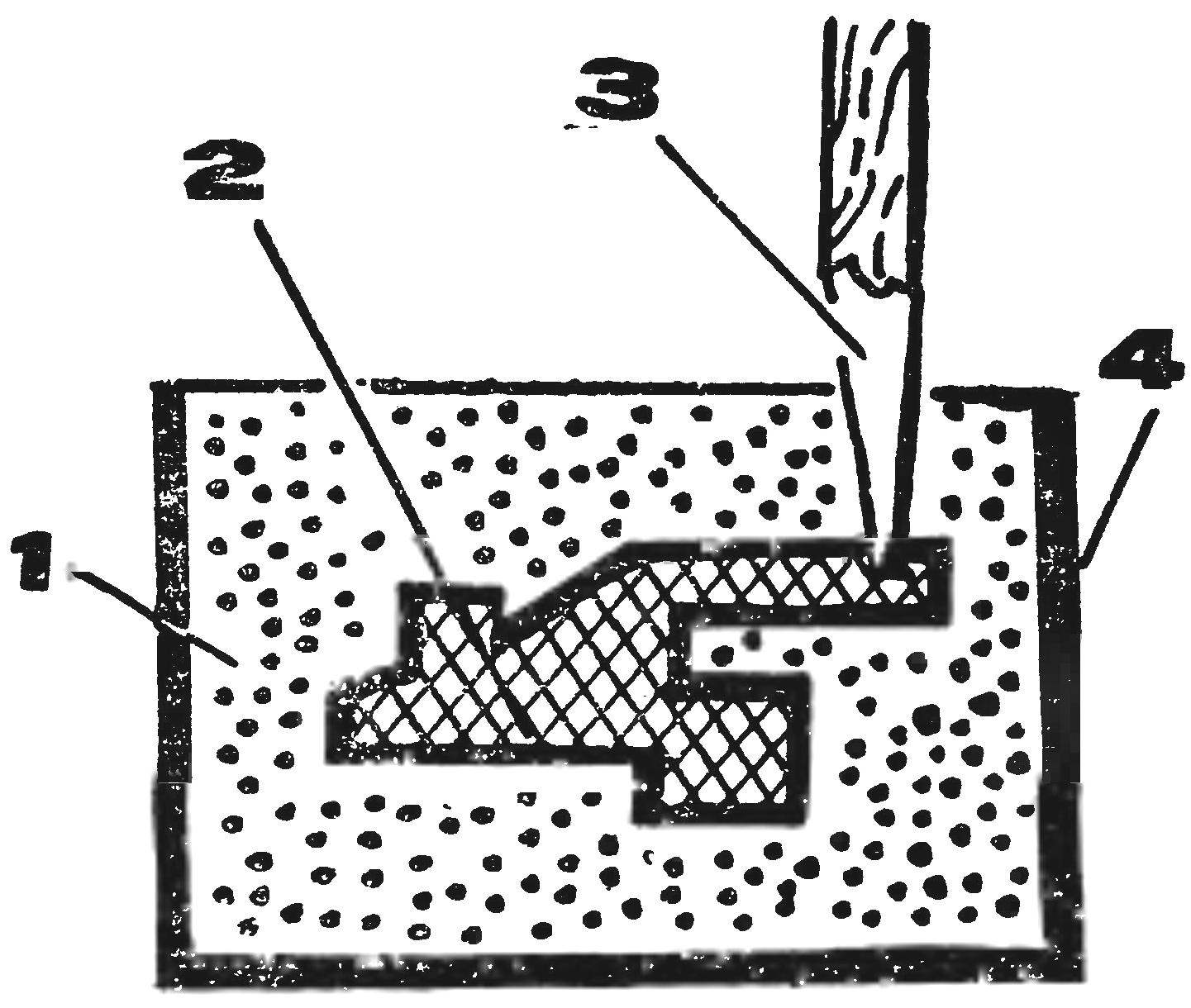
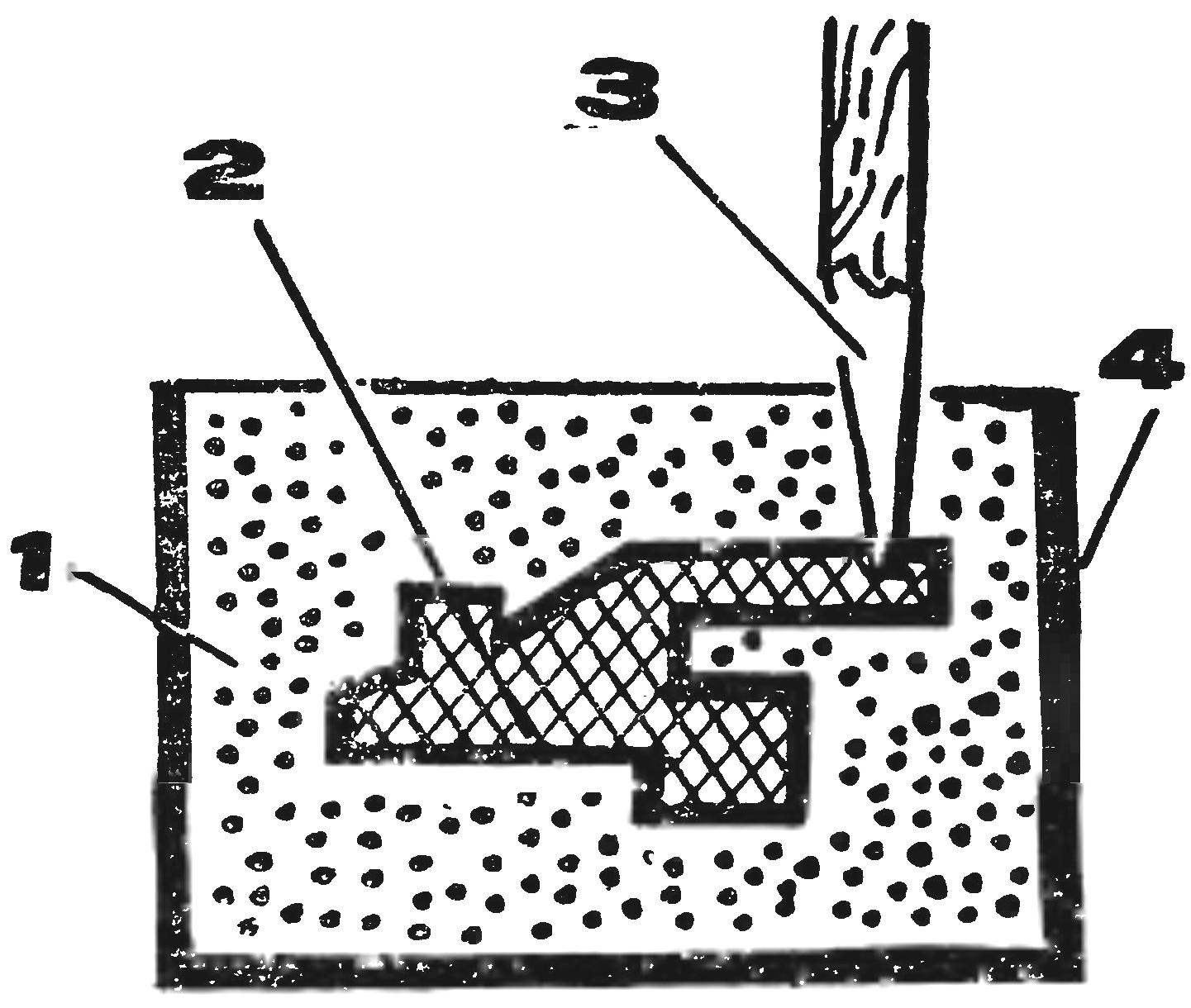
Рис. 1. Разборная форма:
1 — основание формы; 2 — верхняя половина; 3 — установочный стержень (дерево); 4 — пластмассовая модель; 5 — картонная коробка.
Форма при этом будет неразъемной, то есть одноразового пользования. Модель для ее получения делают из парафина, заливают раствором гипса, предусмотрев в самой верхней части цилиндрическое или коническое, расширяющееся кверху отверстие Ø 3—5 мм— литник. Через 30—40 мин застывшую гипсовую форму погружают в сосуд с холодной водой литником кверху и кипятят до полного расплавления литейной модели. Парафин, как более легкий, вытесняется из формы водой и всплывает на поверхность. Затем, не вынимая форму, воду охлаждают и с ее поверхности снимают слой застывшего парафина. Для удаления из формы его остатков прогревание следует повторить.
Благодаря этому способу получаем в гипсе полость, точно воспроизводящую форму детали. Если внутри будущей детали желательны крепежные элементы, то следует вставлять их в парафиновую литейную модель, чтобы при выплавлении они не сместились. Например, если требуется иметь в детали металлическую гайку, то ее ставят с выступающим болтиком и все заливают гипсом. Тогда свободный конец болтика окажется в толще гипса и после выплавки парафина удержит гайку в нужном месте.
При неразборной форме пластмассу приготавливают в стеклянной посуде, доводя до консистенции жидкой сметаны. Перемешав массу стеклянной палочкой, вливают через литниковое отверстие в форму. Приготовление полимера и заполнение формы производят без задержки, так как масса быстро густеет. В момент заливки форма изнутри обязательно должна быть увлажненной, иначе поверхность готовой детали получится шероховатой и пористой.
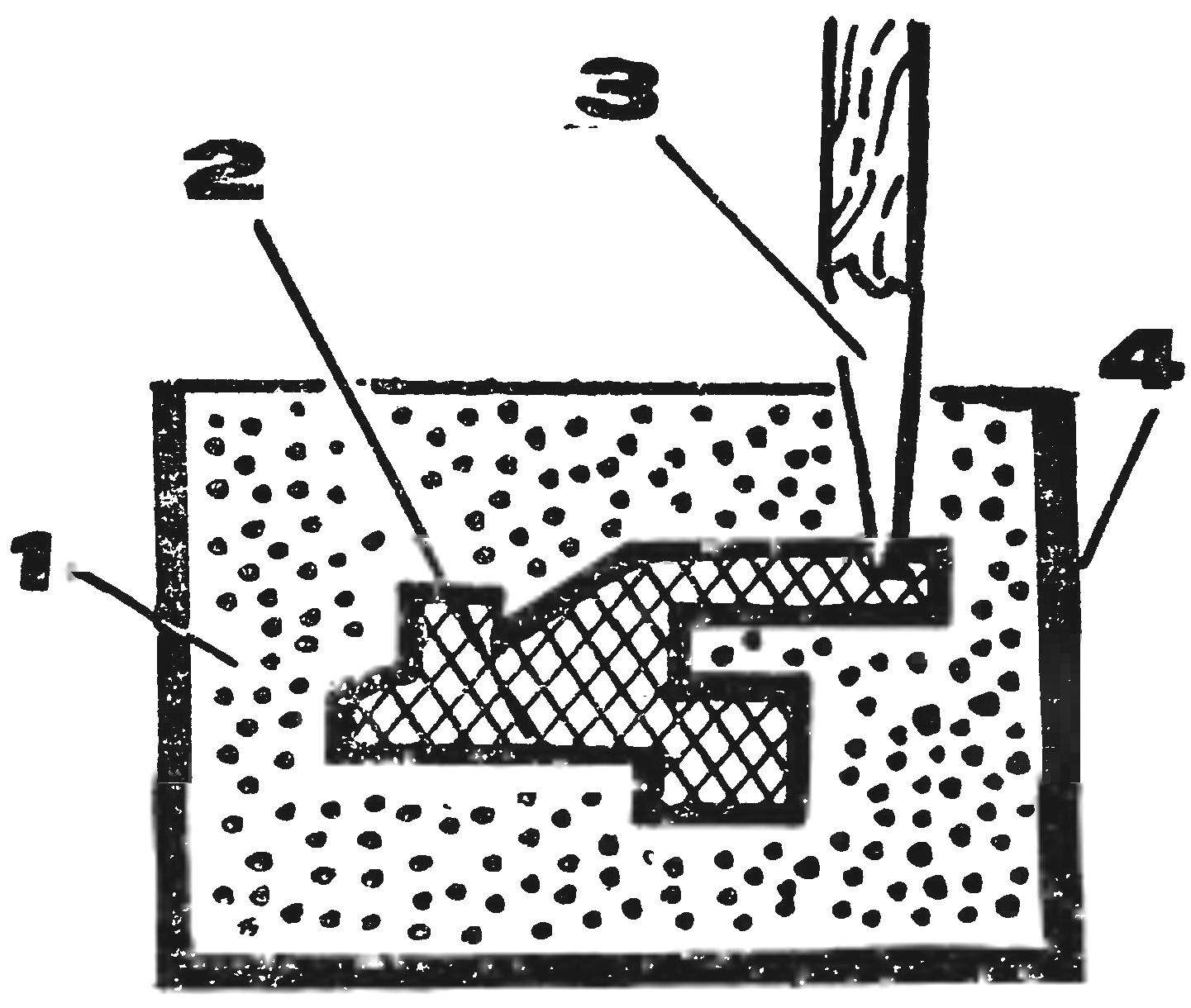
Рис. 2. Неразборная форма:
1 — гипсовая заливка; 2 — парафиновая модель; 3 — установочный стержень (дерево); 4 — картонная коробка.
Заполненную форму выдерживают при комнатной температуре 15—30 мин до резиноподобного загустения массы. После чего ее уплотняют через литниковое отверстие стеклянной или деревянной палочкой. Уплотненная поверхность массы не должна доходить до верхнего края формы на 3—5 мм, так как при полимеризации акрилат расширяется.
Литниковое отверстие прикрывают увлажненным целлофаном и обрезком фанеры и затягивают струбциной. Затем форму вместе со струбциной погружают в кастрюлю с водой комнатной температуры и постепенным нагревом в течение 30—40 мин доводят до кипения. Оно не должно быть бурным и продолжается не менее 45 мин. После этого нагрев прекращается, и форма выдерживается в кастрюле еще 15—20 мин. Для получения более качественной отливки необходимо медленное полное охлаждение формы до комнатной температуры.
Рекомендуем почитать
 ДОМАШНЯЯ БАНЯ
ДОМАШНЯЯ БАНЯ
Когда домовитый хозяин возведёт дачный или усадебный дом, то следом (а может быть, и в процессе) появляется желание построить и баню. Так произошло и со мной. Прежде всего... НАДЕЖНОЕ СОЕДИНЕНИЕ
НАДЕЖНОЕ СОЕДИНЕНИЕ
Общеизвестно, что шуруп хорошо держится в дереве, если он заворачивается в него поперек волокон. Завернутый же в торец доски, он довольно быстро разбалтывается и в конце концов...