Мастерство судомоделиста можно оценить по качеству выполнения мелких деталей. К таким относятся в первую очередь цепи — якорные, такелажные, леерные и другие. На любой серьезной копии их множество, поэтому и хлопот по изготовлению этих «ювелирных» изделий тоже немало. Поделюсь своим опытом.
Чтобы цепочка выглядела естественно, размеры ее звеньев и другие геометрические параметры следует брать из соответствующих стандартов с учетом масштаба копирования. В крайнем случае, можно воспользоваться осредненными соотношениями: при диаметре проволоки (калибре) цепи d внутренняя длина звена (шаг) принимается равной 3d, а внутренняя ширина звена — 1,5d.
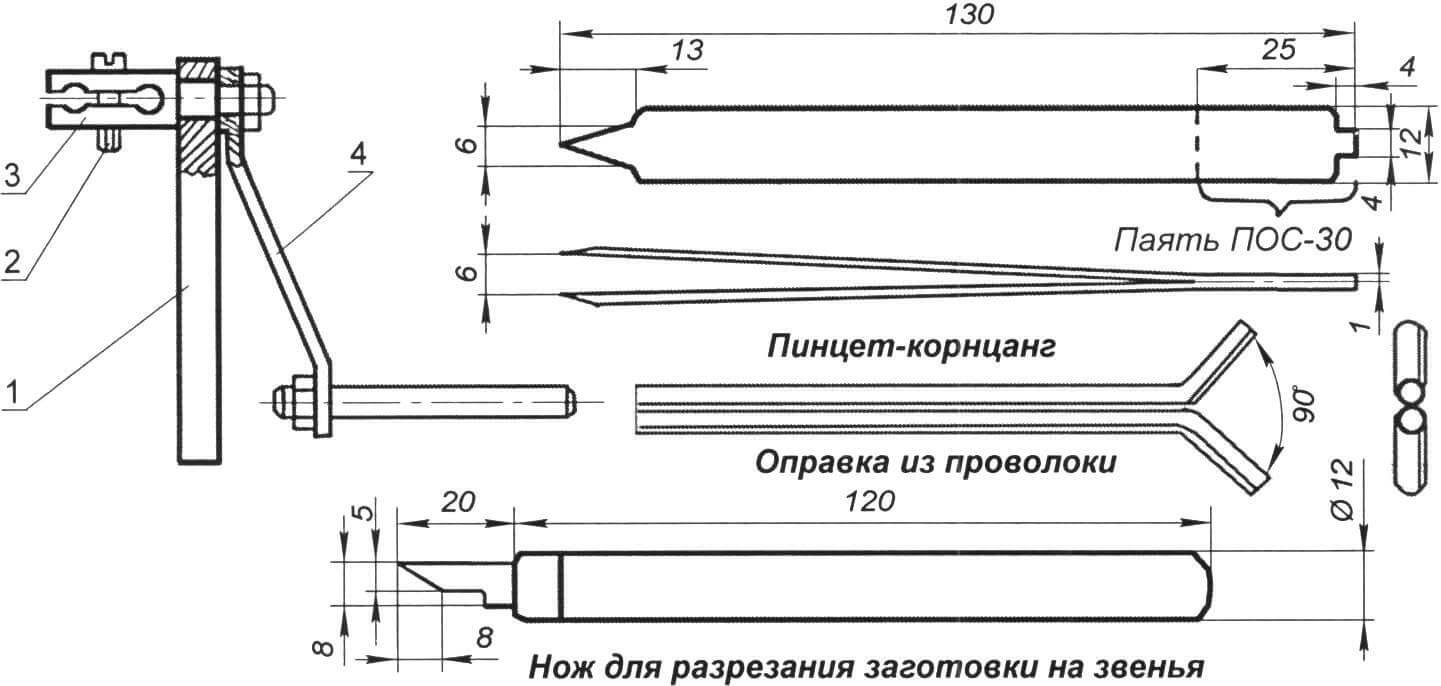
После определения размеров звеньев подготавливается моталка и оправка (или оправки, если цепи разные) для намотки заготовок звеньев. Желательно, чтобы все оправки подходили к одной моталке. Очень простые и удобные оправки получаются из двух отрезков стальной пружинной проволоки с отогнутыми концами. После выравнивания эти отрезки складываются, хорошо пропаиваются и зачищаются от излишков припоя. Ширину и толщину оправки выравнивают по штангенциркулю, иначе снятие заготовки звеньев будет усложнено. Оправки должны иметь не слишком большую длину, так как при натяжении проволоки они могут начать деформироваться.
Моталка:
1 — основание; 2 — зажимной винт; 3 — шпиндель; 4 — рукоятка
Устройство моталки понятно из рисунка. Оправка перед работой вставляется в прорезь «шпинделя» до упора в зажимной винт и закрепляется им. Приспособление фиксируется в настольных тисках.
Проволока выпрямляется протягиванием, и один из ее концов складывается вдвое. Этот конец обжимается плоскогубцами у основания оправки, после чего проволока плотно наматывается без перекрещивания. Остатки проволоки обрезаются, моталка извлекается из тисков, полученная «пружинка» простукивается легкими ударами молоточка на наковальне для более легкого снятия с оправки. Освобожденная заготовка, если она скручена, выравнивается.
Звенья цепи я отрезаю специальным ножом на подкладке из листового алюминия размером 60×60 мм и толщиной 6 мм. Лезвие ножа — из обломка ножовочного полотна по металлу — заточено с обеих сторон как можно тоньше и острее.
Укладываю заготовку узкой стороной на подкладку, придерживая ее пинцетом за широкие стороны. Нож вводится внутрь заготовки и «разрубает» ее по узкой стороне на отдельные звенья. Одновременно отрезается не более двух колечек. При таком способе в готовой цепочке стык одного звена закрывается следующим звеном и в целом изделие выглядит не хуже паяного.
При предложенном методе намотки зазор между концами получаемых звеньев больше диаметра проволоки. Это облегчает и ускоряет сборку цепей по сравнению с обычным способом, использующим однорядную заготовку.
Сборка осуществляется с использованием специального пинцета (корнцанга) с точно сходящимися узкими губками. Процесс идет следующим образом. Первое звено выравнивается на подкладке нажатием тыльной стороной корнцанга. Затем это закрытое звено зажимается в пальцах стыком вверх, и в него вводится взятое пинцетом второе звено, поворачивается также стыком вверх, и его концы сводятся. После проверки зазоров при необходимости звено поджимается. Далее операции повторяются до получения цепочки требуемой длины. Нужно только следить, чтобы стыки звеньев не совпадали — это уменьшит прочность изделия.
А при сборке сверхтонких цепей из звеньев длиной менее 2,5 мм я пользуюсь бинокулярной лупой.
Юрий РАДЧЕНКО
Рекомендуем почитать
 МИНИ-ГЕРАКЛ ИЗ БАРНУКОВО
МИНИ-ГЕРАКЛ ИЗ БАРНУКОВО
Много лет провожу свой отпуск вместе с семьей а деревне Большая Як-шень Нижегородской области. Прекрасные места, добрые и приветливые люди, посильный физический труд на небольшом... В ТОПЛИВНОМ БАКЕ — СO2
В ТОПЛИВНОМ БАКЕ — СO2
Что ни говорите, а популярность той или иной авиамодели подчас зависит не от ее летных данных а от... готовности к полету. Именно поэтому многие моделисты предпочитают оснащать свою...