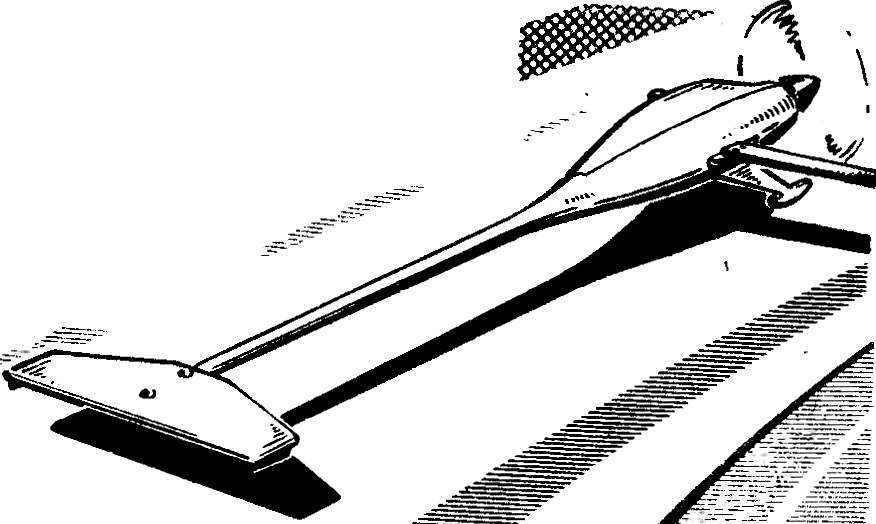
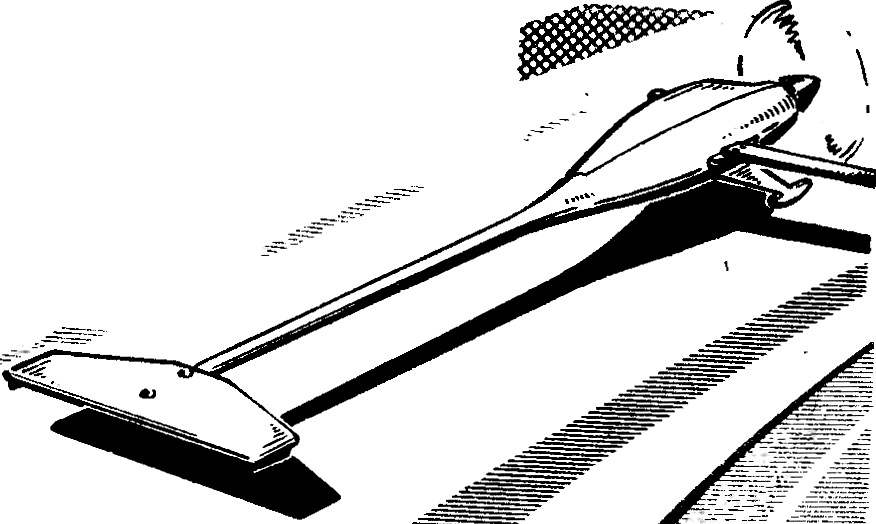
Примером творческого отношения к созданию современной спортивной автомодельной техники может быть аэромобиль класса АС-2 с микродвигателем рабочим объемом 2.5 см3. Чрезвычайно простая, но продуманная до последних мелочей конструкция скоростной позволила своему создателю, ученику харьковской школы Константину Чистову трижды подниматься на высшую ступень пьедестала почета на самых «высоких» соревнованиях в данном классе. Нужно отметить, что достигнутая на первенстве СССР скорость 204,731 км/ч стала фактически рекордной и одновременно… недосягаемой. Результат К. Чистова не только не превышен до сегодняшнего дня, но даже рубеж в 200 км/ч пока не поддается юным спортсменам.
Отличительной характеристикой гоночной является ее высокая технологичность. Из станочного оборудования достаточно иметь сверлильный станок, который с успехом может быть заменен даже ручной дрелью. А еще — лишь обычные наборы слесарного инструмента. Все это делает модель легковоспроизводимой даже в самых неподготовленных условиях школьных кружков. Простота ее позволяет под руководством опытных кружководов рекомендовать модель для постройки ребятам, начиная с 3-го класса.
Все шесть деталей гоночной «вертулы» выполняются из обычных, легкодоступных материалов — никаких «космосов» и замысловатых технологий. Но несмотря на это (что только повышает класс разработчика как конструктора!), модель легчайшая. Ее масса составляет от 300 до 320 г в разных исполнениях. Причем это вместе с двигателем КМД-2,5, собственная масса которого равна 180 г.
Моторама, являющаяся, по сути, основой всей модели, имеет рациональную и одновременно обеспечивающую малый вес форму. Ее заготовка-лист алюминиевого сплава Д16Т или Д1Т толщиной 2,5—3 мм. Кстати, из такого же материала изготавливается и кордовая планка, и кронштейн для монтажа планки на мотораме. Нижняя часть моторамы одновременно является стойкой, плавно переходящей в конек модели.
 Примером творческого отношения к созданию современной спортивной автомодельной техники может быть аэромобиль класса АС-2 с микродвигателем рабочим объемом 2.5 см3. Чрезвычайно простая, но продуманная до последних мелочей конструкция скоростной позволила своему создателю, ученику харьковской школы Константину Чистову трижды подниматься на высшую ступень пьедестала почета на самых «высоких» соревнованиях в данном классе. Нужно отметить, что достигнутая на первенстве СССР скорость 204,731 км/ч стала фактически рекордной и одновременно… недосягаемой. Результат К. Чистова не только не превышен до сегодняшнего дня, но даже рубеж в 200 км/ч пока не поддается юным спортсменам.
Примером творческого отношения к созданию современной спортивной автомодельной техники может быть аэромобиль класса АС-2 с микродвигателем рабочим объемом 2.5 см3. Чрезвычайно простая, но продуманная до последних мелочей конструкция скоростной позволила своему создателю, ученику харьковской школы Константину Чистову трижды подниматься на высшую ступень пьедестала почета на самых «высоких» соревнованиях в данном классе. Нужно отметить, что достигнутая на первенстве СССР скорость 204,731 км/ч стала фактически рекордной и одновременно… недосягаемой. Результат К. Чистова не только не превышен до сегодняшнего дня, но даже рубеж в 200 км/ч пока не поддается юным спортсменам.