Заготовка винта (болванка) точится из сплава Д16Т, латуни или пластмассы. Диаметр выбирается в зависимости от диаметра винта. Заготовка имеет хвостовик диаметром 25 мм, который вставляется в шпиндель. С другого торца имеется цилиндрический выступ — будущая ступица винта. Соответственно его диаметр должен быть равен диаметру ступицы.
Фреза — стандартная концевая. Диаметр выбирается в зависимости от шага винта и числа заходов. В связи с тем, что расстояние между лопастями винта меняется в зависимости от диаметра, то фрезу необходимо прошлифовать по шаблону. Изготовить шаблон с достаточной точностью можно графически. Для этого надо построить график развертки винтовых поверхностей.
На вертикальной оси в масштабе откладывается шаг винта Н, а на горизонтальной — длина окружности винта, начиная от наружного диаметра (ОБ) и кончая диаметром ступицы (ОЕ) с интервалом 5… 10 мм. Соединив точку А со всеми точками на горизонтальной оси, получаем график развертки винтовых поверхностей или график углов наклона лопастей на разных диаметрах.
Шаг винта делится иа число лопастей, в данном случае на три отрезка. Из точек А1 и А2 проводятся линии параллельно линиям АБ, АВ, АГ и т. д. Расстояние между параллельными линиями будет равно расстоянию между лопастями винта, которое можно определить более точно по формуле:
Расстояния между лопастями даны без учета их толщины, следовательно, размеры надо уменьшить на толщину лопасти. Для трехлопастного винта с шагом 48 мм диаметр фрезы равен 14 мм.
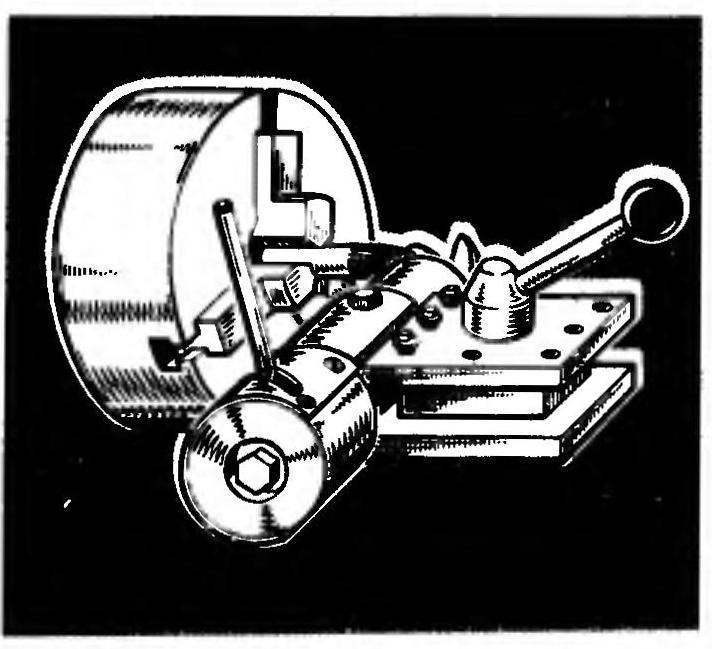
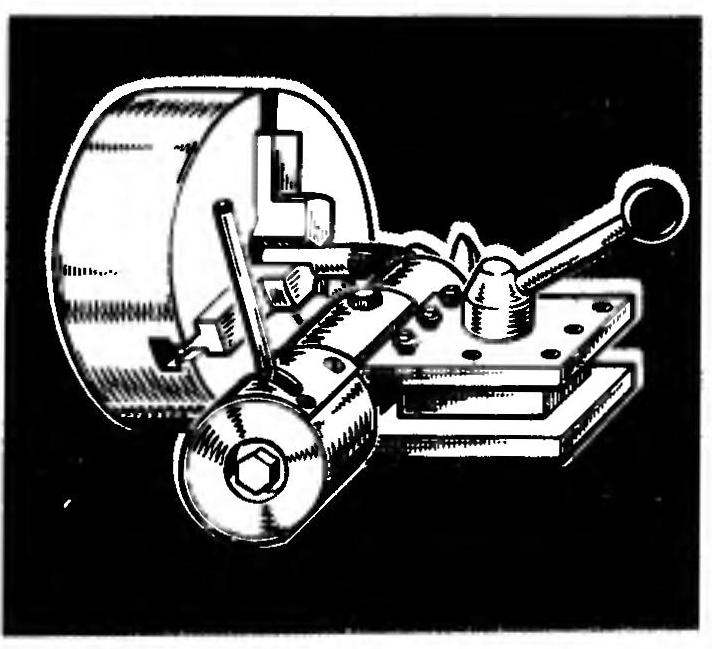
Порядок работы. Для изготовления винта необходимо: закрепить приспособление в резцедержателе станка, а фрезу — в патроне; вставить заготовку винта в шпиндель и зажать ее болтами; при помощи рукоятки отвести шпиндель в крайнее заднее положение; ручками продольной и поперечной подачи станка подвести болванку к фрезе, как показано на рисунке; включить станок (число оборотов — 60О…7ОО); плавно нажимая на рукоятку, начать фрезерование пазов; прорезав паз до конца, вывести рукоятку в исходное положение, отпустить стопорный болт, переставить рукоятку в следующее отверстие шпинделя и повторить операцию фрезерования.
Если после прорезания пазов толщина лопасти винта окажется больше нормы, то прорезание следует повторить, добиваясь нужной толщины поперечной подачей суппорта станка.
При изготовлении «левого» винта начинать прорезку пазов следует особенно осторожно, так как фреза и болванка вращаются навстречу друг другу, вследствие чего может произойти заклинивание.
После того, как пазы прорезаны и заготовка обрела вид шнека, ее необходимо вставить в патрон токарного станка и сверлить отверстие для гребного вала, а затем отрезным резцом «шнек» разрезать на винты.
А. КОЛОТОВКИН, руководитель судомодельного кружка, г. Клинцы, Брянская обл.
Рекомендуем почитать
 МАРШИ, ДОСТУПНЫЕ ВСЕМ
МАРШИ, ДОСТУПНЫЕ ВСЕМ
Лестница летнего домика, ведущая на второй этаж, в мансарду, должна быть удобной и нарядной, служить декоративным элементом интерьера.
В сегодняшнем выпуске КДМ мы знакомим с... ПАРУСНИКИ «ШКОЛЬНОГО» КЛАССА
ПАРУСНИКИ «ШКОЛЬНОГО» КЛАССА
Изящество внешних обводов, простота конструкции и изготовления - вот неполный перечень достоинств этих моделей, специально разработанных для повторения начинающими...