Вращением рукояток поперечной и продольной подач, а также подъема стола самого станка, фреза подводится к шлифовальному кругу тем зубом, который подлежит обработке, и занимает относительно круга положение, обеспечивающее необходимую величину угла резания. В дальнейшем взаимное расположение, фрезы и режущего инструмента не изменяется. Затачивание происходит при продольном движении стола.
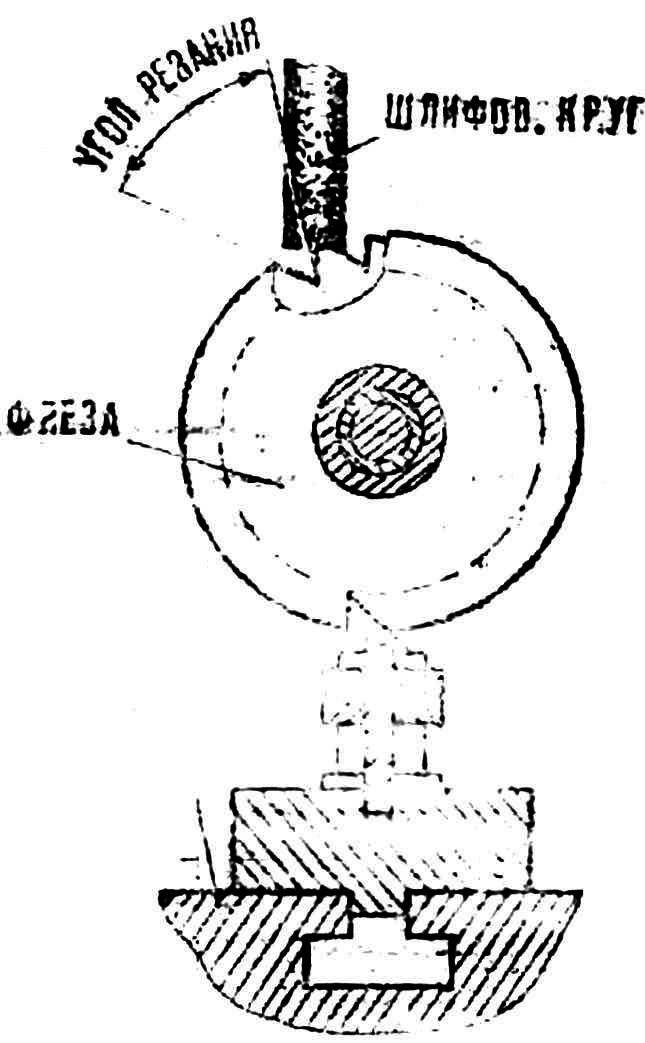
Рис. 1. Схема установки державки для фрез на станке.
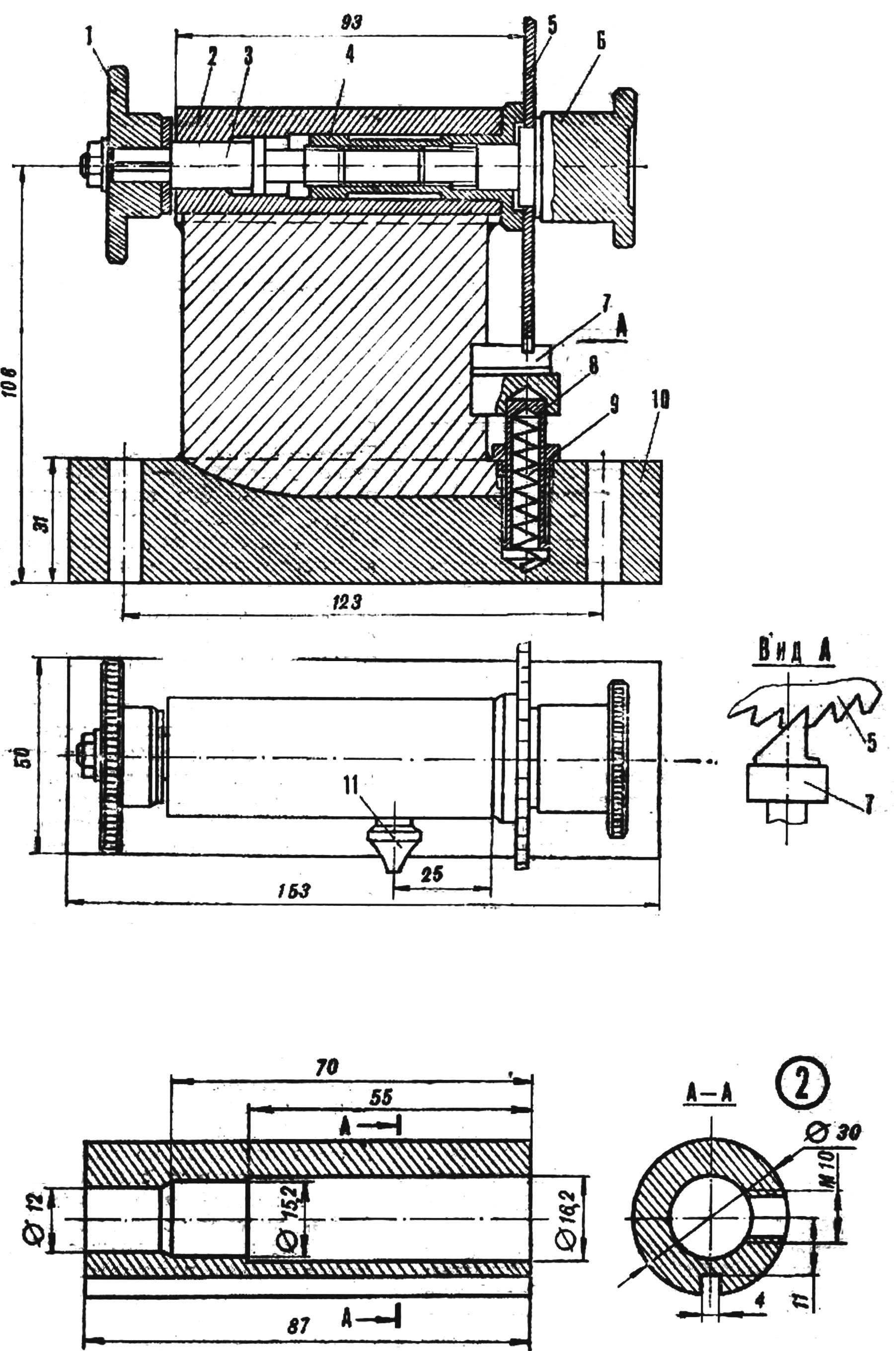
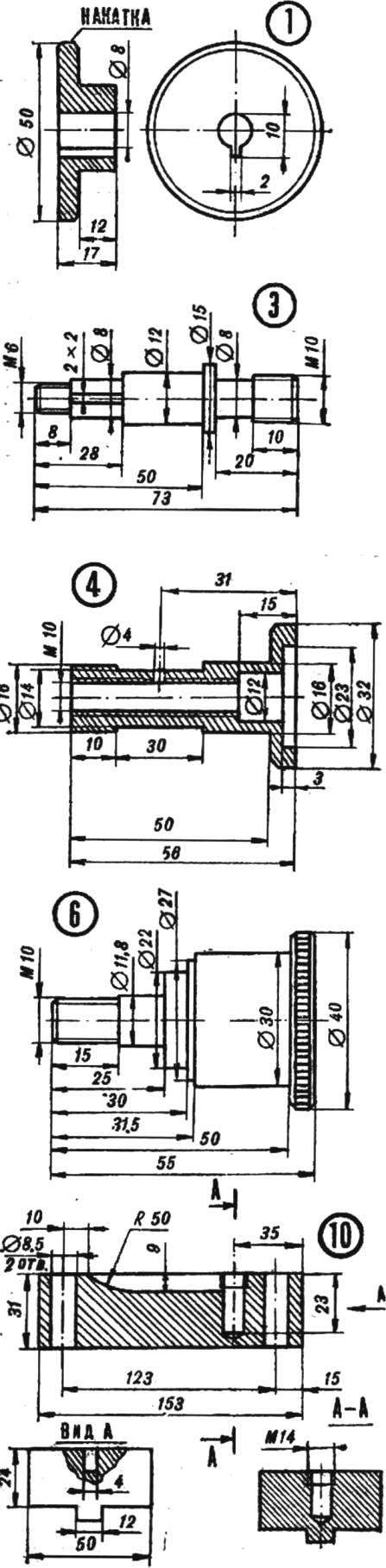
Рис. 2. Приспособление в сборе:
1 — рукоятка (Ст. 20), 2 — втулка (Ст. 40), 3 — винт (Ст. 45), 4 — втулка (Ст. 40), 5 — фреза (диаметр до 100 мм), 6 — гайка, 7 — фиксатор (Ст. 45), 8 — шток (Ст. 40), 9 — пружина, 10 — основание (Ст. 20), 11 — масленка.
Настройка для каждого очередного зуба происходит в следующем порядке: отпускается рукоятка, и выводится из зацепления фиксатор; фреза поворачивается на один зуб и снова фиксируется; рукоятка затягивается; включается продольная подача станка.
Приспособление может быть рекомендовано к внедрению не тоько на станциях юных техников и в учебных мастерских, но также на предприятиях, не имеющих для этой цели специального оборудования.
Рекомендуем почитать
 МИКРОТРАКТОР
МИКРОТРАКТОР
Микротрактор я построил на базе узлов и агрегатов автомобиля ГАЗ-51 и трактора ДТ-54. С ним легко агрегатируются различные сельхозорудия. Габариты микротрактора: длина — 2160 мм, ширина —... СГИБАЕМ ЖЕСТЬ
СГИБАЕМ ЖЕСТЬ
Далеко не всегда жесть гнется по размеченной вами линии — особенно это относится к небольшим деталям. Делу поможет резак, заточенное старое ножовочное полотно. По намеченной линии сгиба...
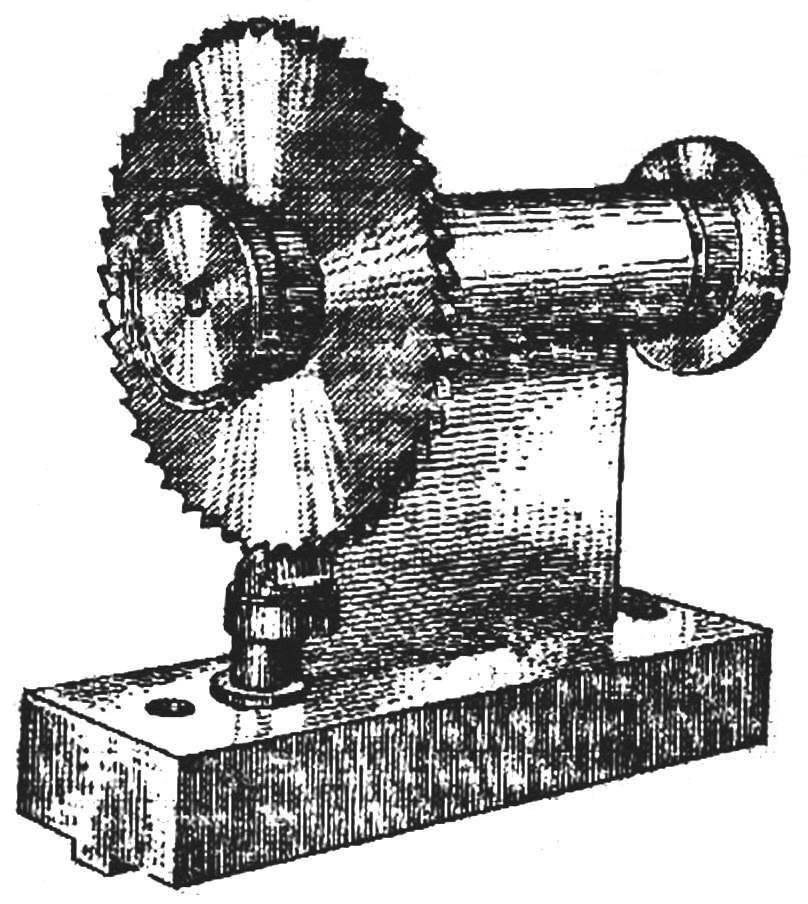
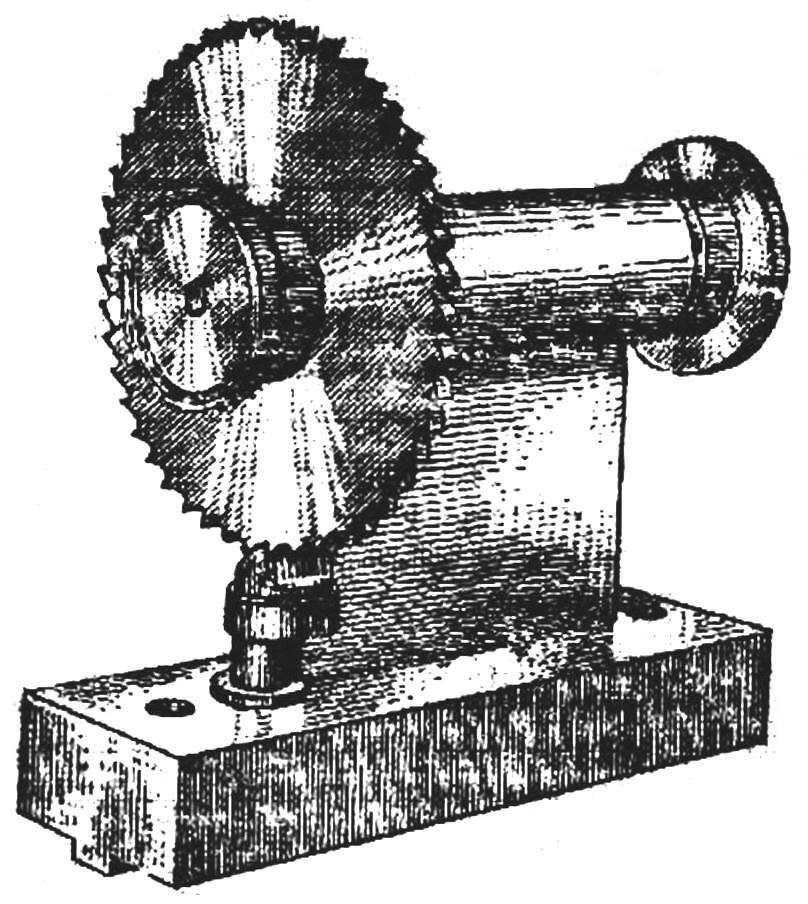 Устройство для затачивания дисковых фрез обеспечивает необходимую точность и равномерность обработки каждого зуба. Оно позволяет точно фиксировать фрезу относительно обрабатывающего инструмента — шлифовального круга. Приспособление устанавливается на стол фрезерного станка и закрепляется двумя винтами М8.
Устройство для затачивания дисковых фрез обеспечивает необходимую точность и равномерность обработки каждого зуба. Оно позволяет точно фиксировать фрезу относительно обрабатывающего инструмента — шлифовального круга. Приспособление устанавливается на стол фрезерного станка и закрепляется двумя винтами М8.