Обширная корреспонденция наших читателей содержит просьбы давать как можно больше информации по рациональному решению отдельных деталей и узлов моделей, чаще приводить различные советы по технологическим приемам обработки материалов и их окончательной отделке.
В ответ на эти пожелания редакция подготовила специализированную подборку материалов, рассчитанных на судомоделистов. Если отзывы на эту публикацию позволят судить о ее удаче, то в будущем на страницах «М-К» мы сможем помещать подобные целевые подборки.
Точность обводов корпуса — это и хороший внешний вид судомодели, и высокие ходовые качества. Но как же трудно добиться желаемого результата при традиционных методах работы! Множество контршаблонов, каждый из которых сам по себе требует самого внимательного исполнения и подгонки всего комплекта к постепенно обрабатываемой болванке корпуса, — дело, требующее почти профессиональных навыков. Любые же упрощения идут во вред точности.
Способ, предложенный москвичом Станиславом Яковлевым, позволяет не только многократно сократить трудоемкость подобных процессов, но и значительно снизить массу корпуса при рекордно малом расходе материала — пенопласта твердых сортов. Способ назван автором «матрешкой», почему — станет ясно из описания. Рекомендуем его как новичкам, так и более опытным моделистам.
Большинство корпусов имеет два вида поверхностей: цилиндрические (они обычно расположены в середине) и условно конические. Последние с достаточной для практических целей точностью могут быть представлены набором конических поверхностей, проведенных через каждую соседнюю пару шпангоутов. Именно это допущение и позволяет упростить изготовление наиболее сложных криволинейных участков, перейдя к способу «матрешка».
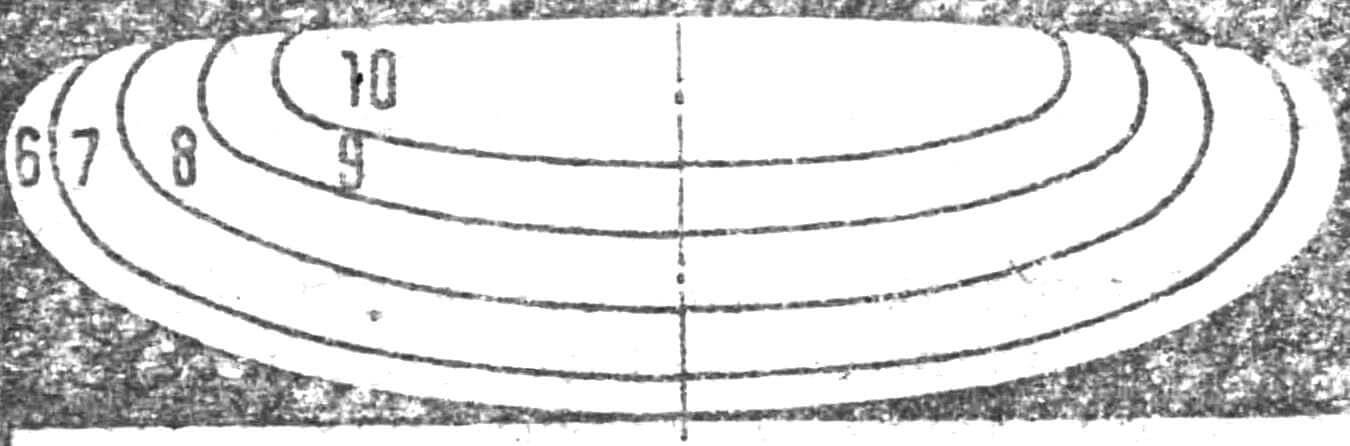
При рассмотрении проекций «корпус» (в качестве примера можно взять модель яхты, чертежи которой были опубликованы в «М-К» № 8 за 1983 год) легко заметить: шпангоуты как бы помещены один в другой. Остается лишь разрезать пенопластовую заготовку, имеющую толщину, равную межшпангоутному расстоянию, так, чтобы извлечь без отходов конические «межобводные скорлупки» одну из другой. Собираемый затем из них склейкой по торцам корпус будет не только иметь требуемую точность обводов, но и окажется облегченным.
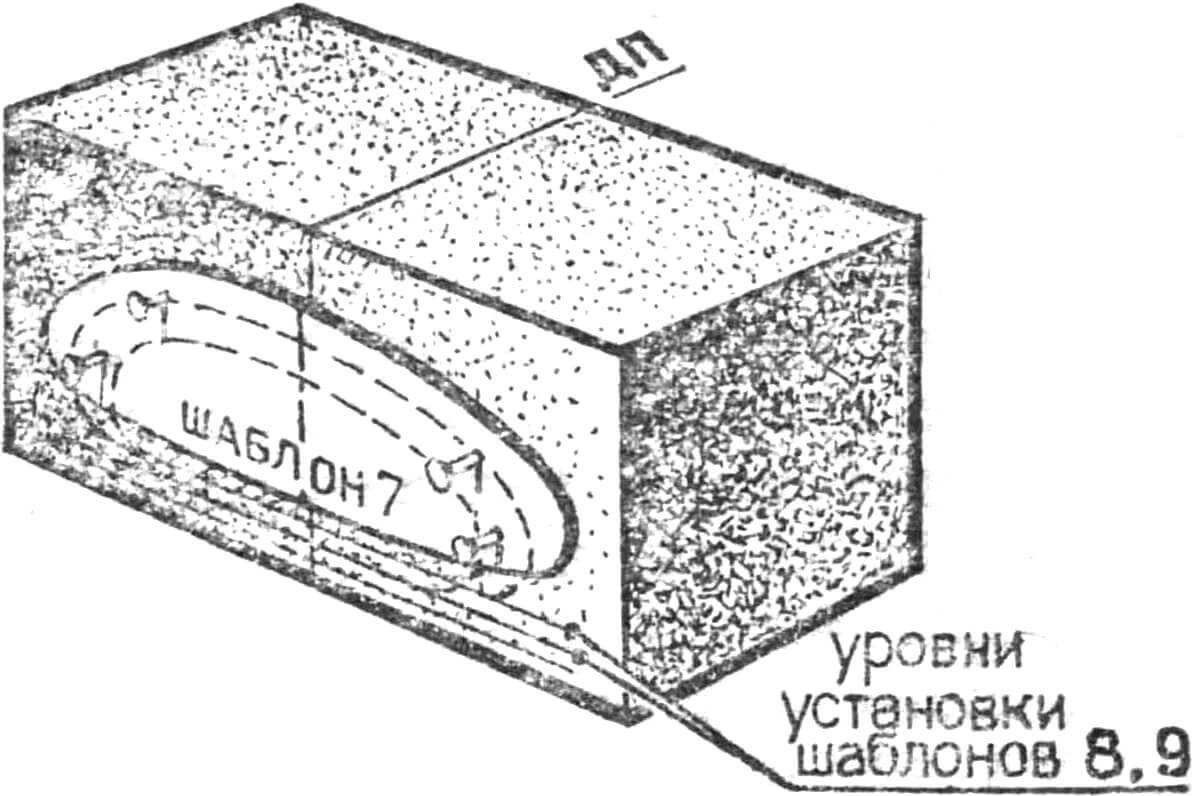
Перед началом работы пенопластовая заготовка (ее допустимо собрать на клее ПВА или БФ из отдельных брусков) калибруется по межшпангоутному размеру, и третья сторона, например, палубная, выполняется строго перпендикулярной двум обработанным. Желаемого результата легко добиться, применив термолобзик. Этот инструмент понадобится и для разрезки «кубика» на готовые детали. На всех трех выровненных сторонах проводится меткая линия ДП.
Шаблоны шпангоутов — из текстолита, гетинакса, плотного картона или жести. При их вырезке необходим припуск на толщину материала будущей палубы и покрытия корпуса клеем и краской.
Закрепив с одного торца заготовки шаблон, например, № 6, а с другого — № 7, отрезают терморезаком выступающий пенопласт. Все перемещения режущего элемента — максимально плавные. Это сократит объем последующих работ по шлифовке волнообразности «конусов». Характерные места, такие, как переход от бортов к палубе или область киля, прорезаются одновременно.
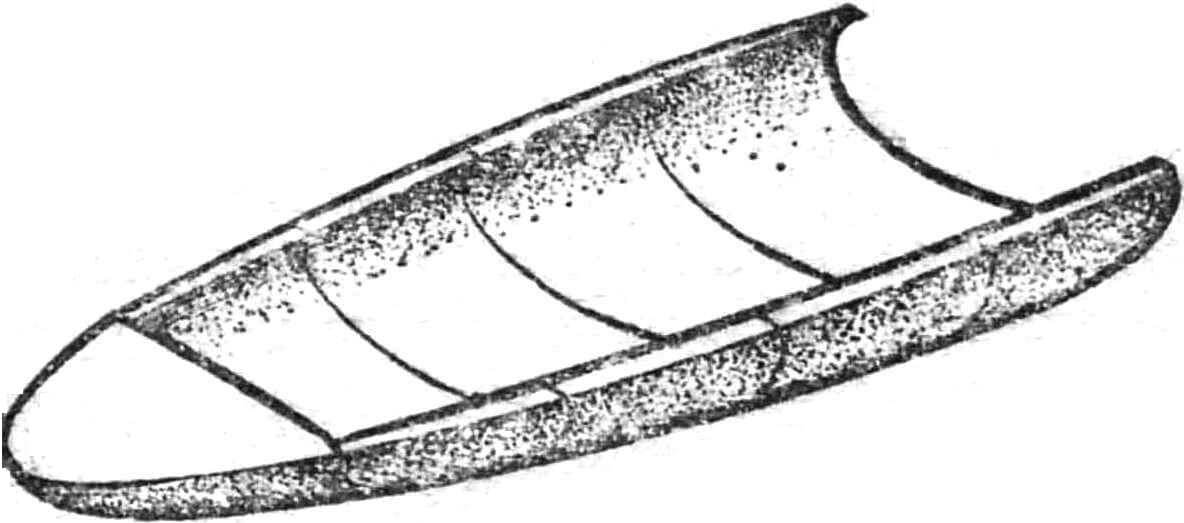
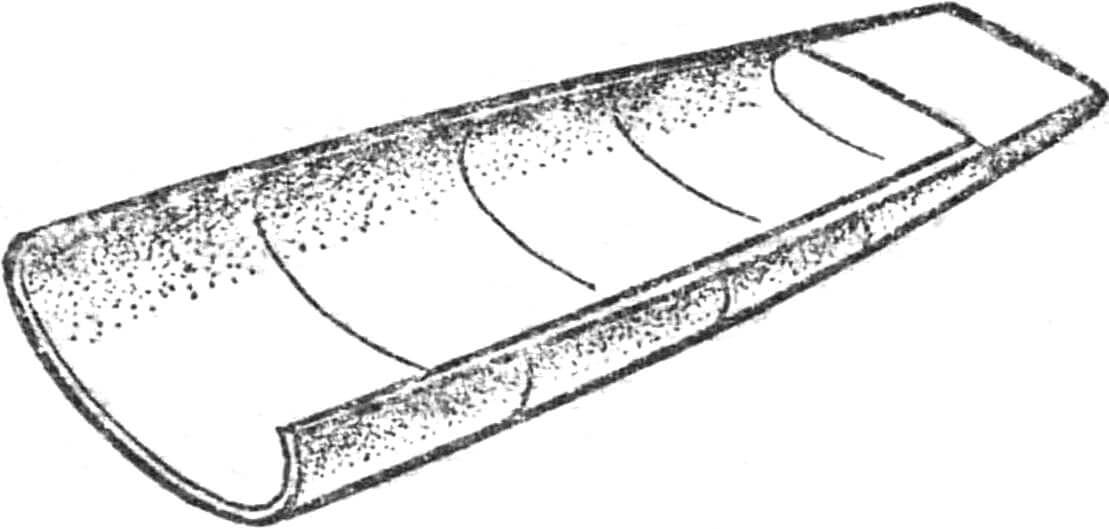
Теперь дело за внутренней поверхностью промежутка 6—7. К торцам заготовки прикрепляются шаблоны: вместо шаблона № 6 ставится 7, вместо 7 — 8. Таким образом после очередной резки образуется поверхность промежутков 7 — 8. Словом, из одного куска пенопласта последовательно «извлекаются» все элементы носовой или кормовой части корпуса (рис. 2 и 3)!
Чтобы обеспечить достаточную прочность, толщина «скорлупок» должна быть не менее 3 — 4 мм. Если расстояния между сечениями (точнее, их контурами) проходят ближе, таких заготовок делают две. Их разрезают, используя лишь четные шаблоны с одной стороны, а нечетные с другой. Например, после резки участка 6 — 7 на место 6 ставится 8, а на место 7 — 9. Промежуток 7 — 8 и соответствующие выполняются из второго бруска.
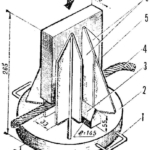
При очень близком расположении обводов друг к другу в килевой части корпуса полезно вначале обрабатывать заготовки, установив пару шаблонов на некотором удалении от плоскости палубы (рис. 4). Это позволит каждую последующую пару закреплять ближе к палубе и таким образом получить требуемую толщину «скорлупок» в районе киля. В любом случае вырезаемые детали должны вкладываться друг в друга при хранении, как фигурки у «матрешки».
Шаблоны при желании можно впоследствии использовать в конструкции модели в качестве водонепроницаемых переборок или элементов жесткости. Поставив эту задачу, толщину заготовки уменьшают в соответствии с толщиной шаблонов. А если корпус решено оставить чисто пенопластовым, при некотором навыке всю обработку ведут с использованием лишь половинок шаблонов. Такие проще сделать по публикуемым чертежам полусечений корпусов, а симметричность обводов будет выше.
Надо отметить, что возможности нового способа далеко не исчерпываются приведенными вариантами. В некоторых случаях удобнее пользоваться не шпангоутными сечениями, а ватерлиниями или батоксами. Цилиндрические же участки вырезаются обычными методами.
Сборка проводится на подготовленной палубе вверх килем с использованием водостойкого клея. Пенопласт предохраняют от растворения нитроцеллюлозных отделочных составов за счет промежуточного покрытия из клея БФ-2. Дальнейшие отделочные или обтяжечные операции хорошо известны моделистам.
Полученный пенопластовый корпус может послужить моделью под гипсовую матрицу для скорлупных выклеек. Особо привлекателен предложенный способ для кружковой работы, когда появляется необходимость изготовить целый ряд одинаковых корпусов при минимальном расходе материала.
С. ЯКОВЛЕВ
Рекомендуем почитать
 «СЕКАЧ» ДЛЯ ТРОСА
«СЕКАЧ» ДЛЯ ТРОСА
Участник НТТМ, армейский новатор Ю. Бандурко, предложил простейшее устройство для рубки стального троса. Это стальная плита-основание, к которой привариваются крестообразно расположенные...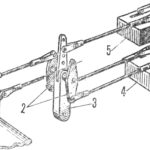 МЕХАНИЧЕСКИЙ МИКШЕР
МЕХАНИЧЕСКИЙ МИКШЕР
На радиоуправляемых моделях самолетов, планеров и вертолетов нередко приходится одновременно Заставлять отклоняемые органы управления выполнять различные функции. Скажем, на моделях...