 Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щелочных и кислотных аккумуляторов, обеспечении запуска и последующей работы двигателя постоянного тока мощностью до 1,5 кВт. Более того, представляемый мною универсал — это еще и превосходный источник безопасного напряжения для электрооборудования погреба, подвала, мастерской…
Вот уже более десяти лет пользуюсь самодельным устройством, отлично зарекомендовавшим себя при сварке, резке металлических листов толщиной от 0,6 до 12 мм, подаче электропитания на время запуска двигателя автомашины стартером, зарядке щелочных и кислотных аккумуляторов, обеспечении запуска и последующей работы двигателя постоянного тока мощностью до 1,5 кВт. Более того, представляемый мною универсал — это еще и превосходный источник безопасного напряжения для электрооборудования погреба, подвала, мастерской…
В основе устройства самодельный силовой трансформатор Тс—однофазный, стержневой (сечение магнитопровода из электротехнической стали 60×80 мм), с первичной обмоткой I, которая имеет 230 витков медного провода диаметром 2 мм, двумя вторичными (II-1 и II-2 по 32 витка, сечение провода в каждой — 32 мм2). Есть у этого 25-кг крупногабаритного (280x240x120 мм) электрического прибора и обмотка III, насчитывающая 50 витков провода сечением 40 мм2.
Другое массивное и объемистое самодельное устройство — дроссель Lc — тоже наматывается на сердечнике стержневого типа (сечением 40×30 мм — половина набора магнитопровода Тс), но с «воздушным» зазором, образуемым 4-мм стеклотекстолитовой прокладкой. Здесь всего лишь две 60-витковые обмотки из медного изолированного провода диаметром 6— 8 мм, соединенные последовательно.
Чуть в стороне от дросселя Lc располагается блок конденсаторов фильтра типа КБГИ общей емкостью 2000 мкФ с рабочим напряжением 80 В.
Под стать Тс и Lc — выпрямительный блок, включающий в себя пару мощных электрических вентилей Д200 (VD1с— VD2c) и «электровозных» тиристоров Т160 (VS1с— VS2с), управляемых специальным блоком на микросхеме с пятью транзисторами. Конечно же, все примененные силовые полупроводниковые приборы — на алюминиевых радиаторах.
Поскольку во время работы (особенно при сварке и резке металла) выделяется значительное количество тепла, постольку в состав устройства входит электровентилятор принудительного охлаждения (электродвигатель М1 с крыльчаткой на валу). Располагается он в непосредственной близости от силового трансформатора, чтобы как можно больше теплоизлучающей поверхности попадало под напор воздуха.
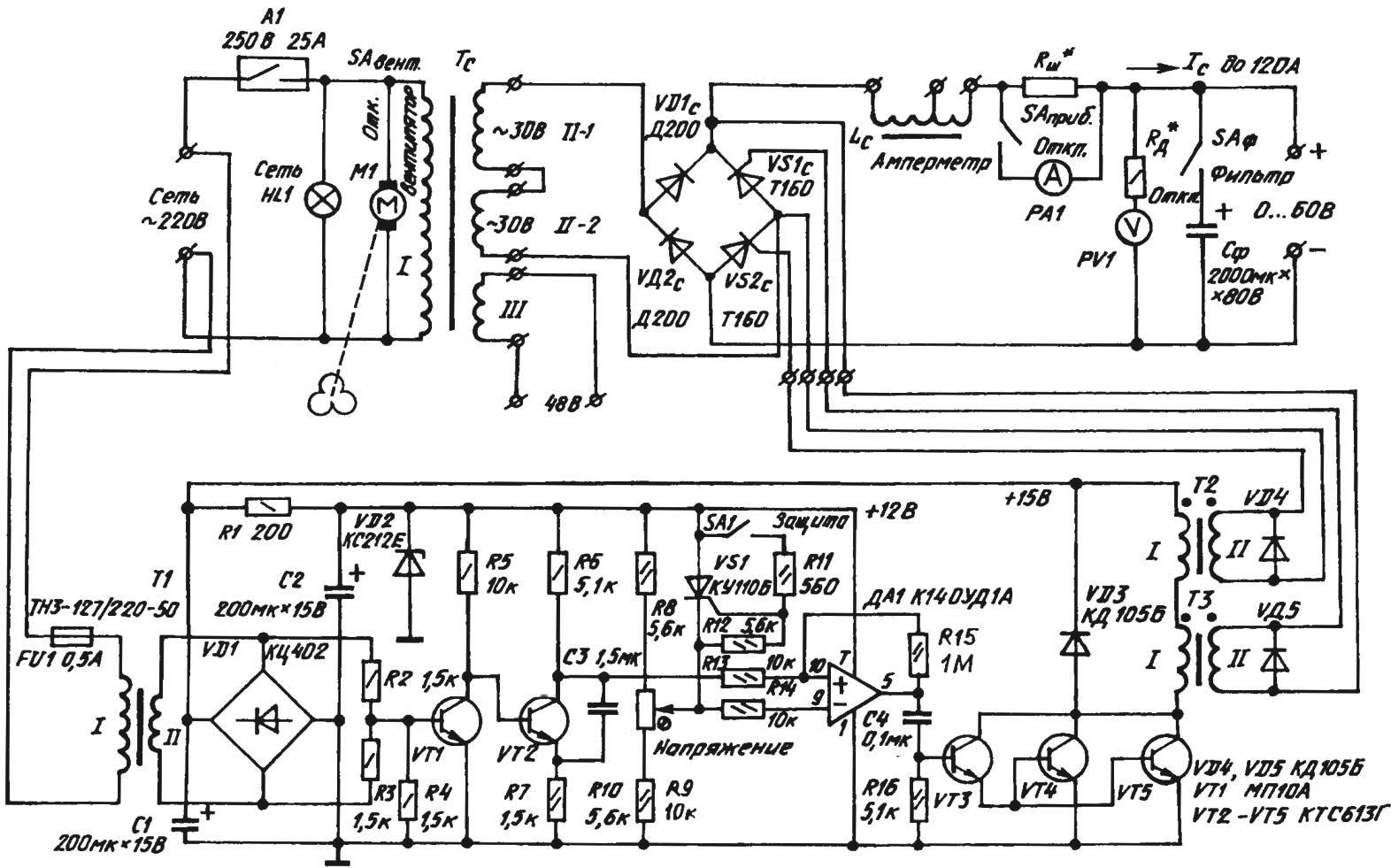
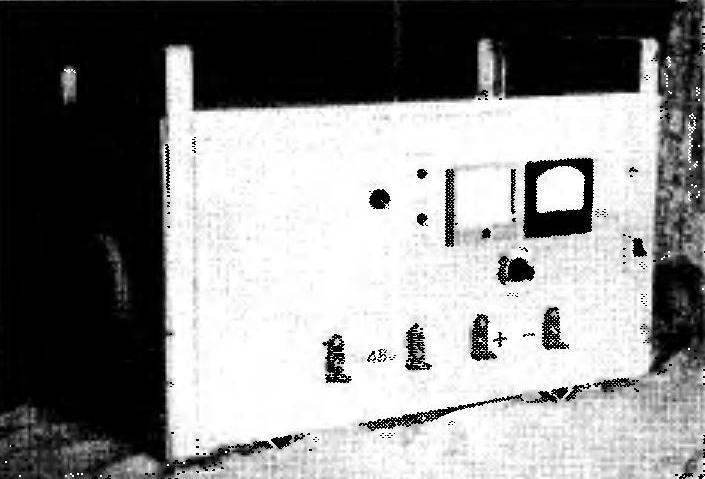
Рис. 1. Принципиальная электрическая схема самодельного сварочно-зарядно-пускового устройства
В 50—60 мм от Тс крепится дроссель Lс так, чтобы центральная часть его обмоток совпадала с центральной осевой линией электровентилятора (для лучшего обдува). Ну а остаток принудительного воздушного потока охлаждения распределяется между силовыми полупроводниковыми приборами и остальными элементами и узлами устройства. Блок управления тиристорами — в их числе. Смонтированный на отдельной плате, он располагается над дросселем перпендикулярно его обмоткам (рис. 2).
Блок управления тиристорами представляет собой не что иное, как фазо-импульсный регулятор работы диодно-тиристорного моста, рассчитанного на ток до 500 А. Смонтированный из широко распространенных радиодеталей и типовых узлов промышленного изготовления, он обеспечивает высокое качество регулирования и возможность надежного фракционирования в автоматическом режиме.
Имеется здесь и электронная защита преобразователя от нестандартных ситуаций, срабатывающая путем мгновенного блокирования выходных импульсов. Этому служит электронное устройство на тиристоре VS1, в цепи управляющего электрода у которого—датчики аварийного состояния (например, герконы ограничителей тока, контакты ртутных термометров и им подобные компактные устройства), соединенные параллельно и работающие на замыкание цепи ЗАЩИТА (на рис. 1 показана только одна пара таких контактов — SA1).
При замыкании любого из датчиков аварийного состояния происходит отпирание тиристора VS1, который впоследствии так и остается открытым. А это значит, что на инвертирующий вход операционного усилителя — микросхемы DA1 поступает потенциал, превышающий все возможные значения пилообразного напряжения на его неинвертирующем входе. В результате на выходе «операционника» устанавливается нуль, транзисторы VT3 — VT5 остаются закрытыми и выходные импульсы к тиристорам не поступают.
Возвращают блок в исходное состояние кратковременным отключением напряжения питания блока.
Теперь несколько рекомендаций по возможной замене радиодеталей. В роли транзисторов VT1 и VT2 вполне приемлемы более современные и широко распространенные КТ315 и КТ312; вместо трех оконечных триодов (VT3 и работающих параллельно VT4 — VT5) достаточно всего двух полупроводниковых КТ829.
В качестве КД105Б (VD3 — VD5) неплохо показывают себя любые кремниевые диоды с обратным напряжением не менее 100 В и прямым импульсным током не менее 3 А. Ну а выпрямительный мост VD1 (сборку КЦ402) можно смело заменять любым аналогом из серии КЦ402 — КЦ405.
«Силовичок» Т1 желательно брать готовым— типа ТВК-70Л2 или ТВК-110Л. Аналогично следует поступать и при выборе импульсных трансформаторов Т2 и ТЗ. Конечно же, предпочтение — промышленным МИТ-2В. Однако при необходимости можно довольствоваться и самодельными «импульсниками», намотанными на любых стандартных ферритовых кольцах диаметром 20—50 мм. Надо лишь, чтобы первичная обмотка каждого трансформатора содержала 50 витков провода ПЭВ-0,2. Соответственно, во вторичной должно быть 150 витков ПЭВ-0,2. Начало каждой обмотки рекомендуется выделять (например, цветной меткой), чтобы не ошибиться при распайке в соответствии с принципиальной электрической схемой, где метки условно обозначены точками.
Длительность управляющих импульсов, поступающих на тиристоры, равна 100—200 мкс.
В авторском исполнении сварочно-зарядно-пусковое устройство смонтировано внутри металлического каркаса размерами 500x310x300 мм, изготовленного из стального уголка 15×15 мм. В такой конструкции почти друг за другом расположены: электровентилятор принудительного воздушного охлаждения, силовой трансформатор, дроссель, выпрямительный блок, а сверху (как уже отмечалось) блок управления тиристорами.
Рис. 2. Готовое устройство (слева) и вид на его компоновку при снятой задней стенке (справа)
На лицевой панели установлены: выключатель сетевого напряжения с автоматической защитой, индикаторная лампочка СЕТЬ, вольтметр постоянного тока на 30 В, электроизмерительный стрелочный прибор постоянного тока на 50 А с тумблером АМПЕРМЕТР-ОКЛ, потенциометр НАПРЯЖЕНИЕ блока управления тиристорами, тумблеры ВЕНТИЛЯТОР и ФИЛЬТР-ОТКЛ. Ниже расположены в один ряд клеммы «+» и «-» для подключения как к автомобильной батарее для ее зарядки, так и к стартеру для запуска двигателя автомашины при разряженном аккумуляторе, а в режиме СВАРКА — для подсоединения сварочного кабеля с держателем электрода и «земельного провода» при проведении сварочных работ и резки металла, клеммы ~ 48 В. Ну а под верхней крышкой устройства установлена контактная колодка с перекидными медными шинами для дополнительных переключений в режим СВАРКА и ЗАРЯДНИК.
Исходя из собственного опыта, рекомендую при электромонтаже устройства добиваться особо прочного контакта во всех электрических цепях в соответствии с принципиальной электрической схемой. Силовые провода настоятельно советую снабдить наконечниками из медной трубки, сплющить и пропаять концевую часть каждой клеммы, а затем — просверлить по отверстию диаметром 6,5 мм для крепежных болтов. Более того, все болтовые соединения оснастить шайбами Гровера для лучшего стягивания и получения плотного электроконтакта. Особенно это актуально для электрических соединений силового трансформатора, дросселя и выпрямительного блока.
Что касается порядка работы на сварочно-зарядно-пусковом устройстве, то здесь, как говорится, никаких проблем.
В частности, при выполнении сварочных операций (режим СВАРКА) требуется вставить штепсельную вилку сетевого электрошнура в розетку (проследив, чтобы фазный провод действительно шел к автоматическому выключателю—для быстрого и четкого срабатывания электрозащиты при перегрузке и коротком замыкании). По включению автомата А1 должна загореться индикаторная лампочка СЕТЬ. Затем надо подсоединить «земельный провод» (тянущийся от детали, подготовленной к сварке) к клемме «-», а сварочный кабель (идущий от держателя электрода) — к клемме «+».
Включив электровентилятор воздушного охлаждения устройства, следует отключить амперметр, который, в противном случае, может выйти из строя. Остается вставить в держатель электрод, подобрать потенциометром НАПРЯЖЕНИЕ регулировку вентильного моста на необходимый ток и приступить к сварочным работам.
Для режима ЗАРЯДНИК алгоритм несколько иной. Здесь уже надо подключить к клеммам устройства «+» и «-» соответствующие выводы от аккумулятора, а потенциометром НАПРЯЖЕНИЕ отрегулировать «троллейбусные» тиристоры на выдачу выпрямителем необходимого зарядного тока.
ЗАПУСК отличается от режима ЗАРЯДНИК тем, что на клеммы аккумулятора подается повышенный ток до 50 А в течение нескольких секунд, пока включается стартер автомобиля.
Основные характеристики устройства
Напряжение первичной электросети, В………….220
Регулируемый сварочный ток, А……………….0—120
Регулируемый зарядный ток, А…………………..0—75
Регулируемое выходное напряжение, В……..0—70
Максимальная мощность, кВА………………………….3
Габаритные размеры, мм………………..590x310x300
Масса, кг……………………………………………………….40
А. ШИХАНСКИЙ, г. Вольск
Рекомендуем почитать
 ЕЩЕ О «МОЛНИИ»
ЕЩЕ О «МОЛНИИ»
В журнале «Моделист-конструктор» № 12-97 давался совет о восстановлении застежки молния при ослаблении замка-ползунка надо поджать его пассатижами. Однако замок не срабатывает иногда по... НЕ ПОМАДА, А …СВЕРЛА
НЕ ПОМАДА, А …СВЕРЛА
Отслужившим свое пенальчик от губной помады может стать превосходным футляром для хранения микросверл. На дно опустевшего стаканчика опустим картонный кружок (чтобы перекрыть нижнее...