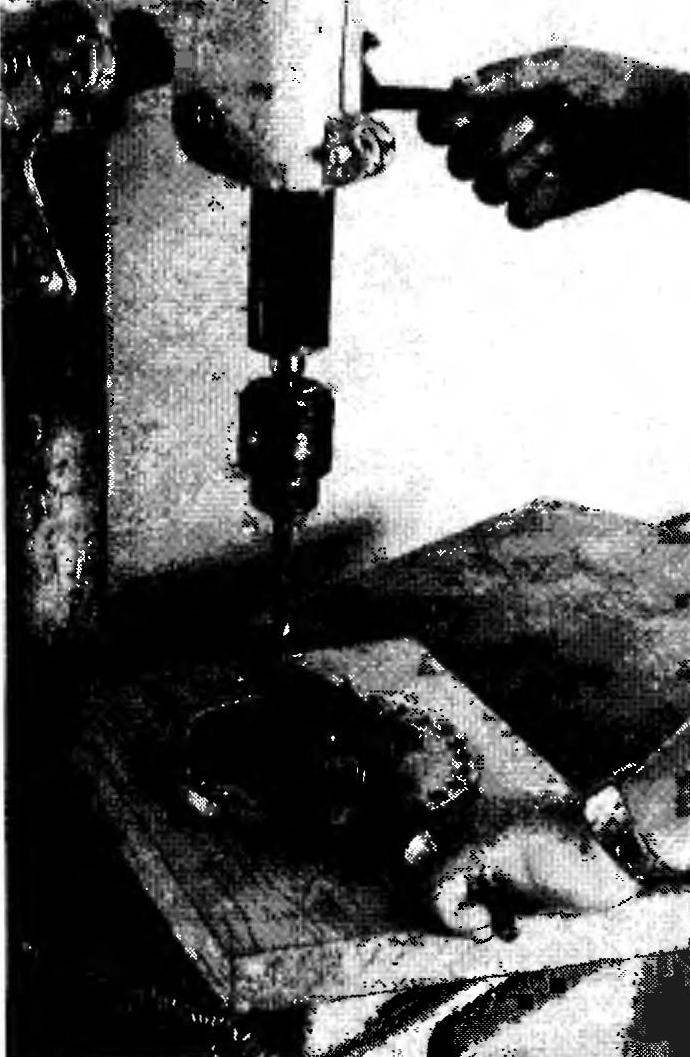
Введем сверло диаметром 11,8 мм в кондукторное отверстие до соприкосновения с заготовкой и, не нажимая на рычаг подачи, включим станок, дав возможность кондуктору самому «уточнить» свое положение. Затем, плавно осуществляя подачу, сделаем пробное сверление.
Штангенциркулем проверим по диаметру заготовки длину отрезка между краями посадочного и пробного отверстий. Она должна равняться:

Скорректируем положение планки-кондуктора и добьемся более точного попадания сверла между очерченными окружностями. Окончательно затянем гайки регулировочных болтов.
Пробную заготовку заменим на основную и описанным выше способом, фиксируя шестерню через каждый зуб, просверлим все 27 отверстий. (Во избежание погрешностей необходимо следить, чтобы не было грязи, забоин, заусенцев и тому подобного в месте соприкосновения зубьев шестерни с фиксирующим штифтом.) Получим основания зубьев и впадины звездочки, которые не потребуют дальнейшей обработки.
Затем обточим заготовку на токарном станке до диаметра окружности выступов, определяемого по формуле упрощенного расчета:

Из куска ножовочного полотна вырежем шаблон профиля головки зуба. Расположив его между отверстиями заготовки звездочки, вставим шип вкладыша и очертим профиль всех зубьев иглой. То же самое сделаем и с другой стороны заготовки. Соединим по линейке концы противоположных рисок.
Срежем слесарной ножовкой излишки металла между головками зубьев с припуском 1 мм, используя для контроля ограничитель (см. рис. 2), сделанный из полоски листового металла шириной 12 мм (по толщине звездочки). Окончательно доведем профиль зубьев на ручном или электрическом точиле тонким наждачным кругом.
Шаблоном из тонкой бумаги, наклеенным на один из зубьев, обозначим профиль зуба в поперечном направлении и опилим заготовку звездочки плоским напильником, закрепив ее на оси точила.
При подборе шестерни следует учитывать, что точность изготовления выше в тех случаях, когда габариты ее и заготовки близки.
Соблюдая описанную технологию и умело владея инструментами, можно получить самодельные звездочки, мало чем отличающиеся и по внешнему виду, и по качеству от заводских. Такие я использую в трансмиссии мотоблока, который безотказно служит мне уже несколько лет.
И. ГУБАНИЩЕВ, г. Комсомольск-на-Амуре
Рекомендуем почитать
 В НАДЕЖДЕ НА НОВУЮ «КЛАССИКУ»
В НАДЕЖДЕ НА НОВУЮ «КЛАССИКУ»
Массовый легковой автомобиль LADA KALINA. Заветную мечту о массовой надёжной компактной и недорогой легковой машине отечественный автолюбитель терпеливо вынашивал чуть ли не с момента... Су-15
Су-15
Второе рождение опытного конструкторского бюро, которое вновь возглавил известнейший советский авиаконструктор Павел Осипович Сухой, произошло в 1953 году. Новому опытно-конструкторскому...

 Конструкторы-любители часто применяют в трансмиссиях своих машин цепные передачи. И сталкиваются порой вот с какой проблемой: для расчетного передаточного числа цепной пары трудно подобрать готовые звездочки с требуемым количеством зубьев. А ведь их вполне возможно изготовить самостоятельно, используя кондуктор, собранный на основе шестерни размерами, близкими к искомым. Предположим, нужна звездочка с 26 зубьями и шагом 19,05 мм. Подберем шестерню с тем же или близким числом зубьев. Допустим, их 27. (В этом случае передаточное отношение изменится незначительно — на 4%.) Шестерня закалена, имеет толщину 19 мм и посадочное отверстие диаметром 20 мм.
Конструкторы-любители часто применяют в трансмиссиях своих машин цепные передачи. И сталкиваются порой вот с какой проблемой: для расчетного передаточного числа цепной пары трудно подобрать готовые звездочки с требуемым количеством зубьев. А ведь их вполне возможно изготовить самостоятельно, используя кондуктор, собранный на основе шестерни размерами, близкими к искомым. Предположим, нужна звездочка с 26 зубьями и шагом 19,05 мм. Подберем шестерню с тем же или близким числом зубьев. Допустим, их 27. (В этом случае передаточное отношение изменится незначительно — на 4%.) Шестерня закалена, имеет толщину 19 мм и посадочное отверстие диаметром 20 мм.