(Продолжение. Начало в № 3, 5, 6/1970)
| 22. Пилон. Труба ᴓ65х2,1 — 1375 мм: | липа | 10. Крышка корпуса подшипн. |
| 21. Буж ᴓ 61, l — 200 мм | 1 Д16Т | 9. Отверстие под шплинт |
| 20. Винт М8 | 4 нормаль | 8. Корпус подшипников |
| 19. Гайка самоконтр. М10 | 4 нормаль | 7. Шайба ᴓ20—10, 5—0,2 |
| 18. Шайба ᴓ 14-10—1,5 | 4 ст. 20 | 6. Втулка |
| 17. Накладка лопасти 3 мм | 4 ст. 30ХГСА | |
| 16. Болт крепления лопасти | 4 ст. ЗСХГСА | 5. Ось главного шарнира |
| 15. Подшипник радиально-сферический | 1 № 61204 | 4. Ферма втулки |
| 3. Нижняя пластина втулки | ||
| 14. Подшипник радиально упорный | 1 № 36204 | 2. Ось несущего винта |
| 13. Винт крепления крышки М4 | 2 нормаль | 1. Ограничитель углов |
| 12. Шайба ᴓ26—18, 5—2 | 1 ст. 20 | отклонения несущего винта |
| 11. Гайка корончатая М18 | 1 нормаль | № Наименование |
Материал кол-во
1 Д16Т
1 Д16Т ст. 45 бронза оловянистая
1 ст. ЗОХГСА
1 Д16Т
1 Д16Т, толщ.
6 мм
1 ст. ЗОХГСА
1 Д16Т, толщ.6 мм
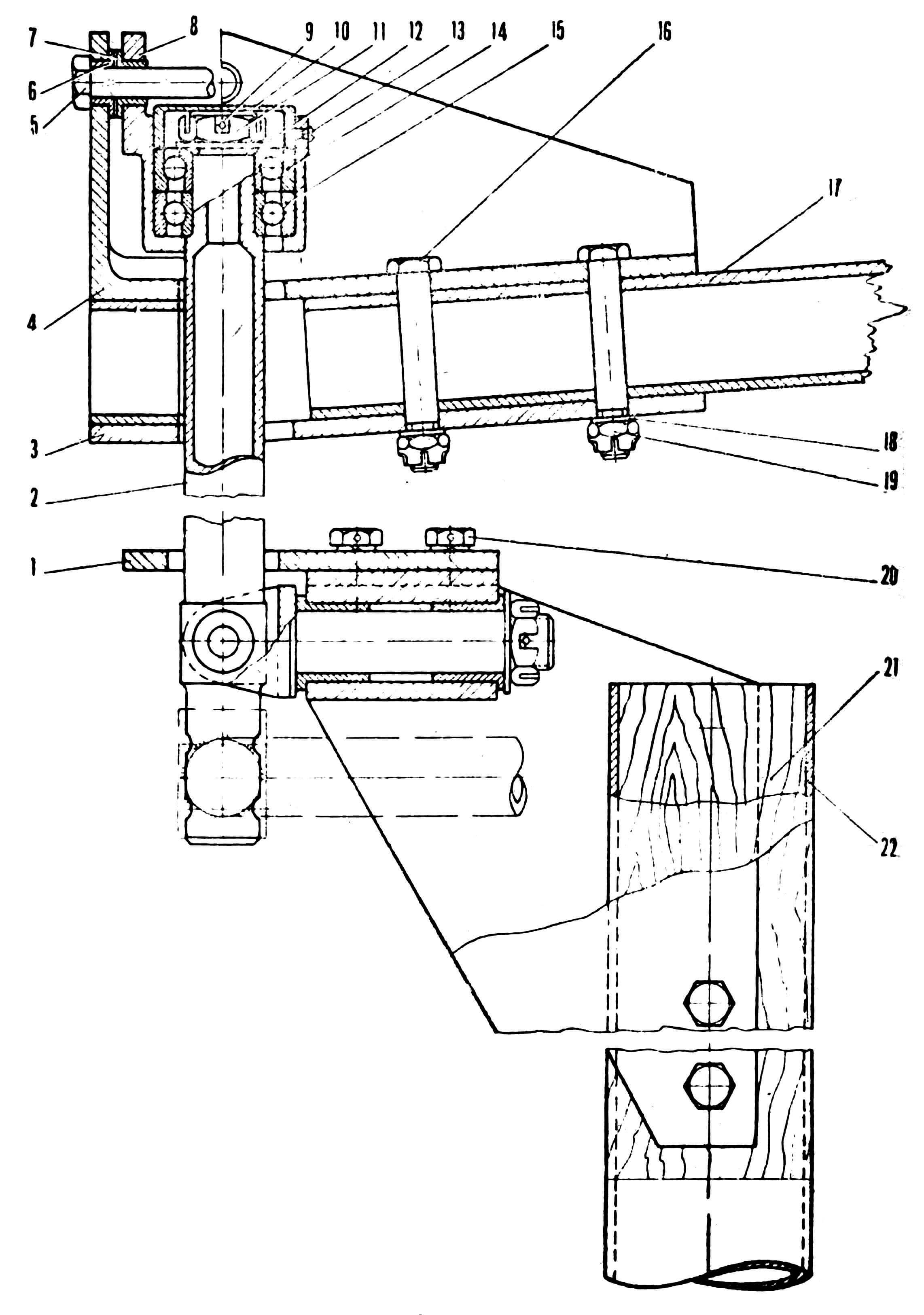
Несущий винт автожира (рис. 3) состоит из двух лопастей, втулки, оси винта с подшипниками качения, корпуса подшипников горизонтального шарнира и ограничителя углов отклонения оси несущего винта.
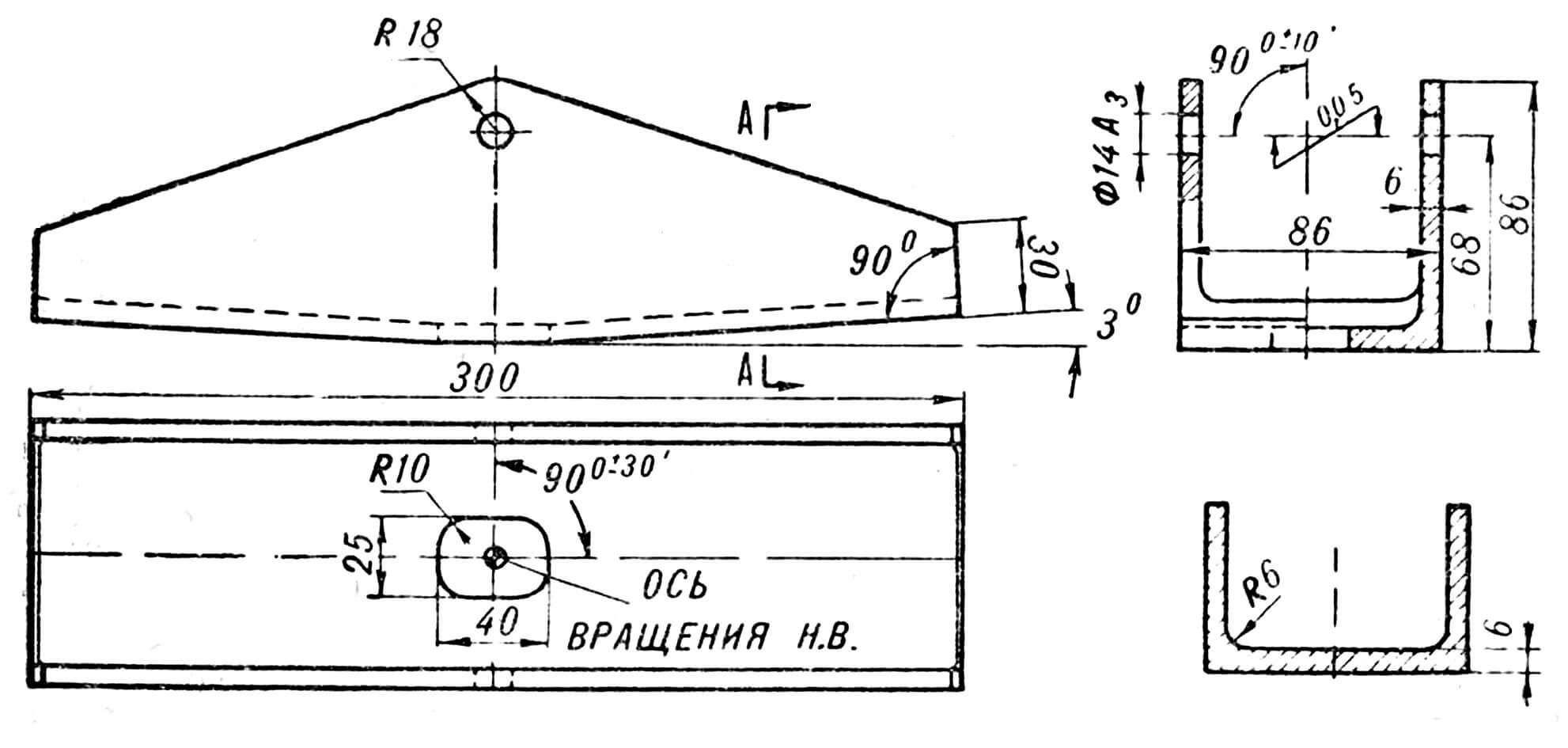
Втулка состоит из двух деталей: П-образной фермы и нижней пластины (рис. 4). Ферму желательно делать из поковки. При изготовлении ее из проката надо обратить особое внимание на то, чтобы направление проката было обязательно параллельно продольной оси фермы. Такое же направление проката должно быть и на нижней пластинке, которая делается из листа дюралюминия марки Д16Т толщиной 6 мм.
Обработка фермы ведется по операции в следующем порядке: сначала фрезеруют заготовку, оставляя припуск по 1,5 мм на сторону, затем ферму подвергают термической обработке (закалке и старению), после чего производится окончательная фрезеровка согласно чертежу (см. рис. 4). Потом шабером и наждачной бумагой на ферме выводятся все поперечные риски и наносится продольный штрих.

Ось (рис. 5) крепится на пилоне на двух взаимно перпендикулярных осях, которые позволяют ей отклоняться от вертикали на заданные углы.
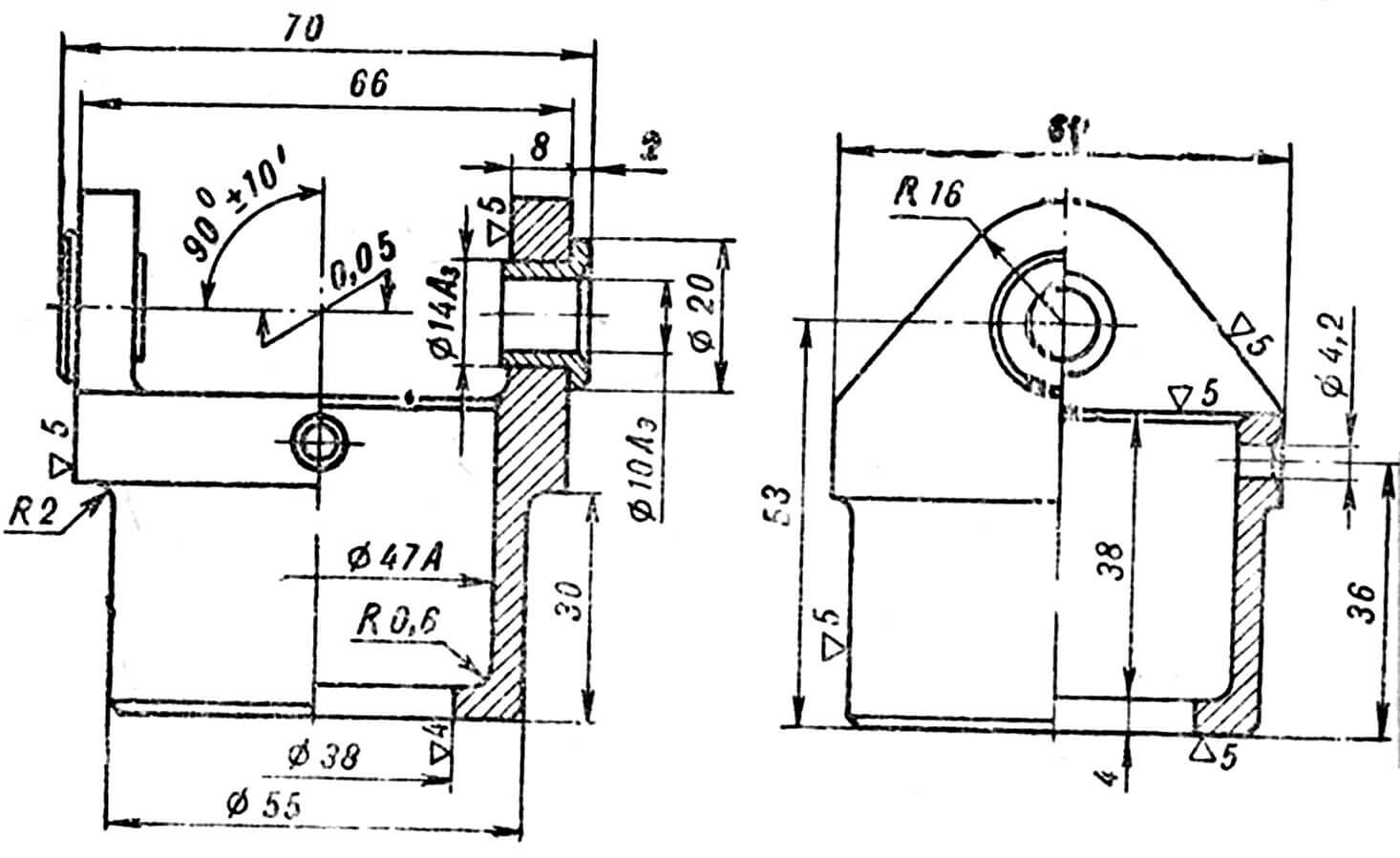
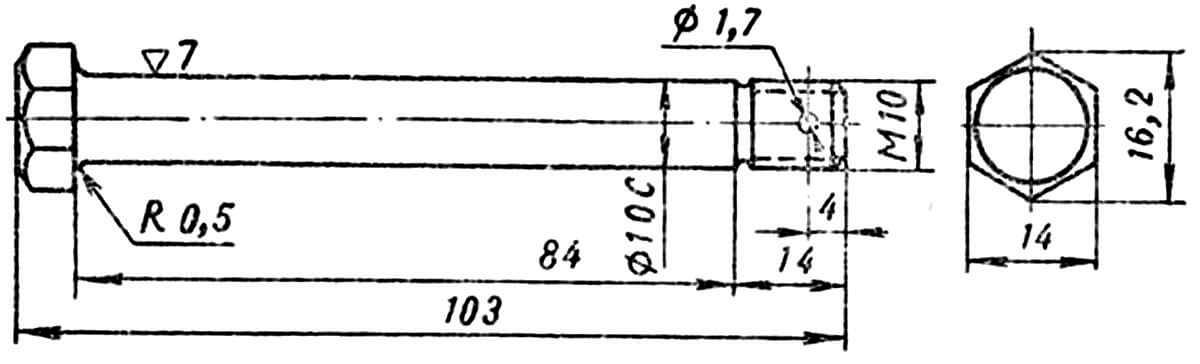
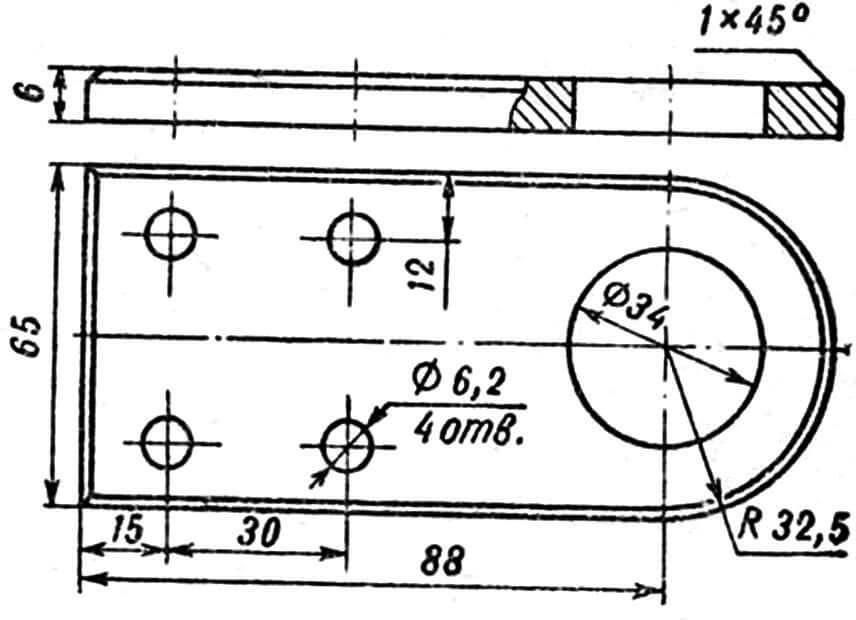
На верхнюю часть оси насажены два подшипника качения: нижний — радиальный № 61204, верхний — радиально-упорный № 36204. Подшипники заключены в корпус (рис. 6), который своим нижним внутренним бортиком воспринимает в полете всю нагрузку от веса автожира. При изготовлении корпуса надо обратить особое внимание на обработку сопряжения бортика с цилиндрической частью. Подрезы и риски в месте сопряжения недопустимы. В верхней части корпус подшипников имеет два ушка, в которые запрессованы бронзовые втулки. Отверстия во втулках обрабатываются развертками после их запрессовки. Ось втулок должна проходить через ось вращения корпуса строго перпендикулярно ей. Сквозь отверстия в ушках корпуса подшипников и втулки, которые запрессованы в щеки фермы, проходит болт (рис. 7), являющийся горизонтальным шарниром несущего винта автожира, относительно оси которого лопасти совершают маховые движения. Угол отклонения оси и соответственно изменение положения плоскости вращения диска ограничиваются пластиной, закрепленной на пилоне (рис. 8). Эта пластина не позволяет отклоняться несущему винту сверх допустимых углов, обеспечивающих управляемость автожиром по тангажу и крену.
Ю. РЫСЮК,
инженер
Рекомендуем почитать
 ЭЛЕКТРИЧЕСТВО НА СТРАЖЕ
ЭЛЕКТРИЧЕСТВО НА СТРАЖЕ
Кто не знает историю про храброго бедняка Али-Бабу из арабских сказок «Тысяча и одна ночь», подслушавшего таинственные слова, при произнесении которых открывалась волшебная дверь в... Выключателем служит… дверь!
Выключателем служит… дверь!
Существует немало надежных автоматических устройств для включения (выключения) освещения, срабатывающих при открывании (закрывании) входной двери. Но практически все они предназначены лишь...