Комбінована настільна циркулярна пила потрібна кожному модельному гуртку. Вона полегшує виконання цілого ряду робіт з дерева; а ще, замінивши на станочку інструмент, можна шліфувати дерев’яні деталі, полірувати металеві поверхні, виробляти заточування.
Для виготовлення такого станка потрібен однофазний електродвигун потужністю 150—200 Вт, що робить 2500—3000 об/хв, або трифазний електродвигун, у якому об’єднано дві з трьох фаз через «паперовий» конденсатор ємністю 20—40 мФ, розрахований на напругу 500—600 В. Реверс електродвигуна здійснюється перемиканням фаз.
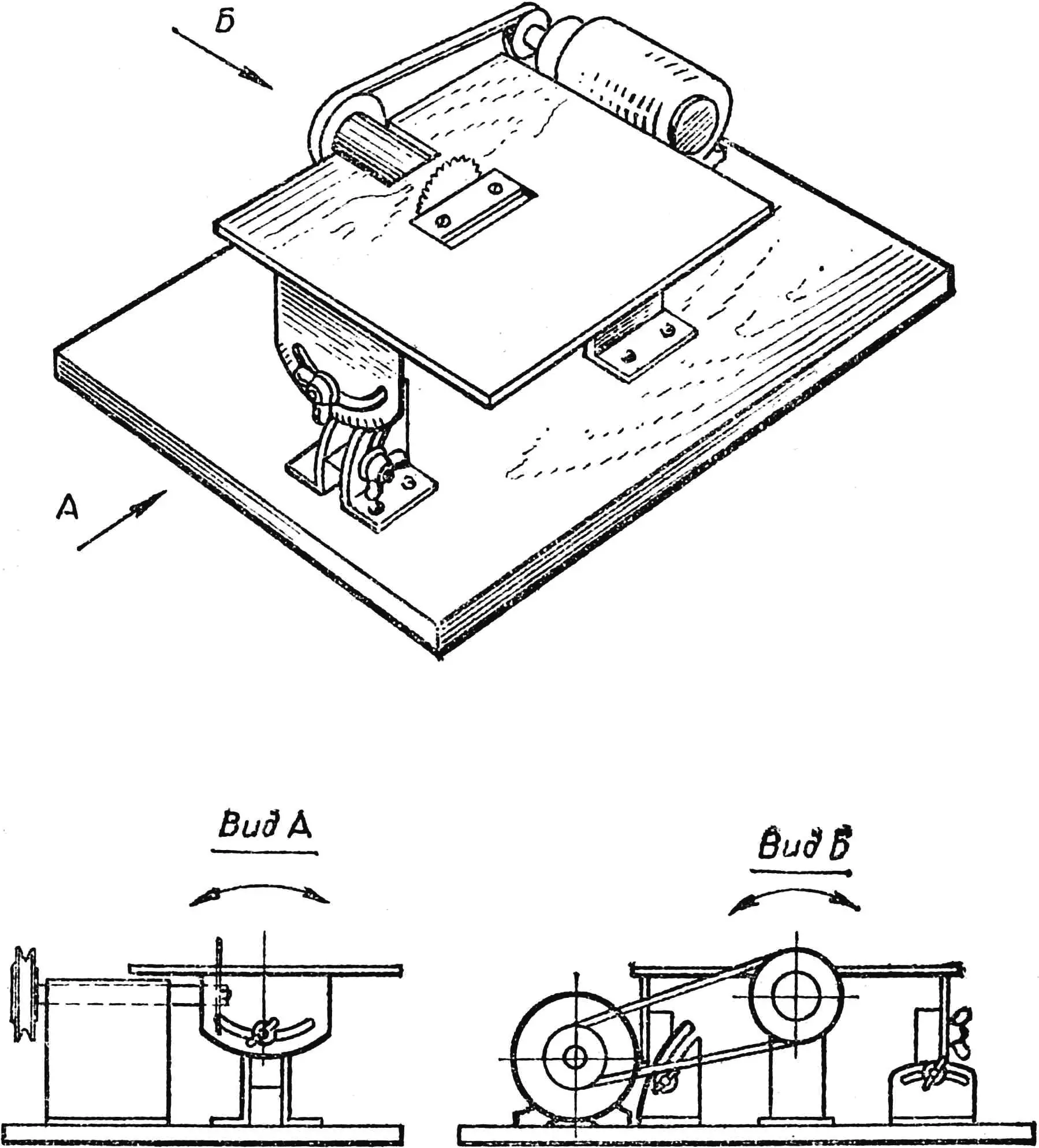
Конструкція циркулярної пилки, зображеної на рисунках 1 і 2, розрахована на використання електродвигуна з виходом вала з обох боків корпуса.
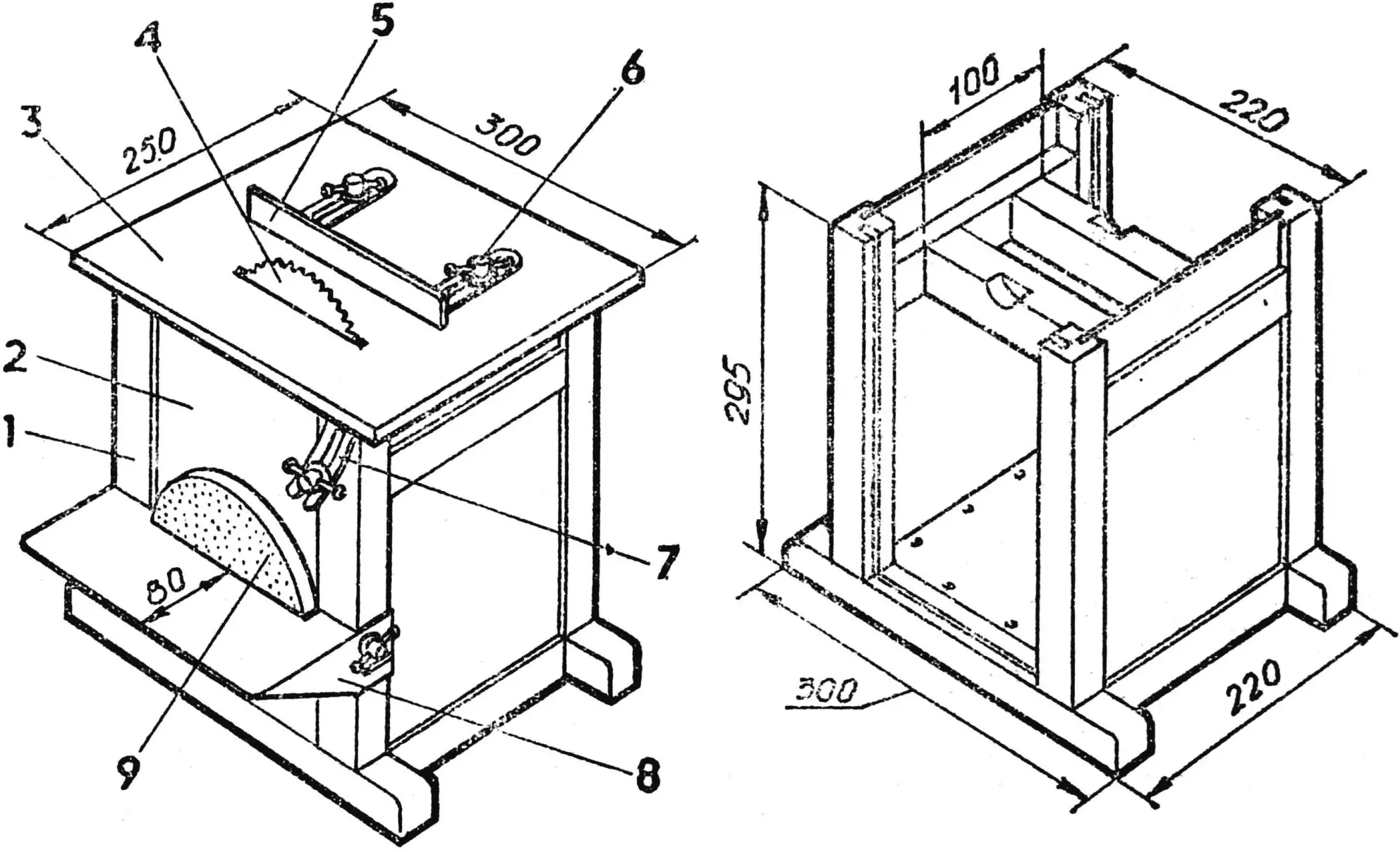
1 — станина, 2 — висувна стінка (фанера), 3 — столик (фанера), 4 — дискова пила або фреза Ø 120 — 150 мм, 5 — напрямна лінійка (сталь), 6 — гвинт-фіксатор із шайбою, 7 — напрямна (сталь), 8 — кронштейн (сталь), 9 — шліфувальний круг.
На станку встановлюються дискові пилки, а за їх відсутності можна з успіхом використовувати дискові фрези — Ø 75—150 мм і товщиною 0,8—1,5 мм.
Станина станка виготовляється з брусків дерева твердих порід перерізом 30×30 мм і збирається на шип із клеєм. Дві бокові стінки, вирізані з фанери товщиною 4—5 мм, вклеюються в обраний у брусках шпунт. Дві інші — висувні, причому одна з них має щілину під вал електродвигуна.
До нижньої рами станини кріпиться основа товщиною 10 мм. На ній за допомогою болтів і гайок встановлюється електродвигун.
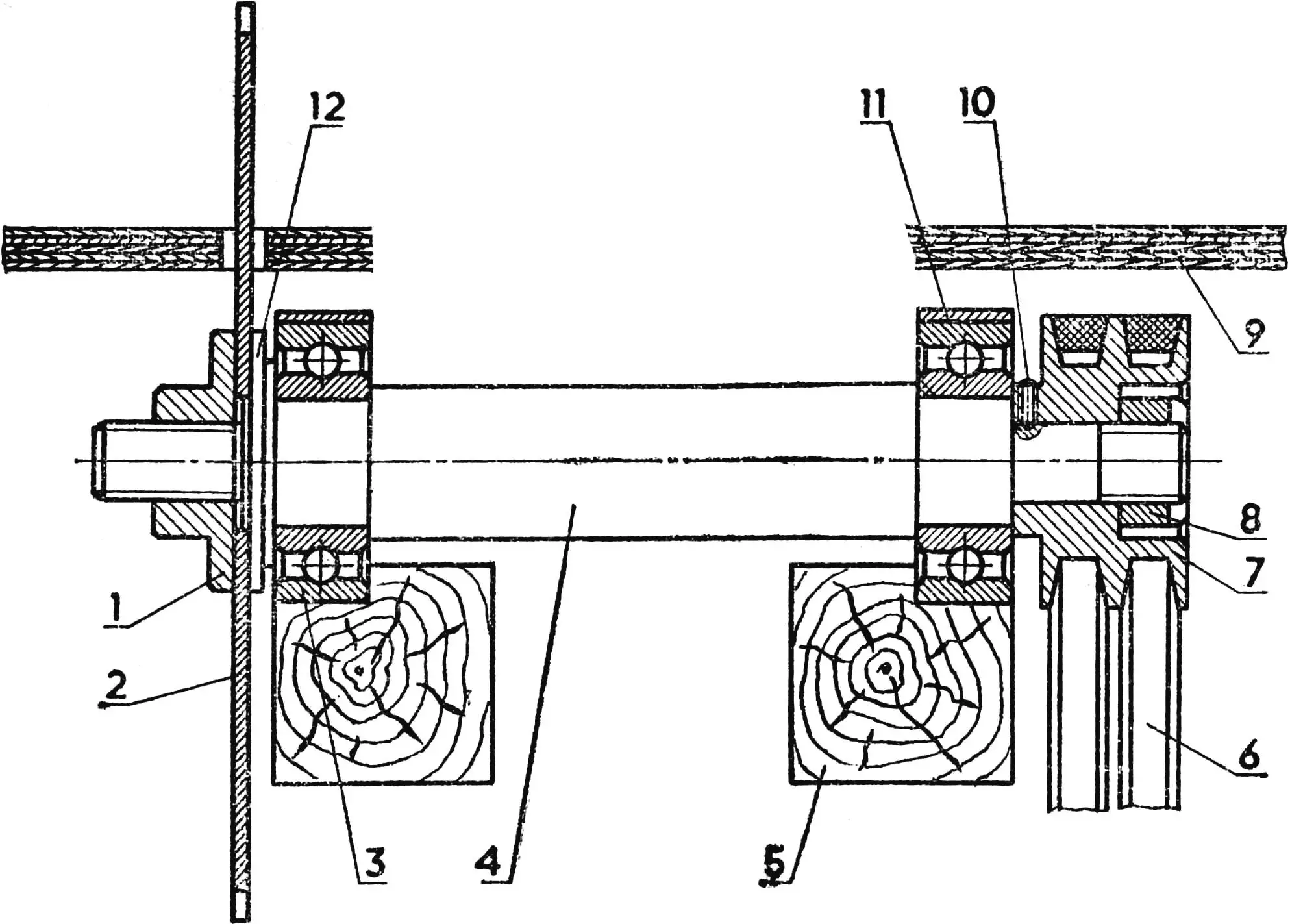
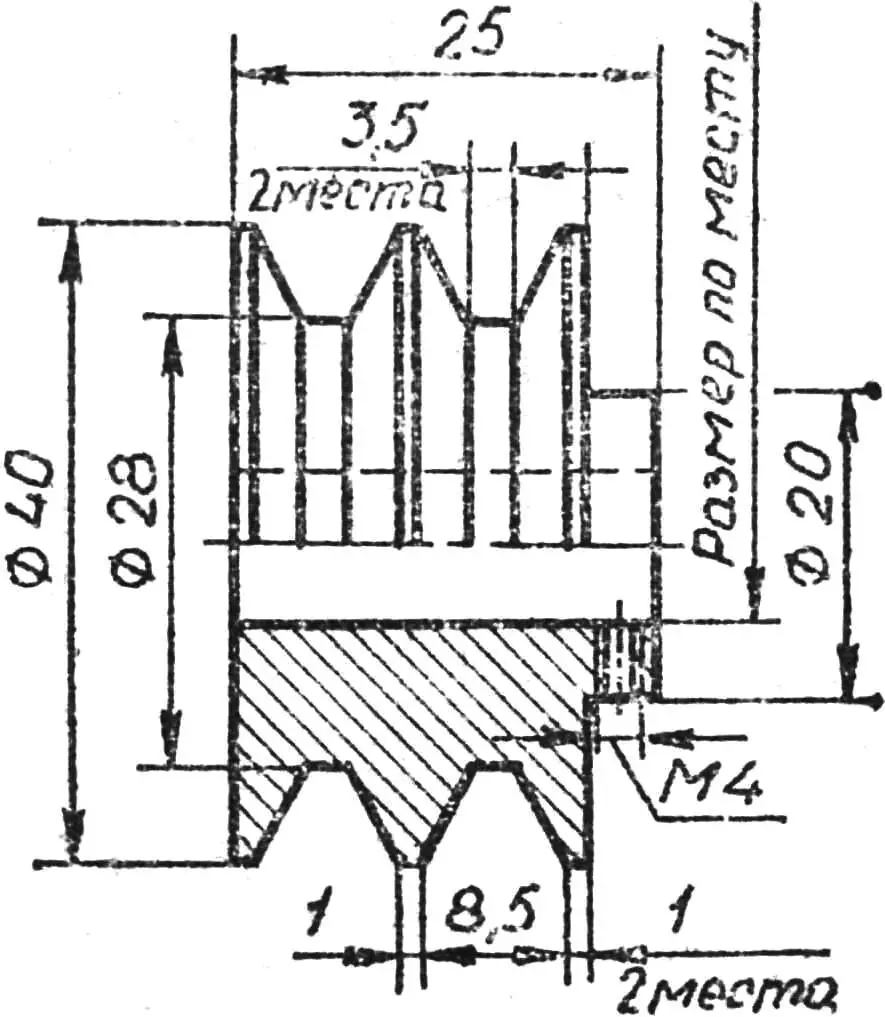
1 — затискна гайка, 2 — дискова пила (фреза), 3 — підшипник, 4 — вал, 5 — брусок станини, 6 — приводний ремінь, 7 — шків, 8 — гайка, 9 — столик, 10 — гвинт-фіксатор, 11 — обойма підшипника, 12 — ступінчаста шайба.
Розміри станини визначаються габаритами електродвигуна. Один з кінців вала має виступати назовні — для насадки наждачного або полірувального круга.
Верхні сполучні бруски станини слугують основою для вала пилки. У місцях їх установлення видовбують гнізда на глибину 5—6 мм. Підшипники радіальні, однорядні, з внутрішнім діаметром 12—15 мм та зовнішнім 40 мм; кріпляться скобами з листової сталі товщиною 2— 3 мм.
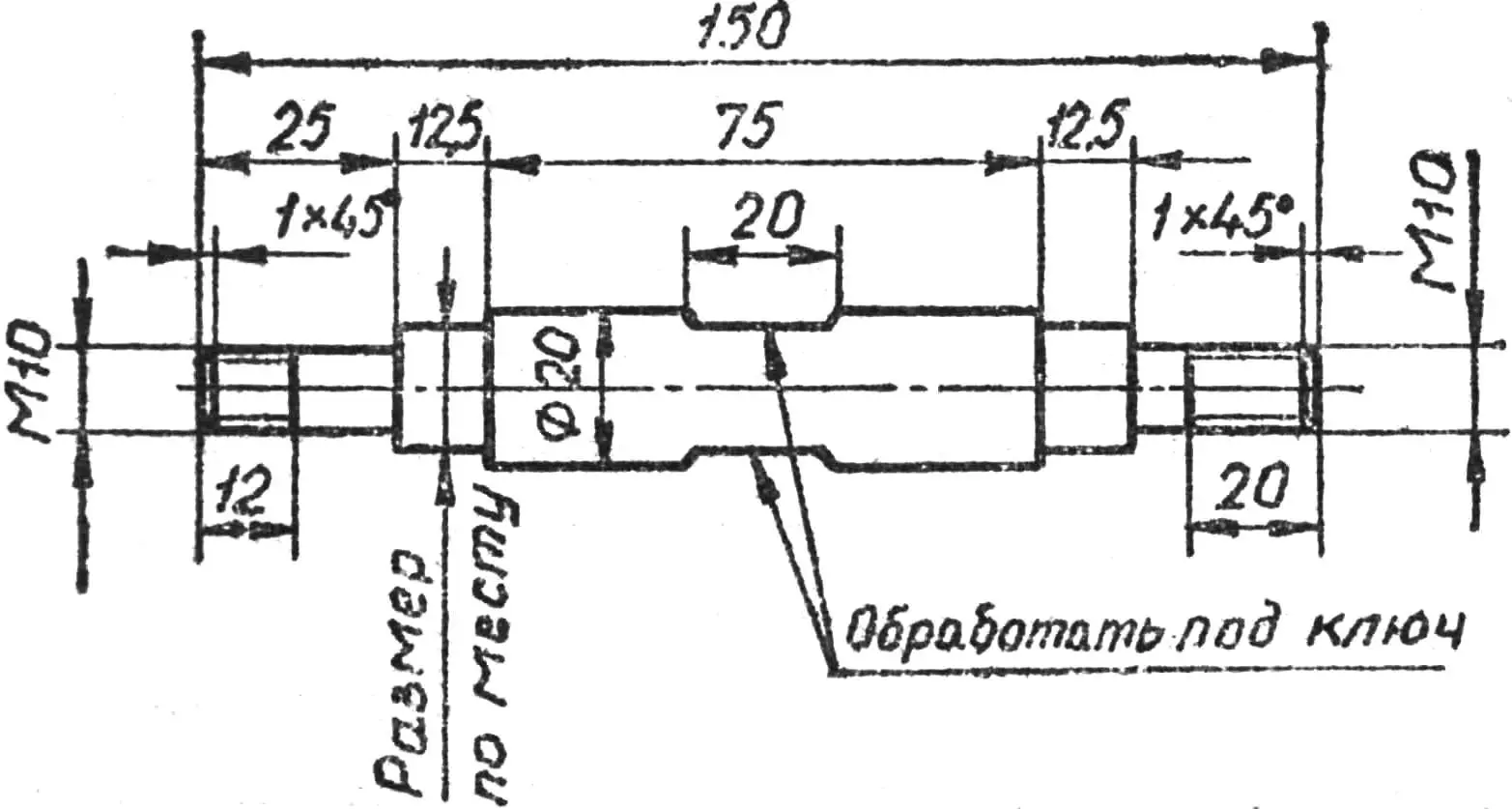
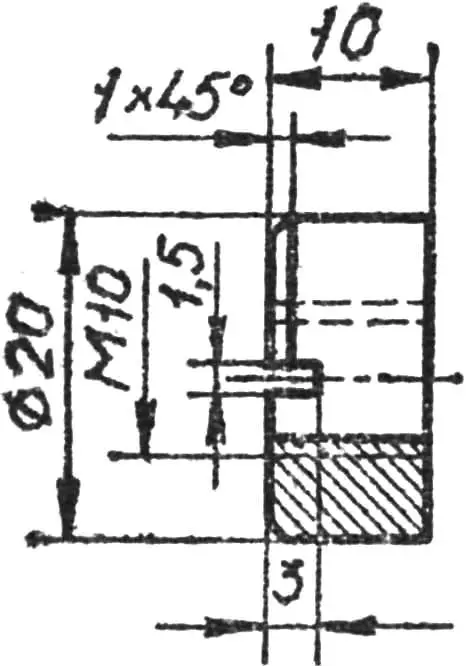
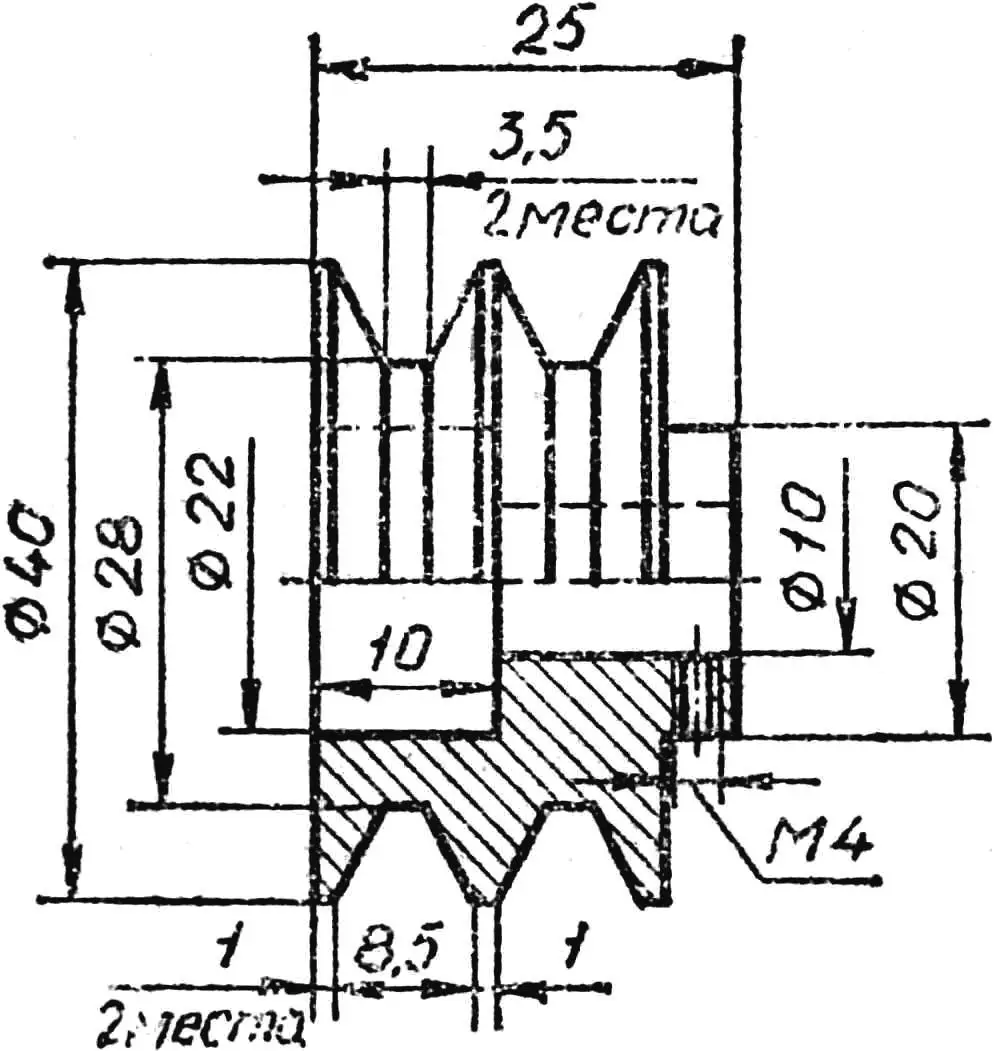
Валик, шківи, ступінчаста шайба під фрезу та гайки виточені зі сталі. Шейки вала підганяються під внутрішній діаметр підшипників.
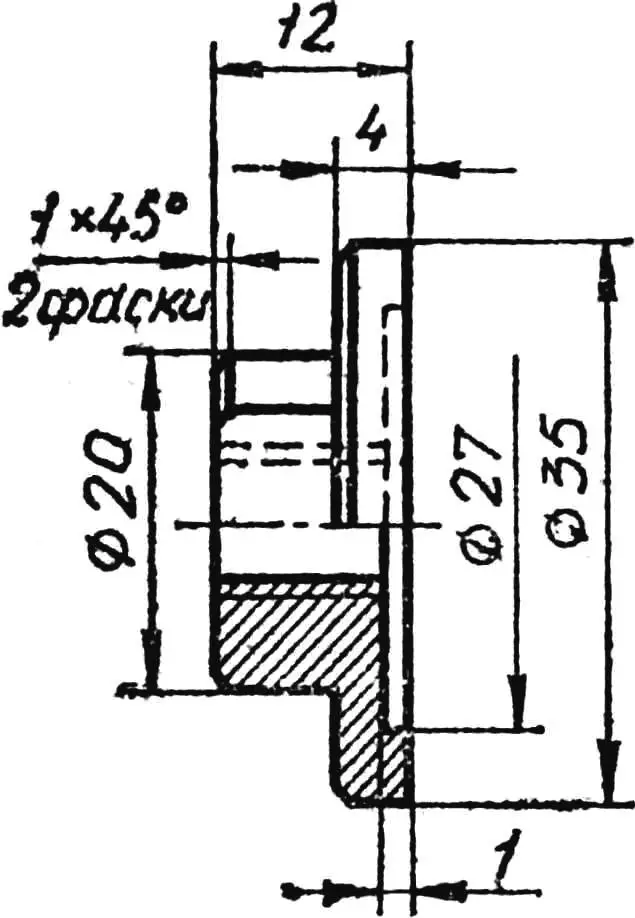
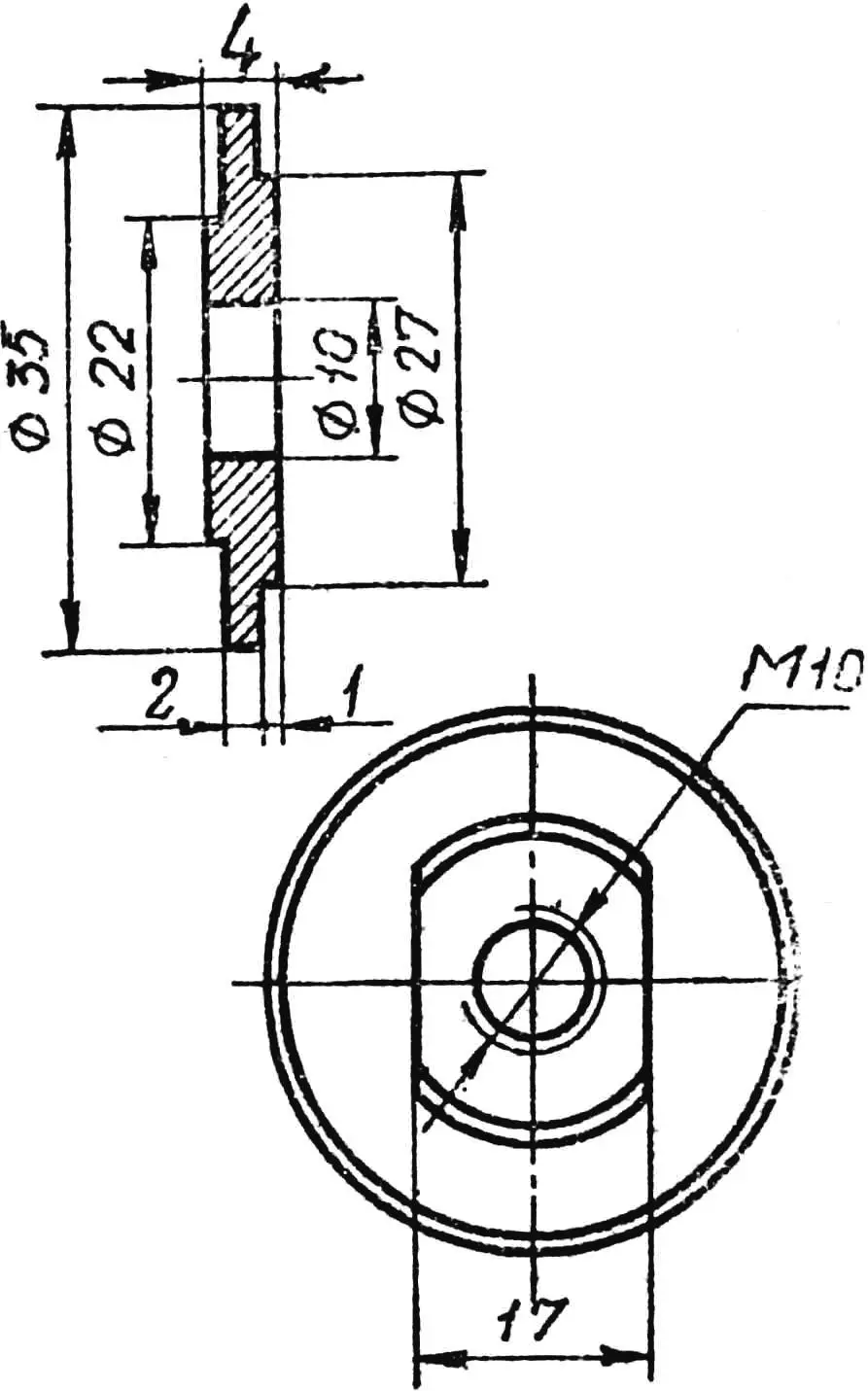
На шайбах робляться два буртики під отвори у фрезах Ø 22 і 27 мм або ж за діаметром внутрішнього отвору дискової пилки. Така конструкція дає змогу користуватися однією шайбою для різних фрез.
Шків кріпиться на валу електродвигуна стопорним гвинтом М4.
Для виготовлення рейок на столику циркулярної пилки закріплюється двома затискними гвинтами пересувна напрямна лінійка.
Регулювання висоти виходу дискової пилки для прорізання шпунтів і шипів здійснюється підніманням столика. Останній виготовляють із фанери товщиною 6—8 мм, пластмаси або листового металу товщиною 4—5 мм. Один бік столика кріпиться до стійок станини на петлях (длиною до 30 мм), інший підтримується дугами з прорізами, через які пропускаються два затискні гвинти М5 із шайбами.
Між шківами циркулярної пилки та електродвигуна натягуються приводні ремені. Для цього можна використовувати ремінь круглого перерізу від приводу ножної швейної машини.
Для видалення тирси під диском пилки до станини кріпиться жолоб, зігнутий із жерсті. У місці виходу жолоба у фанерній стінці прорізається вікно.
Для шліфування дерев’яних виробів на вал мотора надягається знімний фланець, до якого чотирма шурупами прикріплюється фанерна шайба з наклеєним великозернистим наждачним папером. Фланець із шайбою закріплюється на валу електродвигуна стопорним гвинтом.
На шліфувальному крузі можна обробляти не лише площини, а й деталі із зовнішніми радіусами заокруглень.
До станини циркулярної пилки на двох гвинтах із шайбами кріпиться знімний кронштейн із листової сталі товщиною 2—2,5 мм. Він є упором для шліфованої деталі. У місцях встановлення лап кронштейна врізаються й кріпляться шурупами до станини планки, кожна з яких має напрямний штифт, що перешкоджає повороту кронштейна.
Під час полірування деталей замість шліфувальної шайби встановлюється полірувальний круг на насадці. Насадка з полірувальним кругом надягається на вал електромотора й закріплюється гвинтом М4. Діаметр полірувального круга для двигуна на 2500—3000 об/хв становить 100—150 мм.
Полірувальний круг виготовляється з окремих квадратних шматків бязі або іншої бавовняної тканини, які укладають один на одного, як показано на рисунку 9. Напрям волокон кожного наступного шару не повинен збігатися.
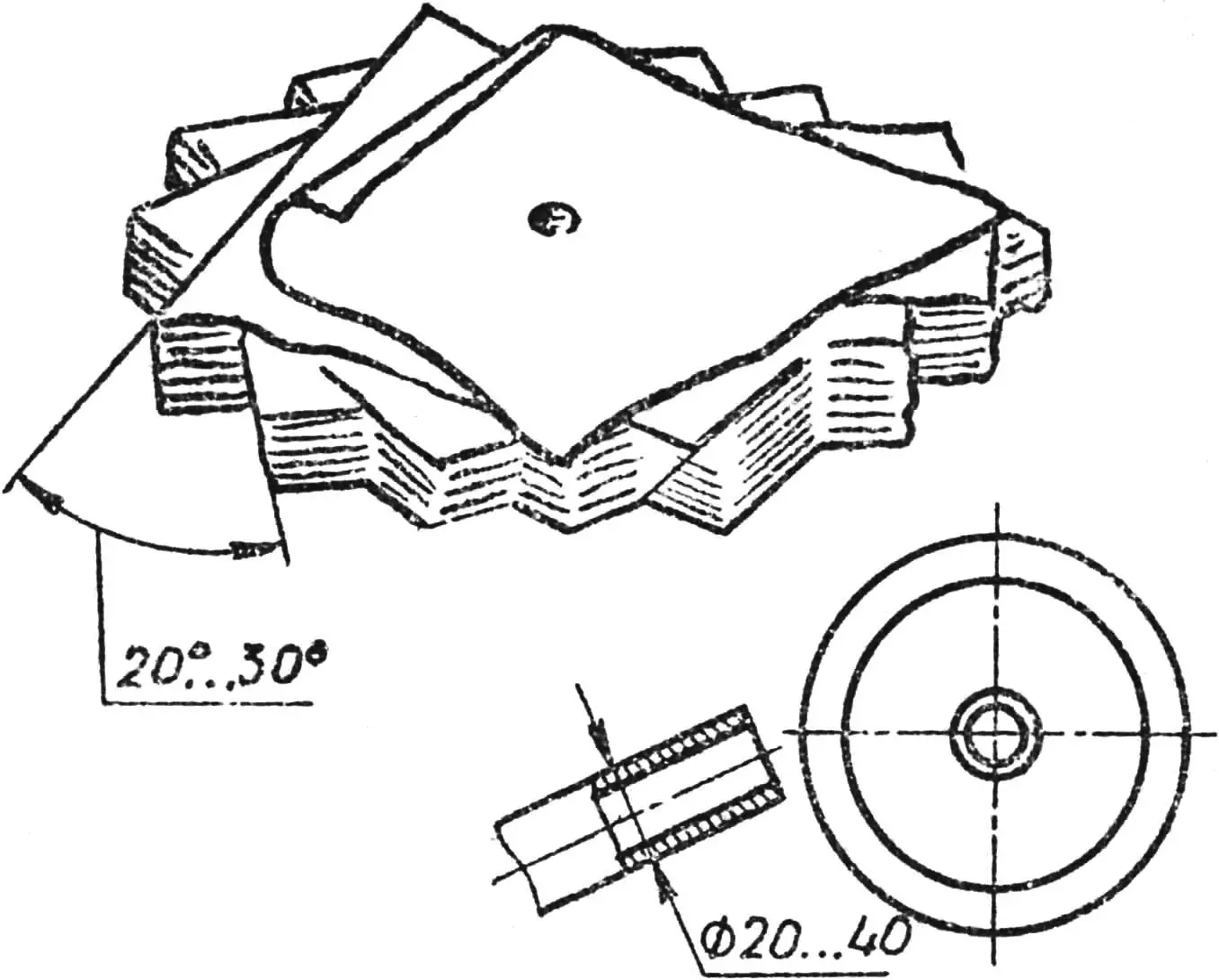
Новий полірувальний круг надягають на вал мотора й, увімкнувши електродвигун, обрізком труби вирівнюють його поверхню (рис. 9). Окремі кінці прядив відділяються, а інші — розлохмачуються по колу. На круг наносять полірувальну пасту, і можна починати полірування деталей. Щоб уникнути нещасних випадків, деталі, які поліруються, не можна тримати руками. Їх слід міцно закріплювати в оправках-утримувачах, оголюючи лише поверхню, яку полірують.
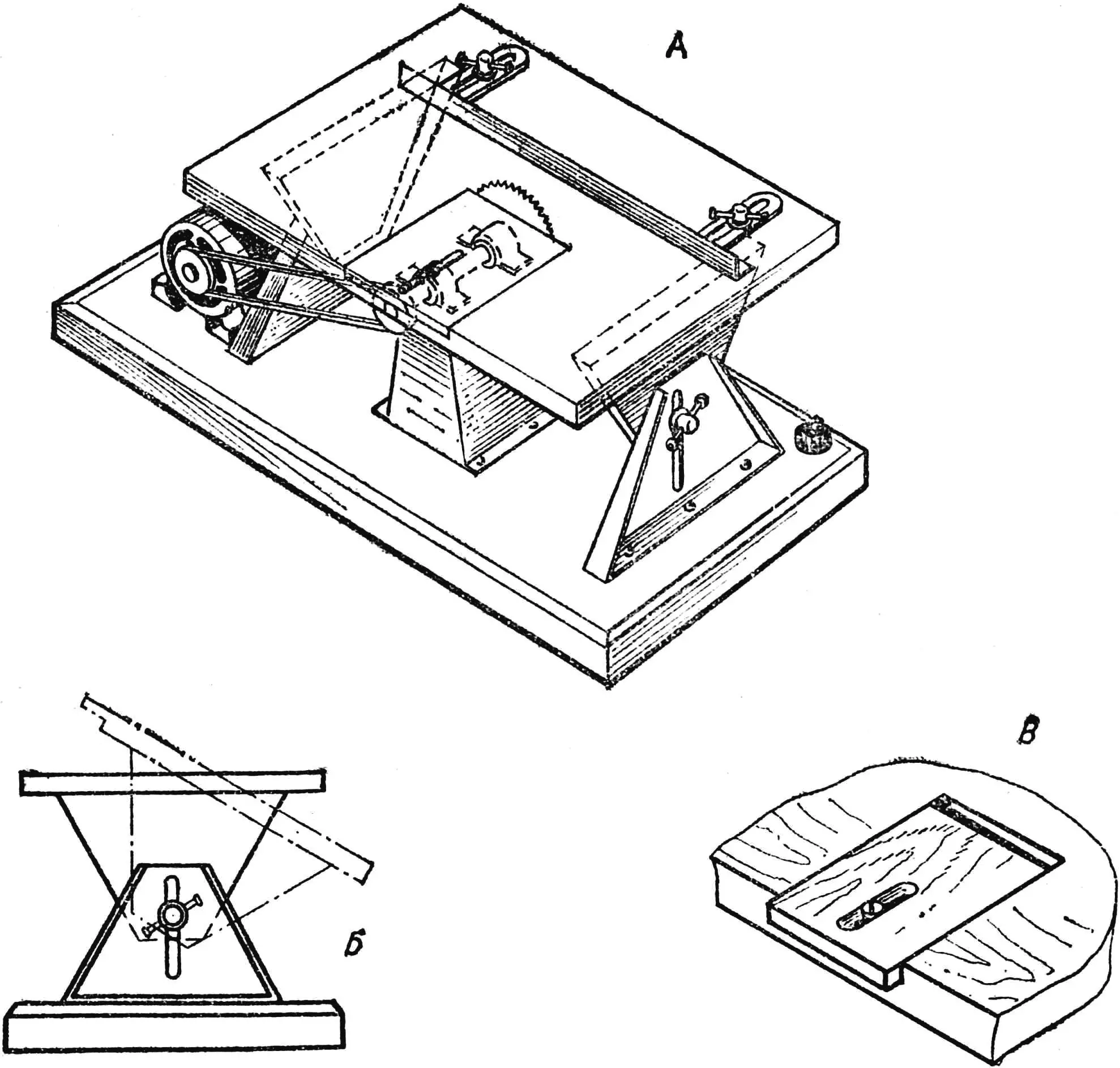
А — загальний вигляд, Б — схема повороту столу, В — регульована щілина столу.
Встановивши на вал електромотора невеликий наждачний круг, можна заточувати інструмент і шліфувати металеві деталі.
Якщо у електродвигуна є лише один кінець вихідного вала, то полірувальний круг надягається на місце дискової пилки. У цьому випадку столик робиться знімним.
«М-К» 10’76, А. КОЧЕРГІН, А. ЄФІМОВ