При всех достоинствах стеклопластиковых корпусов для моделей ракет традиционный процесс их изготовления весьма трудоемок и небезвреден. Между тем конверсия подарила моделистам новый, весьма интересный материал — прокладочную теплостойкую стеклоткань СТП-4. Применяется она достаточно широко и, имея небольшой официальный срок хранения, зачастую списывается и нередко поступает на прилавки магазинов «Юный техник» или «Сделай сам».
Эта стеклоткань хороша тем, что при толщинах 0,025, 0,062 и 0,10 мм она заводским способом уже пропитана достаточным количеством частично полимеризованного эпоксидного связующего. В нашем кружке разработана технология изготовления круглых деталей из подобного материала, с которой, надеемся, будет интересно познакомиться и многим моделистам других классов (не только ракетчикам).
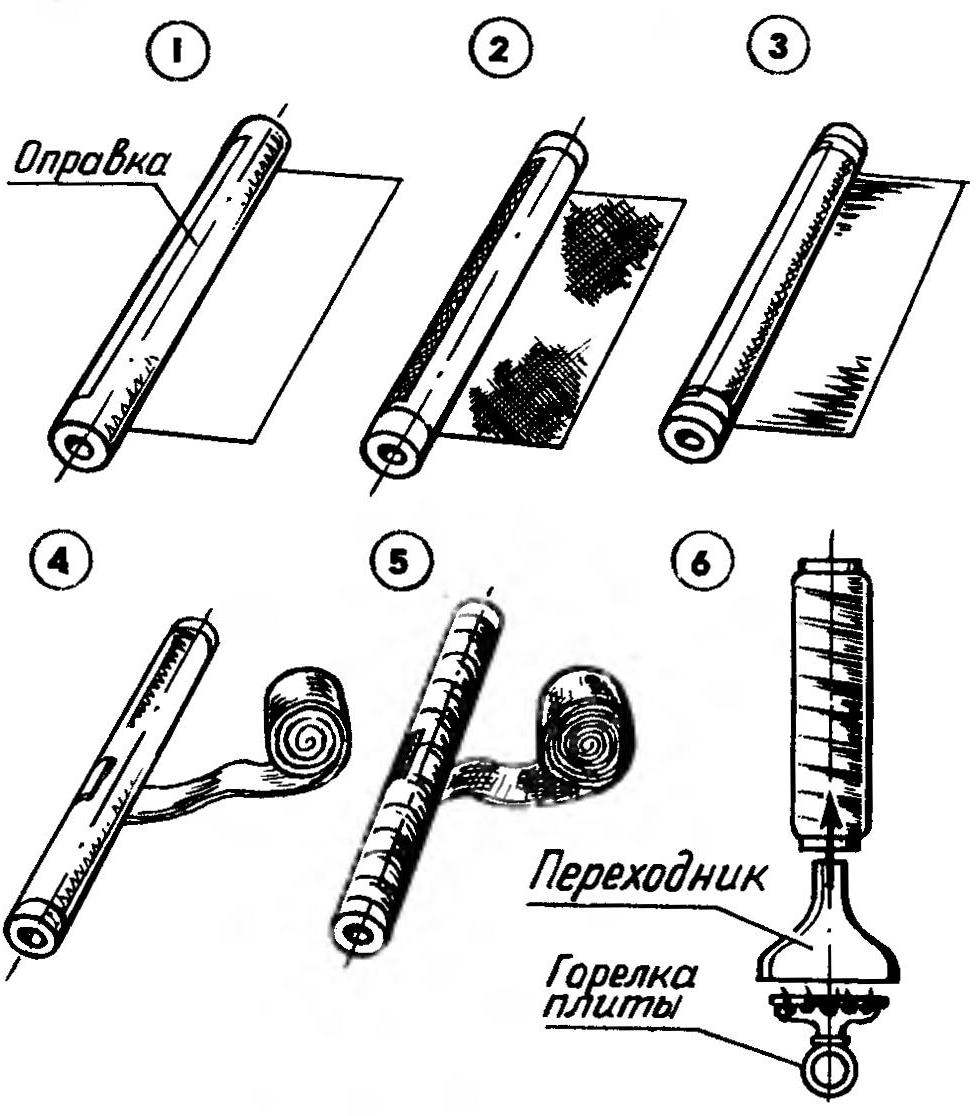
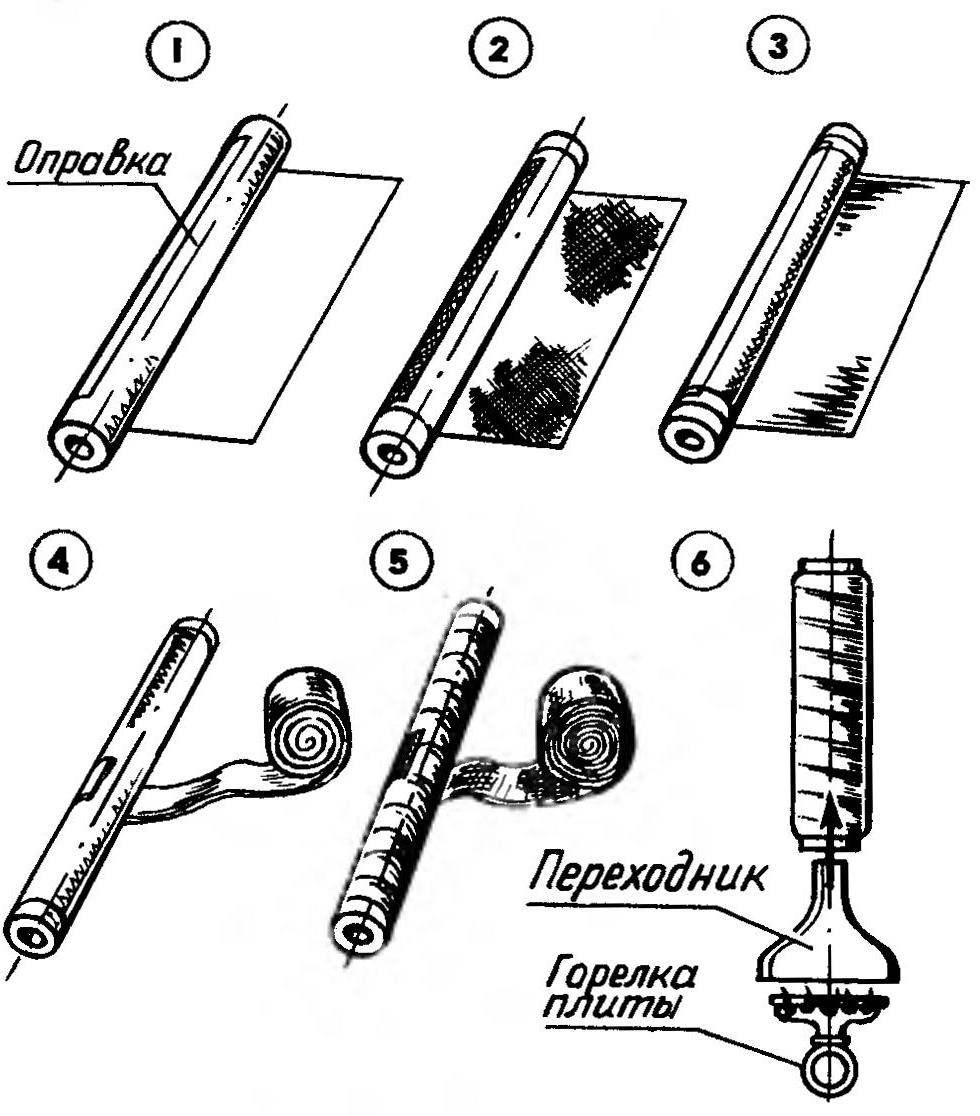
Работа ведется вдвоем. Сначала на отполированную и покрытую антиадгезионной мастикой оправку аккуратно наматывают три-четыре слоя кабельной бумаги, которая тщательно разглаживается. Затем сверху, сохраняя то же направление намотки, что и у бумаги, ровно и плотно накручивают стеклоткань СТП-4. Выкройка должна превосходить на 40 — 50 мм требуемую длину трубчатой детали. Ограничений по числу слоев — никаких, здесь руководствуются лишь соображениями веса и прочности.
 При всех достоинствах стеклопластиковых корпусов для моделей ракет традиционный процесс их изготовления весьма трудоемок и небезвреден. Между тем конверсия подарила моделистам новый, весьма интересный материал — прокладочную теплостойкую стеклоткань СТП-4. Применяется она достаточно широко и, имея небольшой официальный срок хранения, зачастую списывается и нередко поступает на прилавки магазинов «Юный техник» или «Сделай сам».
При всех достоинствах стеклопластиковых корпусов для моделей ракет традиционный процесс их изготовления весьма трудоемок и небезвреден. Между тем конверсия подарила моделистам новый, весьма интересный материал — прокладочную теплостойкую стеклоткань СТП-4. Применяется она достаточно широко и, имея небольшой официальный срок хранения, зачастую списывается и нередко поступает на прилавки магазинов «Юный техник» или «Сделай сам».