О классе работы судомоделиста, как правило, можно судить по качеству выполнения самых мелких деталей копий. К таким относятся в первую очередь цепи — якорные, такелажные, леерные и другие. На любой модели их множество, поэтому и хлопот по изготовлению этих «ювелирных» изделий тоже немало.
Непривычную для моделиста работу удастся выполнить гораздо быстрее и проще, если воспользоваться несколькими рекомендациями.
Чтобы цепочка, изготовленная в выбранном масштабе, выглядела естественнее, размеры звеньев и другие геометрические параметры лучше брать из соответствующих ГОСТов с учетом масштаба копирования. В крайнем случае можно воспользоваться осредненными соотношениями: при диаметре проволоки (калибре) цепи d внутренняя длина звена (шаг) принимается равной 3 d, а внутренняя ширина звена — 1,5 d.
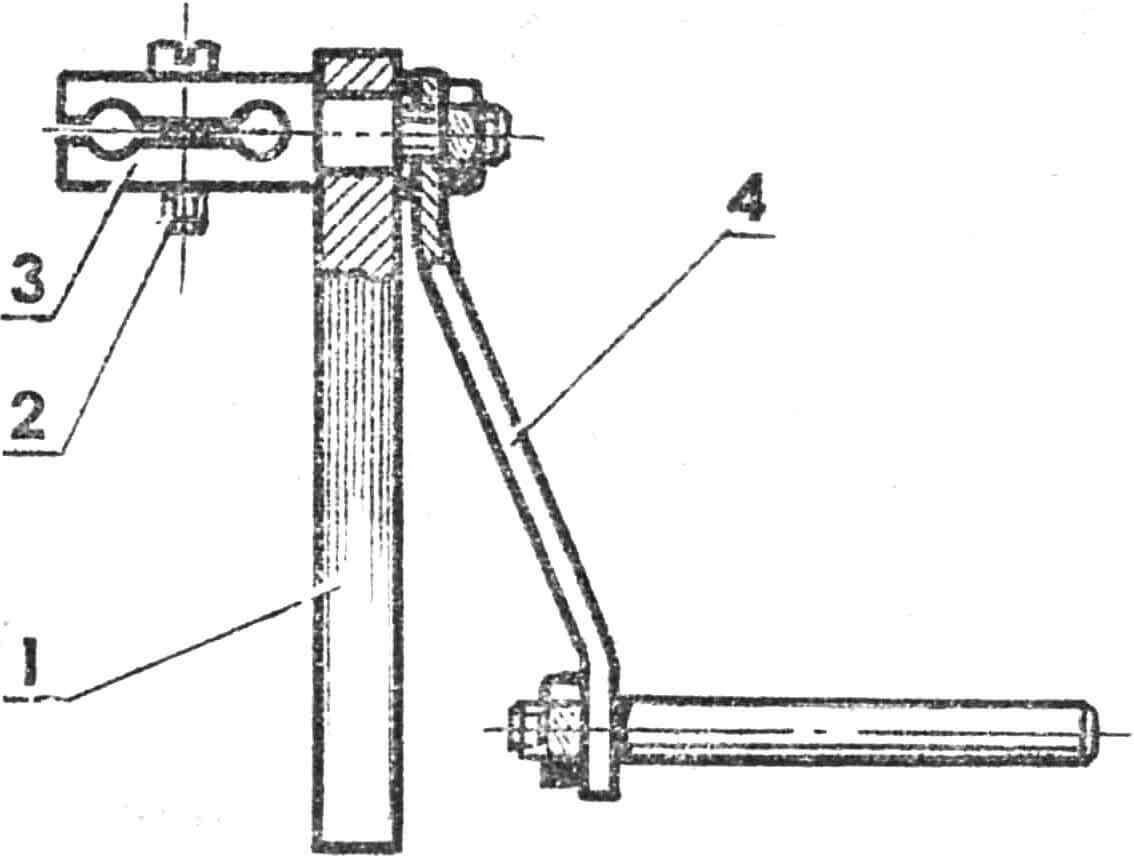
1 — основание, 2 — зажимной винт, 3 — шпиндель, 4 — рукоятка.
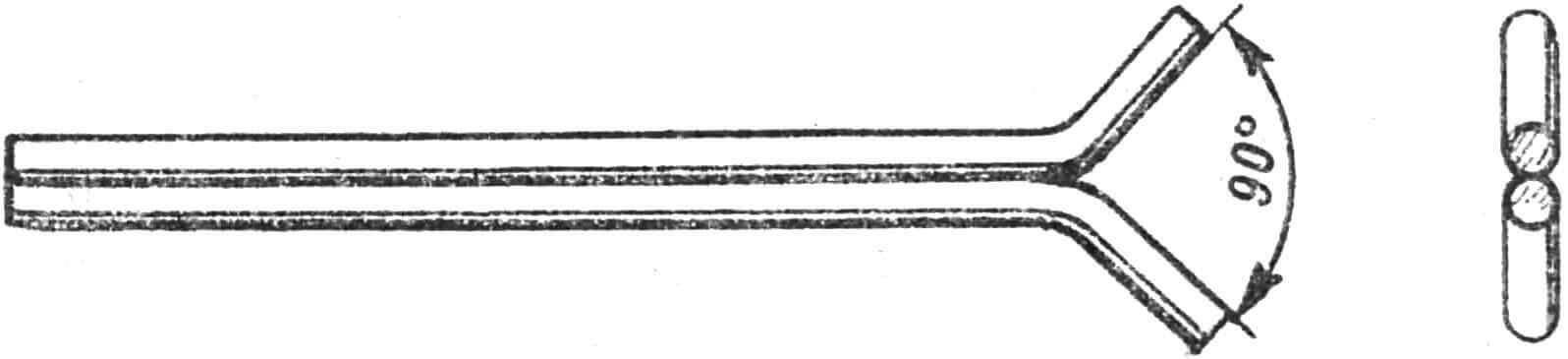
После определения размеров звеньев подготавливается моталка и оправка (или оправки, если цепи разные) для намотки заготовок звеньев. Желательно, чтобы все оправки подходили к одной моталке. Очень простые и удобные оправки получаются из двух отрезков стальной пружинной проволоки с отогнутыми концами. После выравнивания эти отрезки складываются, хорошо пропаиваются и зачищаются от излишков припоя. Ширину и толщину оправки выравнивают по штангенциркулю, иначе снятие заготовки звеньев будет крайне усложнено. Надо предупредить, что оправки должны иметь не слишком большую длину, так как при натяжении проволоки они могут начать деформироваться.
Устройство моталки понятно из рисунка. Оправку перед работой вставляют в прорезь «шпинделя» до упора в зажимной винт и закрепляют им, приспособление фиксируется в настольных тисках.

Выбранная проволока выпрямляется протягиванием, и один из концов складывается вдвое. Этот конец обжимается плоскогубцами у основания оправки, после чего проволока плотно наматывается без перекрещивания. Остатки проволоки обрезаются, моталка извлекается из тисков, полученная «пружинка» простукивается легкими ударами молоточка на наковальне для более легкого снятия с оправки. Освобожденная заготовка, если она скручена, выравнивается.
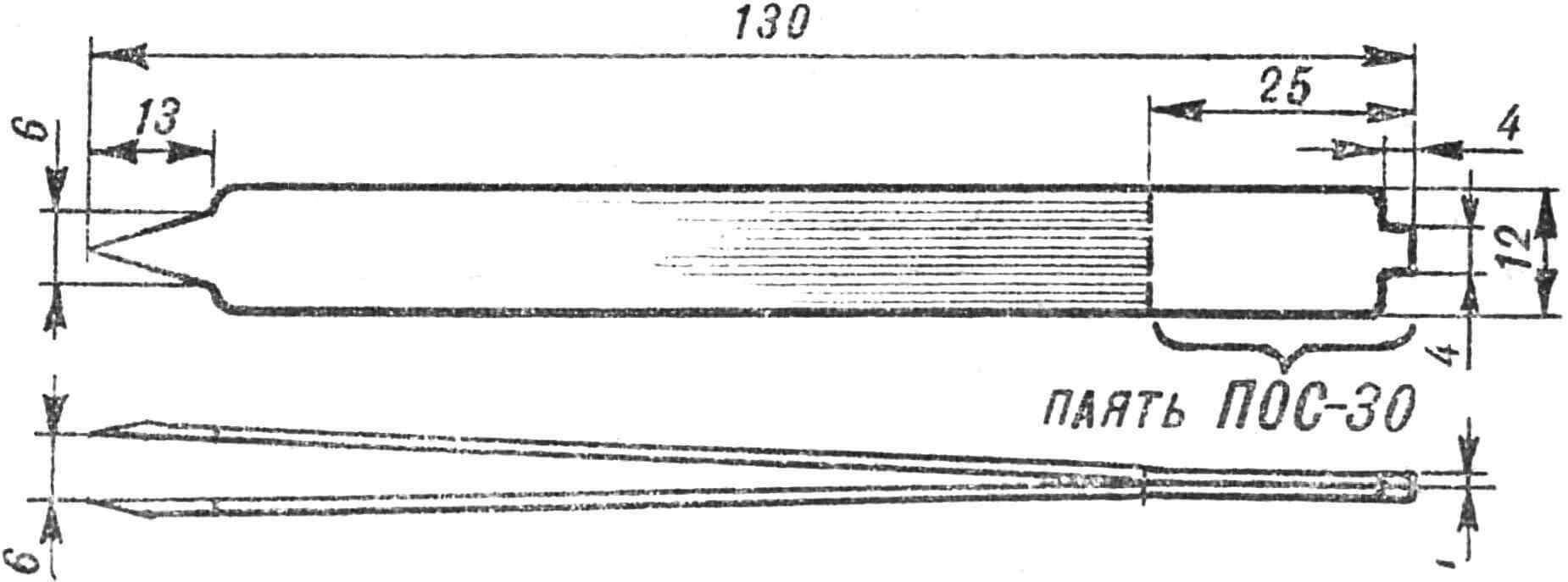
Отрезаются звенья специальным ножом на подкладке из листового алюминия размером 60X60 мм и толщиной 4—6 мм. Лезвие ножа — из обломка ножовочного полотна по металлу — заточено с обеих сторон, как можно тоньше и острее.
Заготовка укладывается узкой стороной на подкладку, ее придерживают пинцетом за широкие стороны. Нож вводится внутрь заготовки и «разрубает» ее по узкой стороне на отдельные звенья. Одновременно отрезается не более двух колечек. При таком способе изготовления в готовой цепочке стык одного звена закрывается следующим звеном и в целом изделие смотрится не хуже паяного.
При предложенном методе намотки зазор между концами получаемых звеньев больше диаметра проволоки. Это значительно облегчает и ускоряет сборку имитаций цепей по сравнению с обычным методом, использующим однорядную заготовку. Большую помощь в сборке оказывает специальный пинцет (корнцанг) с точно сходящимися узкими губками.
Процесс сборки идет следующим образом. Первое звено выравнивается на подкладке нажатием тыльной стороной корнцанга. Затем это закрытое звено зажимается в пальцах стыком вверх, и в него вводится взятое пинцетом второе звено, поворачивается также стыком вверх, и его концы сводятся. После проверки зазоров при необходимости звено поджимается. Далее операции повторяются до получения цепочки требуемой длины. Нужно следить, чтобы стыки звеньев не совпадали — это уменьшит прочность микроцепочки.
Сборку сверхтонких цепей из звеньев длиной менее 2,5 мм удобнее производить с помощью бинокулярной лупы.
Ю. РАДЧЕНКО, г. Запорожье
Рекомендуем почитать
 «ХАНОМАГ» СО ЗВЕЗДОЙ «МЕРСЕДЕСА»
«ХАНОМАГ» СО ЗВЕЗДОЙ «МЕРСЕДЕСА»
Немецкий легкий грузовик «Ханомаг-Хеншель». Достаточно посмотреть на далеко не полное название этого многоцелевого транспортера (так называют в Германии развозные фургоны малой... ЧЕТРА ТМ-140: ТРАНСПОРТ ДЛЯ БЕЗДОРОЖЬЯ
ЧЕТРА ТМ-140: ТРАНСПОРТ ДЛЯ БЕЗДОРОЖЬЯ
Увидев на специализированной выставке серийную продукцию компании ЧЕТРА, японцы, законодатели мод на тяжелую строительную технику, нервно вздрогнули... Практически во всех военных...