Для напайки твердосплавных пластин на державки токарных резцов, локальной закалки инструмента, пайки твердыми припоями мелких деталей используют нагрев токами высокой частоты или пламенем газовой горелки. Однако аппаратура ТВЧ громоздка и дорого стоит, она не для домашней мастерской или школьного кружка. Применить же газовую горелку по всем правилам может только сварщик высокой квалификации.
Но есть и еще один, почти забытый в наше время способ нагрева — на контактных машинах. Он наиболее приемлем в домашней, школьной, колхозной или совхозной мастерской, в техническом кружке.
Суть его в тепловом воздействии электрического тока на проводник. Выделяемое при этом количество тепла зависит от величины тока, времени его действия на проводник и электрического сопротивления последнего.
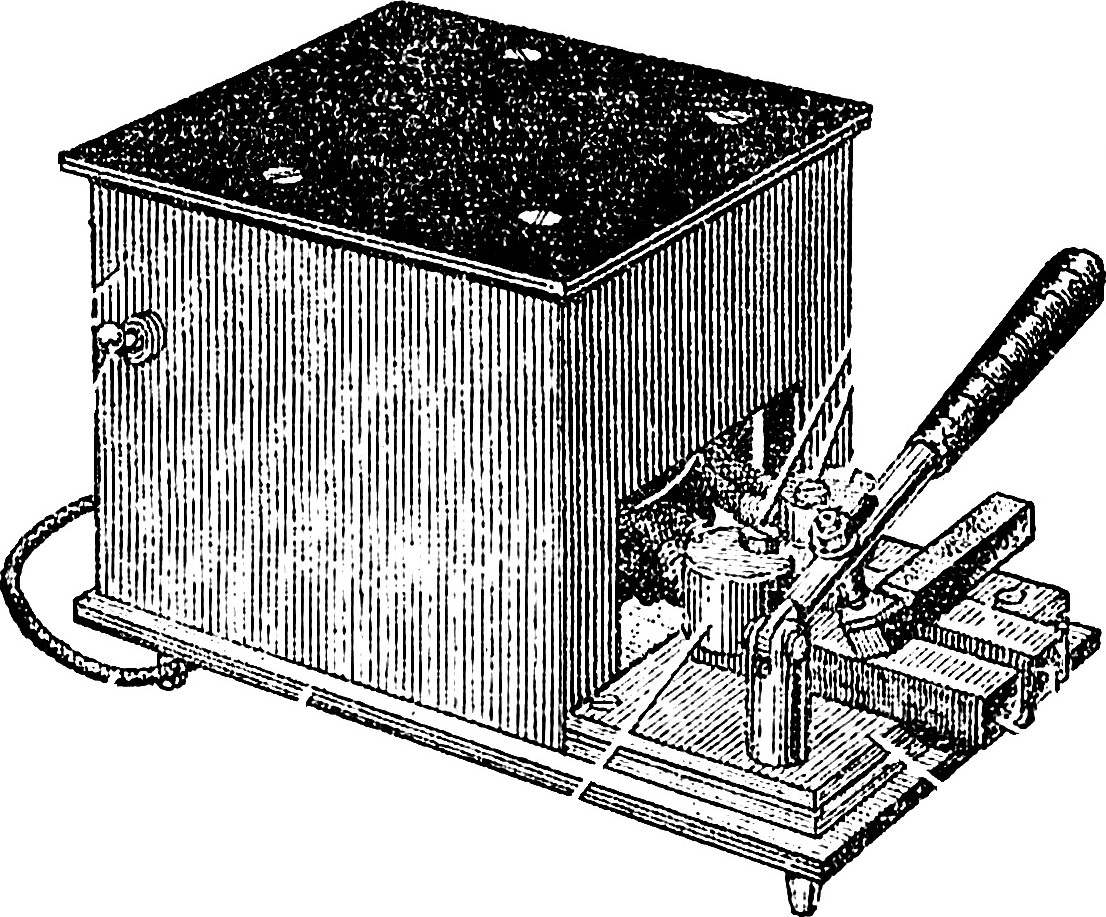
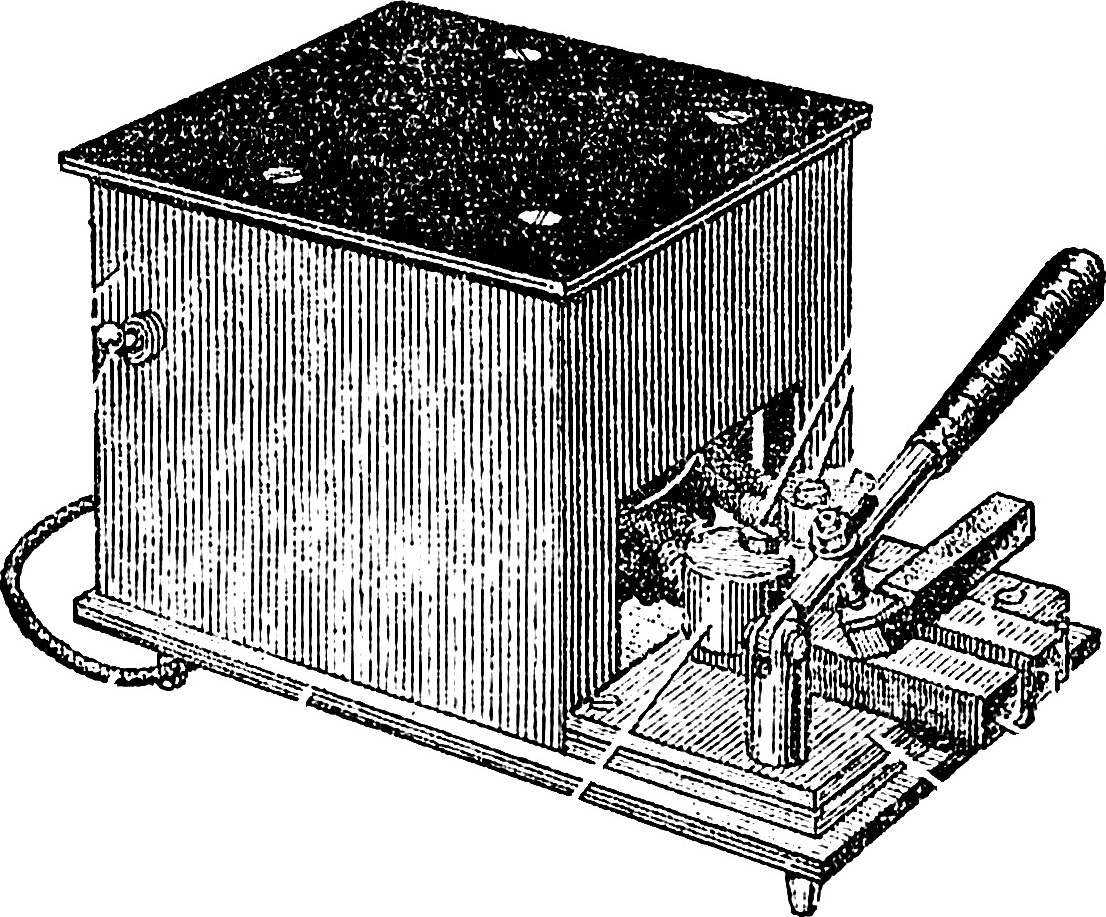
С учетом этой зависимости мы разработали аппарат, представляющий собой понижающий трансформатор, первичная обмотка которого рассчитана на 220 В, вторичная — на 2 В. Площадь поперечного сечения магнитопровода около 50 см2. Трансформатор закреплен на основании, а контактные шины вторичной обмотки — на прокладке-изоляторе.
Основание аппарата изготовлено из листовой стали толщиной 5 мм. Снизу в него ввернуты ножки. В основании прорезаны два окна: меньшее — для вентиляции, большее — для выхода болтов крепления контактных шин на текстолитовом изоляторе толщиной 10 мм. Отверстия по краям изолятора служат для его крепления к основанию.
Концы вторичной обмотки трансформатора заведены в отверстия зажимов и зафиксированы болтами (пазы зажимов позволяют деформировать их при затяжке и обеспечивать тем самым надежный электрический контакт).
Трансформатор укрыт защитным кожухом и прикреплен к основанию уголками 25X25 мм. К одному из верхних уголков привинчена изоляционная колодка — для соединения проводов первичной обметки с питающим шнуром и включателем аппарата.
Так как конструкторы-любители не часто имеют все необходимое для повторения описанной самоделки, рекомендуем начать изготовление аппарата с подбора пакета пластин трансформаторного железа (лучше Ш-образной формы), а уж затем заняться расчетом обмоток.
Предположим, что площадь поперечного сечения вашего магнитопровода (Q=a*b) равна 36,8 см2. Тогда мощность вторичной обмотки трансформатора P2 = 36,8*36,8 = 1354,2 Вт, а первичной P1 = 1354,2/0,95 = 1425 Вт. Сила тока I1 = 1425 Вт/220 В = 6,48 А; I2 = 1354,2 Вт/2 В = 677,6 А. Находим площадь поперечного сечения первичной обмотки:
 Для напайки твердосплавных пластин на державки токарных резцов, локальной закалки инструмента, пайки твердыми припоями мелких деталей используют нагрев токами высокой частоты или пламенем газовой горелки. Однако аппаратура ТВЧ громоздка и дорого стоит, она не для домашней мастерской или школьного кружка. Применить же газовую горелку по всем правилам может только сварщик высокой квалификации.
Для напайки твердосплавных пластин на державки токарных резцов, локальной закалки инструмента, пайки твердыми припоями мелких деталей используют нагрев токами высокой частоты или пламенем газовой горелки. Однако аппаратура ТВЧ громоздка и дорого стоит, она не для домашней мастерской или школьного кружка. Применить же газовую горелку по всем правилам может только сварщик высокой квалификации.