
 Насколько мягки и послушны огненные «змеи» проката в руках вальцовщиков, настолько неподатливы они и трудны в обработке в остывшем виде, при раскрое их на мерные заготовки. Способы резки — распиливание алмазными дисками, газовая или плазменная резка — или не дают ровного, не требующего дополнительной обработки края заготовки, или влекут за собой значительные отходы металла.
Насколько мягки и послушны огненные «змеи» проката в руках вальцовщиков, настолько неподатливы они и трудны в обработке в остывшем виде, при раскрое их на мерные заготовки. Способы резки — распиливание алмазными дисками, газовая или плазменная резка — или не дают ровного, не требующего дополнительной обработки края заготовки, или влекут за собой значительные отходы металла.
Вот почему большой интерес специалистов вызвала импульсная установка холодной ломки проката, показанная недавно на ВДНХ СССР. Причем демонстрировали ее в павильоне «Народное образование». Дело в том, что разработана она в Коммунарском горно-металлургическом институте. Ля-торы остроумно применили технологический прием, используемый… стекольщиками при раскрое стекла.
Ведь стеклорезный инструмент на самом деле не разрезает, а только «процарапывает» поверхность, нарушая его целостность. После этого, используя физико-механические свойства материала, достаточно приложить даже небольшое усилие — обычно обходятся легким постукиванием вдоль надреза — и стекло надламывается ровно по намеченной алмазом линии.
Эксперименты, проведенные сотрудниками и студентами института, показали, что по этому же принципу можно раскраивать и прокат. Только нагрузки должны прилагаться «мгновенные»: известно, что даже такой пластичный материал, как смола или вар, ломается и скалывается при приложении резких, ударных нагрузок.
В качестве силового и исполнительного органа решили использовать цилиндро-поршневую группу — взрыв горючей смеси в цилиндре дает необходимую мгновенную нагрузку на рабочий инструмент, напоминающий по действию работу ножниц.
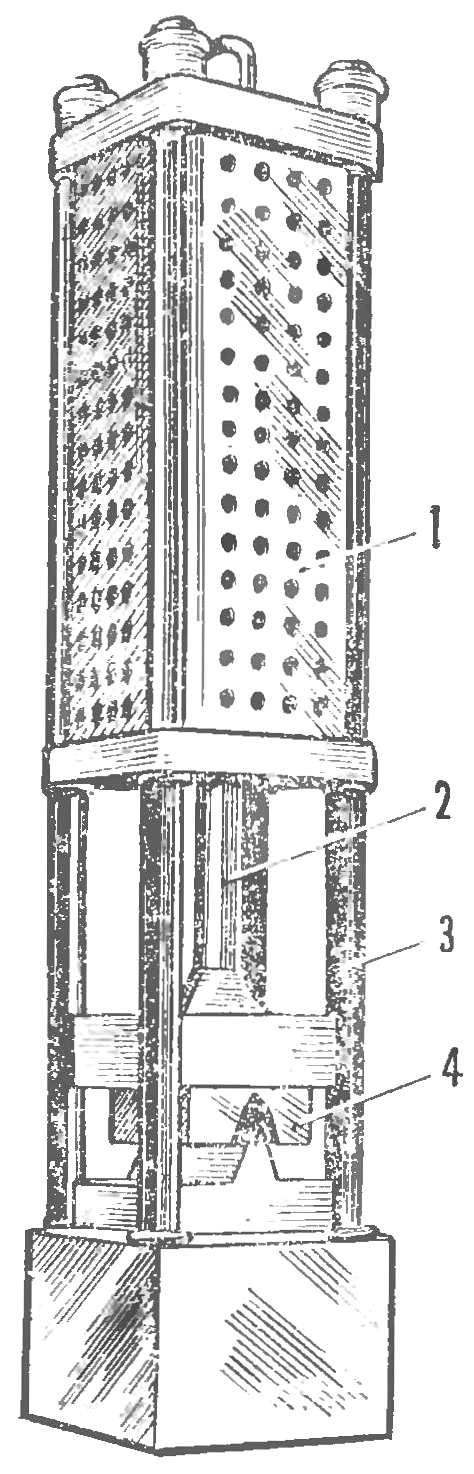
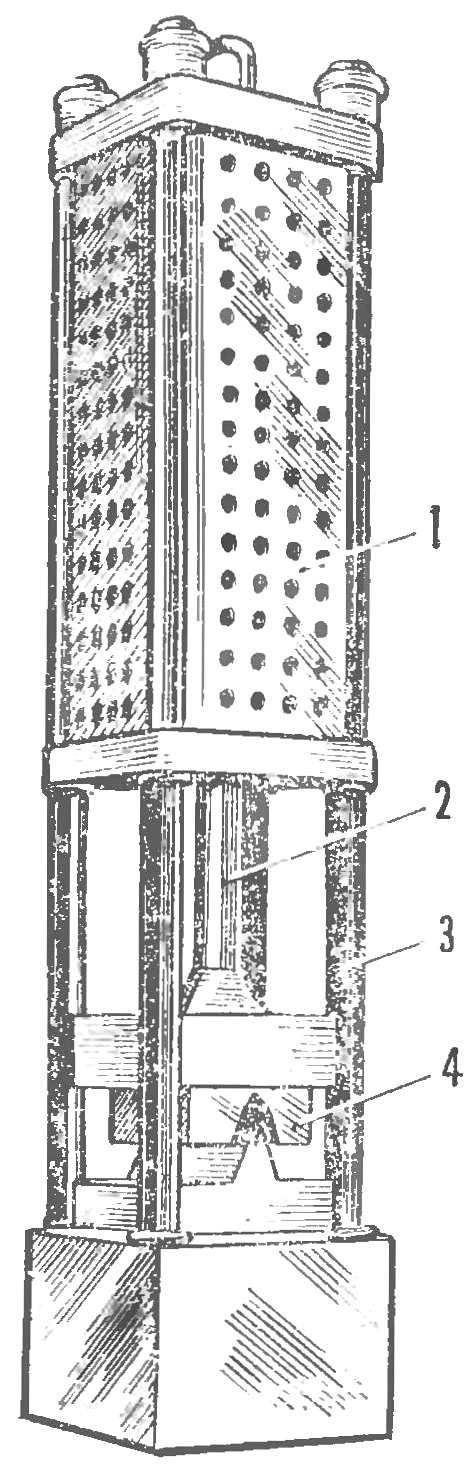
«Кусачки» для проката:
1 — цилиндропоршневая группа с защитным ограждением, 2 — шток, 3 — стойки направляющие, 4 — рабочая головка.
Установка представляет собой линию, включающую последовательно расположенные рольганг с шаговой подачей прутка, механизм нанесения надреза и вертикально расположенную силовую часть (см. рис.).
Импульсная ломка применима для раскроя круглого и квадратного проката, а также толстостенных труб с максимальным сечением до 250 мм Минимальная длина получаемых заготовок при этом может быть меньше диаметра прутка или трубы.
Взрыв-ножницы отличаются высокой производительностью — до 6 заготовок в минуту — и хорошим качеством работы: дают ровные, перпендикулярные торцы, не требующие дополнительной обработки.
Силовой привод установки — цилиндропоршневая группа с ресивером — обеспечивает концентрацию газов высокого давления и последующую передачу энергии в импульсном режиме рабочему инструменту. В зависимости от сечения проката в качестве энергоносителя могут быть использованы сжатый воздух или горючие газовые смеси — например, природный газ с воздухом.
В институте создано несколько видов импульсных установок, габариты которых в плане 1000Х15000 мм, высота 3200 мм. Повышенная производительность, простота конструкции, небольшие размеры и безотходный раскрой проката обеспечивают немалый экономический эффект, особенно При серийном и массовом производстве заготовок.
Рекомендуем почитать
 ТАНДЕМ ДЛЯ ДВОИХ, ТРОИХ, ЧЕТВЕРЫХ
ТАНДЕМ ДЛЯ ДВОИХ, ТРОИХ, ЧЕТВЕРЫХ
За основу мы взяли дорожный велосипед (с «женской» рамой), установили на него продольную балку из двух алюминиевых профилей-"уголков" и закрепили на балке два седла со спинками таким... МОЛОДЕЖНЫЙ В СТИЛЕ «РЕТРО»
МОЛОДЕЖНЫЙ В СТИЛЕ «РЕТРО»
«Этот автомобиль я назвал по имени дочери — «Лидия». Он двухместный, однако при необходимости можно установить два детских кресла, а также разместить около 100 кг багажа. Двигатель, узлы и...