Силами своего конструкторского кружка в школе мы еще семь лет назад изготовили и испытали несколько сварочных трансформаторов (СТ). Работают они так, что никаких нареканий ни у кого не вызывают. А потому хочется предложить варианты их расчета и изготовления всем, для кого сварочный трансформатор не прихоть, а жизненная необходимость. Тем более что достать готовый СТ зачастую — проблема из проблем. Да и габариты у них значительные (как, впрочем, и стоимость).
Как известно, электросварка производится при напряжении 40—60 В и током от 50 А до 300 А — в зависимости от применяемых электродов и толщины свариваемых металлов. Исходя из этого можно определить и мощность Р (в ваттах) трансформатора: Р=IU, где I — сила тока в амперах, а U — напряжение в вольтах. В зависимости от мощности Р подбирается и площадь сечения S ( в см2) магнитопровода. Делается это по формуле:
S=√Р.
А уже по величине S определяется число витков w на 1 В напряжения:
А уже по величине S определяется число витков w на 1 В напряжения:
w≈50/S.
Зная требуемые напряжения U1 и U2, легко рассчитать число витков первичной w1 и вторичной w2 обмоток:
w1=wU1, w2=wU2.
После чего определяется сечение проводов обмоток. При этом необходимо учитывать, что плотность тока в обмотке сварочного трансформатора, выполненной из меди, при нормальном охлаждении должна быть не более 5 А/мм2.
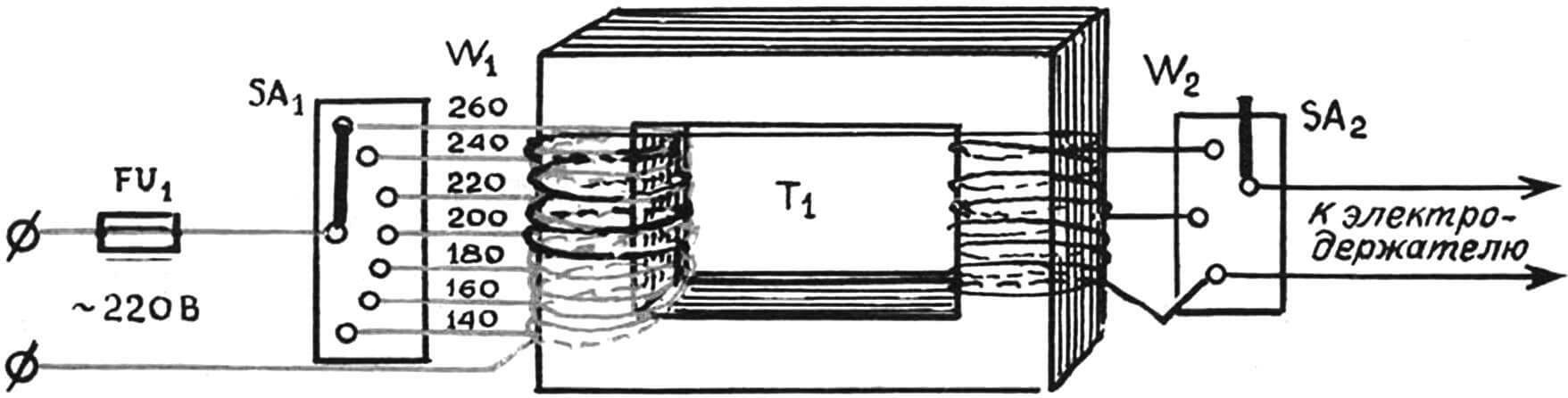
На основании этих расчетов и экспериментальных данных мы пришли к следующим выводам. Для того чтобы трансформатор развивал необходимую мощность, сечение его магнитопровода целесообразно выбрать 50 см2 (дальнейшее увеличение S грозит ростом габаритов и массы). При этом первичная обмотка должна содержать 260 витков медного провода или шины сечением 7—10 мм2. В такой обмотке делаются отводы от 140, 160, 180, 200, 220, 240 витков. Подключая к ним сеть, можно производить регулировку тока в широких пределах (от 50 А до 250 А).
Вторичная же обмотка должна содержать 40—50 витков медной шины сечением не менее 25 мм2. Но если предполагается «жесткая» эксплуатация (с большими токами), то сечение здесь необходимо увеличить на 5—10 мм2. Причем для повышения КПД трансформатора лучше первые 10—15 витков здесь намотать поверх первичной обмотки, а остальные — на вторую половину сердечника. Для более широких возможностей регулировки тока можно во вторичной обмотке сделать отвод примерно от 30-го витка.
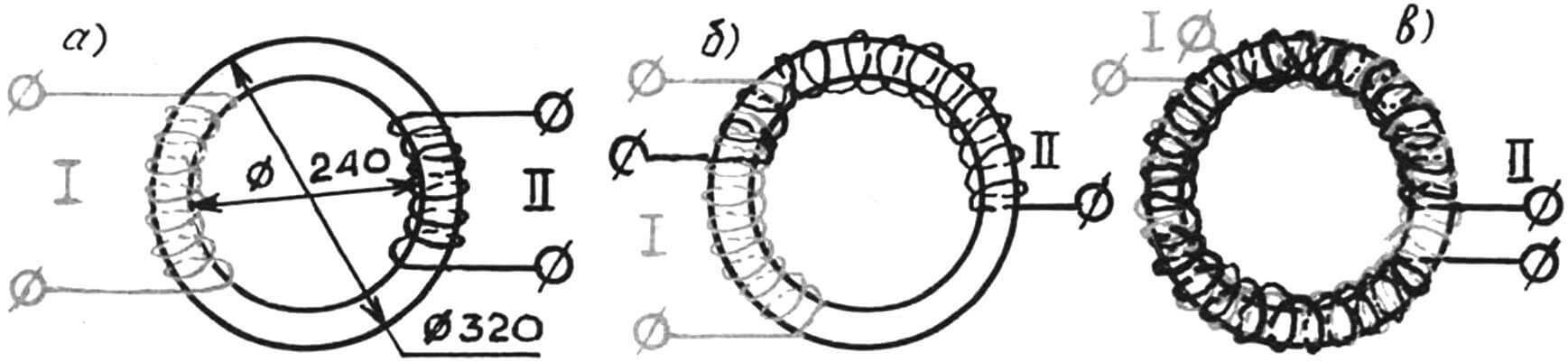
а) классическое расположение обмоток, б) частичное перекрытие обмоток, в) вторичная обмотка располагается полностью поверх первичной. Толщина набора во всех случаях 100 мм.
Оригинальный и компактный сварочный трансформатор с высоким КПД получается, если в качество магнитопровода используется пакет железа (набор) от … статора сгоревшего электродвигателя. Для этого у вышедшего из строя электродвигателя с подходящими размерами разбивают корпус, снимают обмотку. Оставляют только пакет железа, хорошо сгладив острые углы. Обмотав железо киперной лентой, наматывают обмотки, исходя из тех же расчетов и данных числа витков, которые были приведены нами выше. То есть первичная обмотка должна содержать 260 витков. Причем отводы у нее делают, начиная со 140-го витка, через каждые 20 витков. У вторичной обмотки 40—50 витков.
Могут быть три варианта намотки такого трансформатора. Первичная обмотка выполняется с помощью челнока, а вторичная — с учетом жесткости шины. В случае, когда обмотка II распределена по магнитопроводу равномерно, КПД максимальный, а ток можно довести до 350 А.
При подготовке тороидального сердечника лучше всего, если есть возможность, расточить пазы, где лежали обмотки двигателя, на токарном станке. И еще ряд советов.
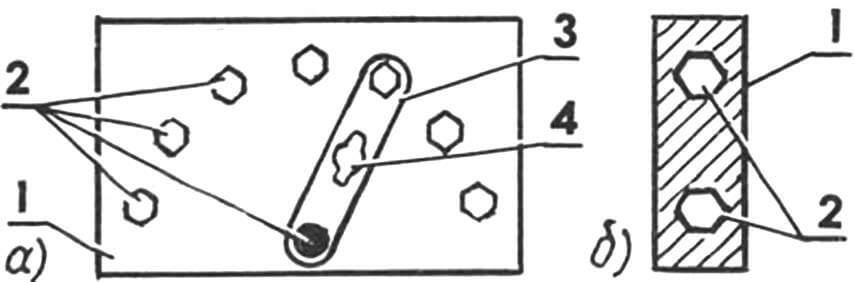
1 — пластина-основание (8-мм текстолит), 2 — контактные болты (М6 и М8 соответственно) с гайками (медь), 3 — контактная пластина (отрезок 6-мм медного листа), 4 — ручка переключателя (текстолит). Размеры — согласно габаритам самого трансформатора.
При изготовлении аппарата необходимо тщательно изолировать обмотки друг от друга и между слоями киперной лентой с последующей пропиткой всего этого битумным лаком. В первичной цепи следует учесть предохранитель и переключатель числа витков. Простейший вариант последнего изображен на иллюстрации.
Необходимо помнить, что в первичной цепи ток колеблется от 8 А (на режиме 260 витков) до 25 А (на режиме 140 витков). Поэтому подключение аппарата к сети должно производиться проводом сечением не менее 7—10 мм2. Кабель вторичной сети присоединяют через переходную колодку с помощью оконцевателей (см. рис.), которые легко изготовить из медной трубки. А из стальной трубки выполняется самодельщинами электродержатель.
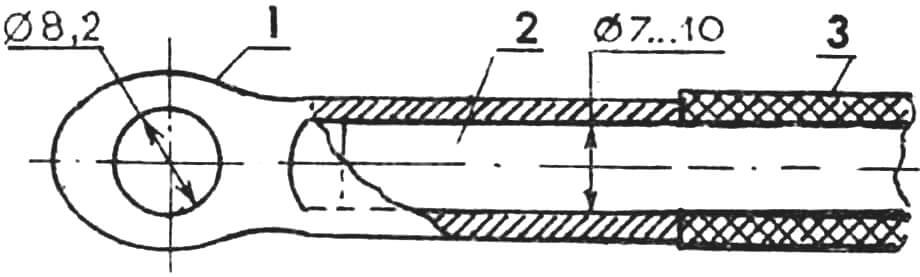
1 — контактная ламель (расплющенная и просверленная часть медной трубки), 2 — запрессованная жила кабеля, 3 — изоляционная оплетка кабеля.
Начинающему сварщику обычно нелегко бывает освоить работу со сварочным аппаратом: не та получается дуга. Отчаиваться, однако, не стоит. Первым и наиболее простым способом возбуждения дуги является скользящее прикосновение электрода к свариваемому металлу. Напоминает это процесс зажигания спички. Возбудив дугу, электрод плавно отводится от металла на расстояние 2—5 мм. И производится сварка.
По себе знаем: сложно удержать электрод на минимальном расстоянии. Но этого следует добиваться, так как при высоком положении электрода, когда дугу проще удержать, качество сварочного шва значительно хуже. Да и сама околошовная зона забрызгивается расплавленным металлом и шлаком.
Второй способ возбуждения сварочной дуги более сложен. Электрод здесь почти вертикально подносят к месту сварки и после легкого прикосновения сразу же отводят вверх.
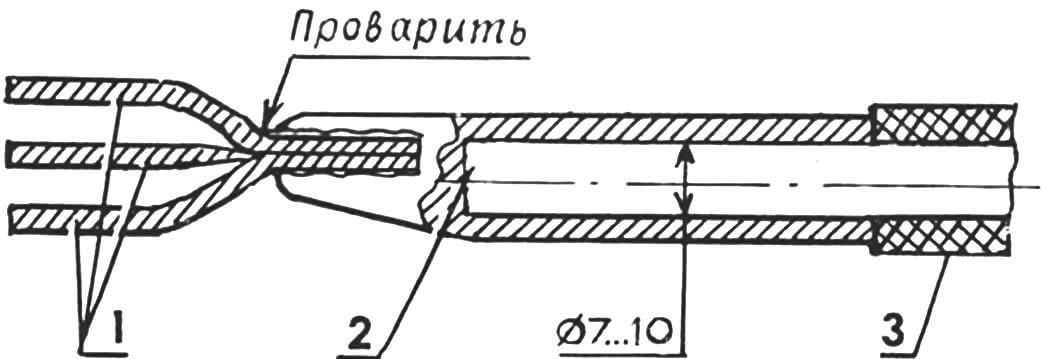
1 — вилка-контакт (из расплющенного конца стальной трубки), 2 — гильза с запрессованной в нее жилой кабеля, 3 — изоляционная оплетка кабеля.
Для получения ровного сварочного шва необходимо совмещать одновременно три движения электрода. Первое — непрерывное и равномерное перемещение его вниз по мере сгорания. Суть второго — в передвижении электрода по направлению сварки. Причем электрод должен быть наклонен в сторону движения. На угол 15—30° к оси, перпендикулярной плоскости сварки. Нормальной скоростью передвижения электрода считают такую, при которой образуется валик шва. Ширина последнего примерно 1,5 диаметра электрода.
Третье — колебательное движение электрода поперек шва («зигзагом» или «спиралью»). Позволяет получать более широкий валик и добиваться лучшего расплавления кромок. Причем ширина валика порой здесь доходит до двух-трех диаметров электрода.
Более подробно изучить технологию сварки можно по специальной литературе. Читайте, постигайте, тренируйтесь — и сварочная дуга будет вам послушна.
В заключение нелишне, думается, напомнить о необходимости соблюдения техники безопасности. Перед включением сварочного аппарата его надо осмотреть и очистить от пыли и грязи. Не забывать также, что включение в сеть без заземления недопустимо. А все изменения режима работы выполнять на холостом ходу либо вообще при отключенном аппарате. Ни в коем разе не производить электросварку в сырых, не вентилируемых помещениях, при атмосферных осадках.
Следует строго соблюдать меры противопожарной безопасности. Присутствие горюче-смазочных материалов категорически запрещается.
Естественно, нельзя допускать повреждения аппарата. Все неисправности в нем надо немедленно устранять. Помнить также, что если производится сварка транспортного средства, то и его необходимо заземлить.
Работать нужно в спецодежде, на месте, оборудованном вентиляцией, которую включают за 5—10 минут до начала работы. Следить, чтобы сварочный кабель не был бы слишком длинным. А его сечение должно соответствовать силе тока. Светофильтры надо также подбирать по силе тока. Причем, если последняя составляет 15—30 А, пользуются светофильтрами типа С3. С4 применяют при 30—60 А. При токе дуги 60—150 А незаменимыми оказываются светофильтры С5. А С6 и С7 используют соответственно при 150—275 А и 275—350 А.
Наконец, еще одно правило. Категорически запрещается сварка сосудов, находящихся под давлением.
Рекомендуем для обмазки электродов применять пасту со следующей рецептурой: жидкое стекло — 1 л, мел — 0,5 кг, зола древесная — 1 кг. Толщина обмазки должна составлять 0,15—0,25 мм. Сушат ее 12—20 часов.
В. МИШИЕВ, Н. ИВАНОВ, г. Ессентуки
Тем, кто в изготовлении обычных «стержневых» сварочных трансформаторов не новичок, настоятельно рекомендую переходить к другому, более сложному (зато интересному и перспективному) типу с использованием ленточного магнитопровода. Ведь преимущества последнего очевидны.
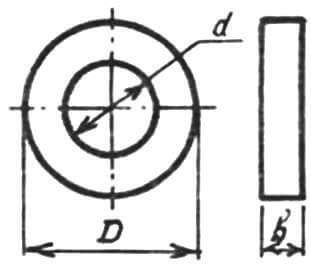
Во-первых, это абсолютная бесшумность в работе (отсутствует какое-либо гудение). Во-вторых, налицо экономичность, высокий КПД. Так как намагничивающая сила в ленточных магнитопроводах в 4—5 раз больше, чем в обычных (наборных), то за счет уменьшения поперечного сечения ((D—d)*b/2) магнитопровода удается значительно снизить массу самого трансформатора. Например, мой 25-килограммовый СТ позволяет свободно варить сталь «пятеркой».
Материал для ленточных магнитопроводов я брал из выбракованных трансформаторов тока (ТТ=35 кВ). Они устанавливаются на МВ = 35 кВ. Намоточные данные для СТ в таком случае будут:
первичная обмотка — медный провод сечением S=6 мм2, 140 витков;
вторичная — медный многожильный шнур в ПХВ-изоляции, S=35 мм2 — до заполнения «окна».
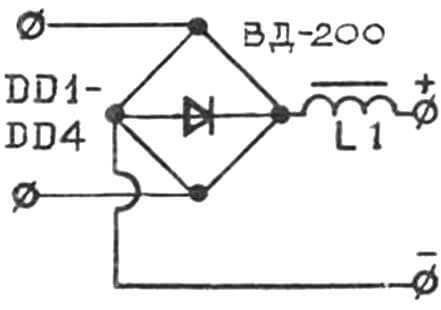
Сварку с этим трансформатором рекомендую вести на постоянном токе. Но нужен хотя бы простейший «мостовой» выпрямитель на ВД-200. Причем «плюсовой» вывод здесь желательно подсоединять к держателю электрода через дроссель (см. рисунок). Наматывается последний на магнитопроводе от магнитного пускателя II — III величины медной шиной S=35 мм2 до заполнения «окна» (10—15 витков). Это позволит легче зажигать и поддерживать дугу.
С. БАБИЧЕВ, г. Балаклея
ЛИТЕРАТУРА
1. Жеребцов И. П.— Электротехника для радистов.— М.: ДОСААФ, 1964.
2. Никулин Н. В.— Справочник молодого электрика по электротехническим материалам и изделиям.— М.: Высшая школа, 1982.
3. Тихомиров П. М.— Расчет трансформаторов.— М.: Энергоатомиздат, 1986.
4. Глаз А. И.— Справочник молодого электротехника.— М.: Высшая школа, 1967.
Рекомендуем почитать
 Наследник «Виллиса»: М998 «Хаммер»
Наследник «Виллиса»: М998 «Хаммер»
Эти низкие широкие машины, чем-то напоминающие джипы, но большие по размерам, телезрители могли видеть в кадрах, посвященных освобождению Кувейта. Официально они называются... ПОДВОДНЫЕ «АРТИЛЛЕРИСТЫ» И «ЛЕТЧИКИ» (Окончание. Начало в № 5-2017)
ПОДВОДНЫЕ «АРТИЛЛЕРИСТЫ» И «ЛЕТЧИКИ» (Окончание. Начало в № 5-2017)
Японцев подстерегали разные неудачи. Например, I-401 наскочила на мину. Огромный корпус выдержал этот удар, но ремонт все равно требовался. В результате выход отряда на выполнение задания...