 С помощью электрического утюга можно быстро и надежно отремонтировать велокамеры, грелки, пасики магнитофонов, надувные игрушки м т. д., поставив заплаты и соединив их методом вулканизации. Соединение получается настолько прочным, что при попытке отделить заплату резина будет рваться не по склейке, а в новом месте.
С помощью электрического утюга можно быстро и надежно отремонтировать велокамеры, грелки, пасики магнитофонов, надувные игрушки м т. д., поставив заплаты и соединив их методом вулканизации. Соединение получается настолько прочным, что при попытке отделить заплату резина будет рваться не по склейке, а в новом месте.
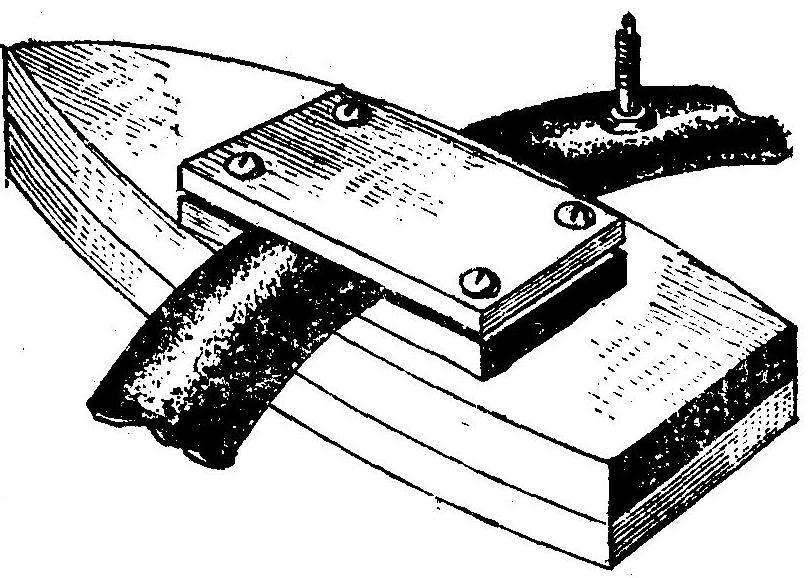
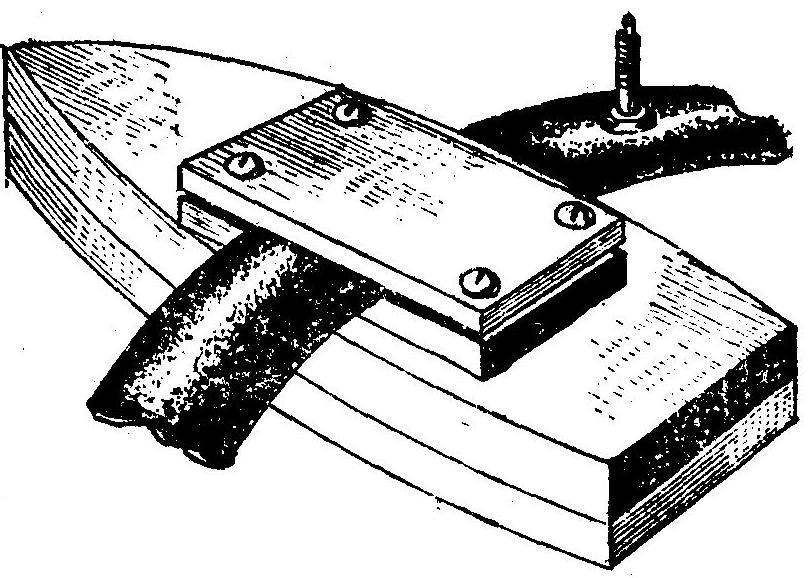
Для работы, кроме вулканизационной (сырой) резины из веломотоаптечки, потребуется несложная пресс-форма, которая делается из двух стальных пластин толщиной 6—8 мм и размером 40 X60 мм. По углам просверливают четыре отверстия и нарезают резьбу М4 для стягивания половин винтами. Внутренние кромки пластин слегка стачиваются, чтобы края не врезались в резину. В случае сложной конфигурации ремонтируемых деталей пластинам придают соответствующую форму или делают дополнительные отверстия и канавки.
Перед началом работы тщательно зачищают обрабатываемое место (края пасиков срезают под углом 45°) и обезжиривают легким бензином (Б-70). Затем на ремонтируемое место накладывают заплату, нужного размера из сырой- резины, вкладывают в пресс-форму и крепко стягивают винтами. Положив на разогретый утюг таким образом, чтобы вся плоскость нижней половины пресс-формы касалась нагревательной поверхности, дают выдержку 10—15 мин. Во время работы следят за тем, чтобы резина не касалась горячих частей утюга.
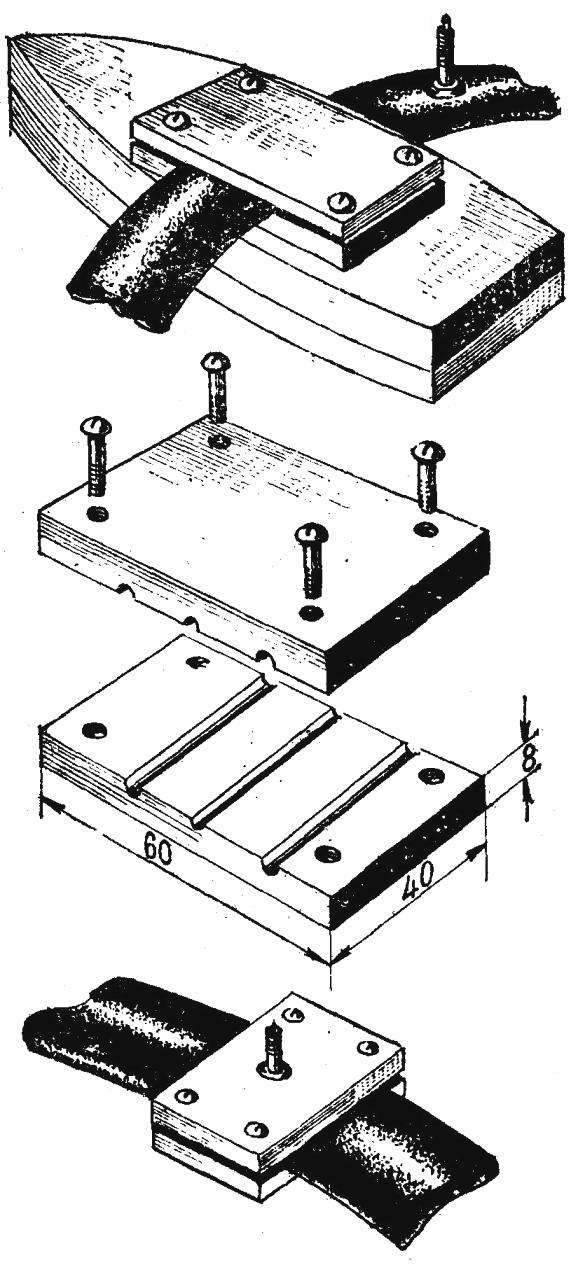
Канавки для склейки пасиков сверлят при стянутых половинах пресс-фор-мы, причем диаметр сверла должен равняться диаметру пасика. Можно в одной пресс-форме просверлить несколько отверстий, под разные диаметры пасиков, однако расстояние между ними должно быть не меньше толщины заготовки. В противном случае прогрев места склейки будет неравномерным и качество вулканизации ухудшится.
Зачистку мест склейки или обрезку концов пасика делают непосредственно перед работой, а сырую резину накладывают тонким слоем — так соединение будет прочнее.
Качество работы можно значительно повысить, применив утюг с терморегулятором. Установив регулятор в положение «шелк» (120—140°), можно не бояться, что пресс-форма перегреется.
По предложенной технологии можно, изготовив соответствующие пресс-формы, делать различные мелкие детали: шинки для моделей, манжеты резиновых уплотнений и т. д.
Время выдержки для деталей из обычной сырой резины (не из вепомотоаптечек) должно быть не менее 1 ч.
Рекомендуем почитать
 ПЕРВЫЙ СВЕРХЗВУКОВОЙ БОМБАРДИРОВЩИК
ПЕРВЫЙ СВЕРХЗВУКОВОЙ БОМБАРДИРОВЩИК
В таком виде артиллерийскую установку ДБ-60Т после устранения выявленных недостатков установили на первом и третьем прототипах Як-26. Второй способ заключался в использовании прицельного... САДОВЫЕ ТРОПИНКИ
САДОВЫЕ ТРОПИНКИ
Садовые дорожки на даче или усадьбе так же необходимы, как и тротуары в городе. Как правило, сооружают эти дорожки из отдельных бетонных плит размерами от 400x400 мм до 800x800 мм и...