Возможно, в ряде случаев бумажно-фольговый «сандвич» в чем-то уступит по прочности композиционным обшивкам из угле- и стеклотканей и СВМ, которые давно уже освоены нами. Но композиционные «корки» для носков крыла сделать непросто: нужны не только дорогостоящие компоненты и связующие, но и оборудование вроде надежного вакуумного насоса, специального мешка, вытяжного и термического шкафов. Да и работы здесь много — сложной, ответственной, кропотливой и далеко не так доступной для «середняка», как хотелось бы. При этом «космические композиты» получаются слишком прочными и жесткими. Наш же легкий «сандвич» более оправдан, так как не носит признаков излишнего упрочнения и утяжеления. Отметим, кстати, что по бумажно-фольговой технологии уже созданы прекрасные качественные крылья для планеров F1А й резиномоторных моделей F1B (масса крыла для «стильной» чемпионской резиномо-торки равна всего 45 г).
В конструкции таймерной имеется и такая новинка, как узел соединения «ушка» с центропланной частью крыла, выполненный по принципу «ослабленного сечения» по всей хорде. Это позволяет крылу оставаться невредимым даже после ряда «крутых» аварий. Известно, что «традиционный» узел после повреждения к ремонту непригоден, так как при изломе крыла разрушается не только большая площадь жесткой обшивки, но и полки со стенкой лонжерона. В разработанной нами схеме, с избытком удовлетворяющей требования летных нагрузок и усилий, «ушко» и центроплан легко расчленяются при мощном ударе («ушко» как бы отстреливается). А ремонт с помощью смол-«пятимину-ток» или циакриновых связующих настолько прост и быстр, что можно смело допускать модель уже к следующему туру соревнований.
Необычна и технология изготовления хвостовой балки фюзеляжа, которая «наматывается» на неподвижно закрепленную оправку из композиционных материалов и вспомогательного слоя бумаги. Элемент новизны присутствует и в лопастях воздушных винтов — они выклеены из нити СВМ в сочетании с угле-нитью. Такие .лопасти легче аналогичных из стекло- и угленити на 1,5 г. Установленные шарнирно на титановых ступицах, новые лопасти выдерживают колоссальные нагрузки. Достаточно сказать, что при отладке модель с двигателем, работающим на режиме 25 ООО об/мин, четырежды врезалась в землю, после чего винт остался невредимым!
Конструкция модели
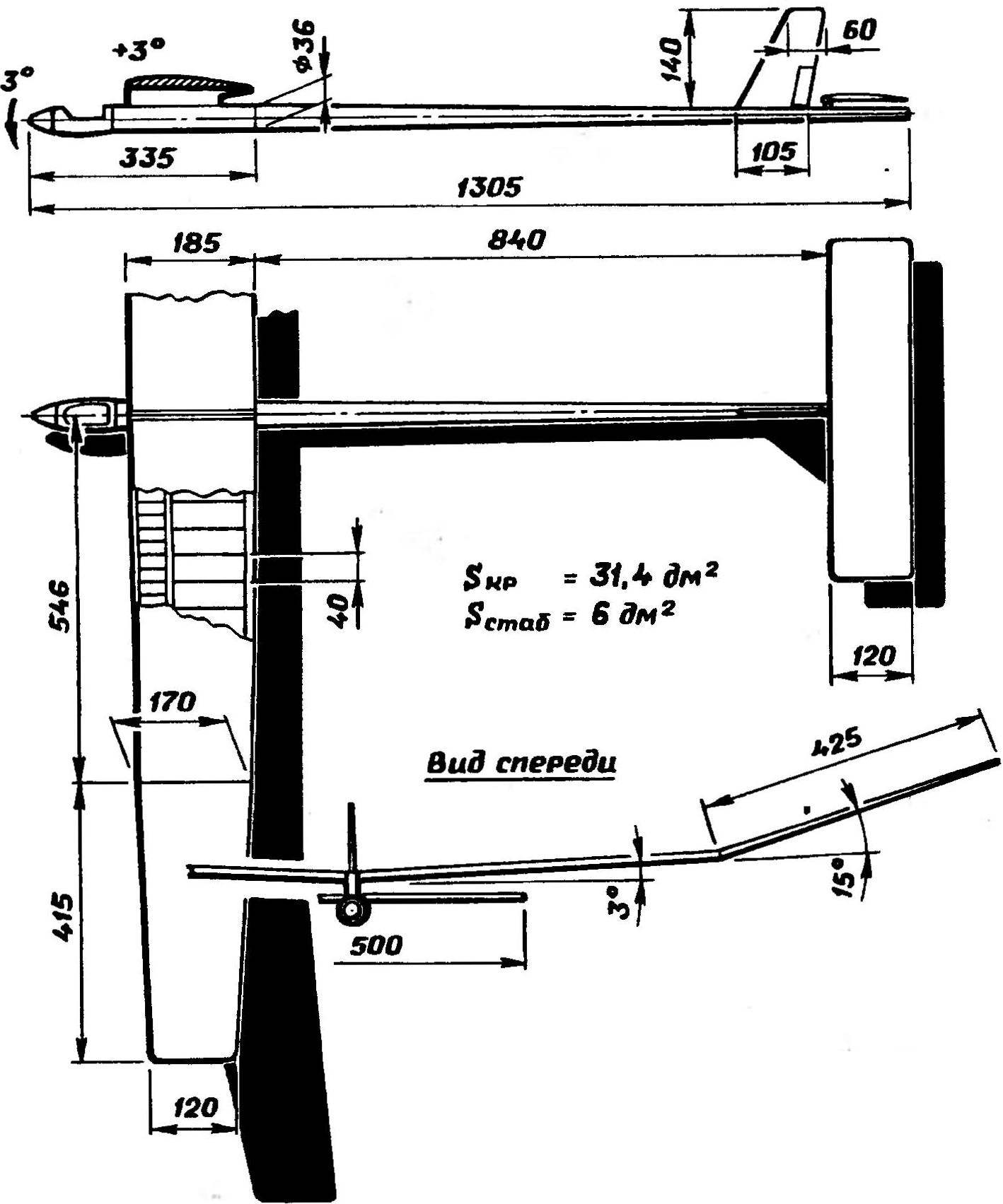
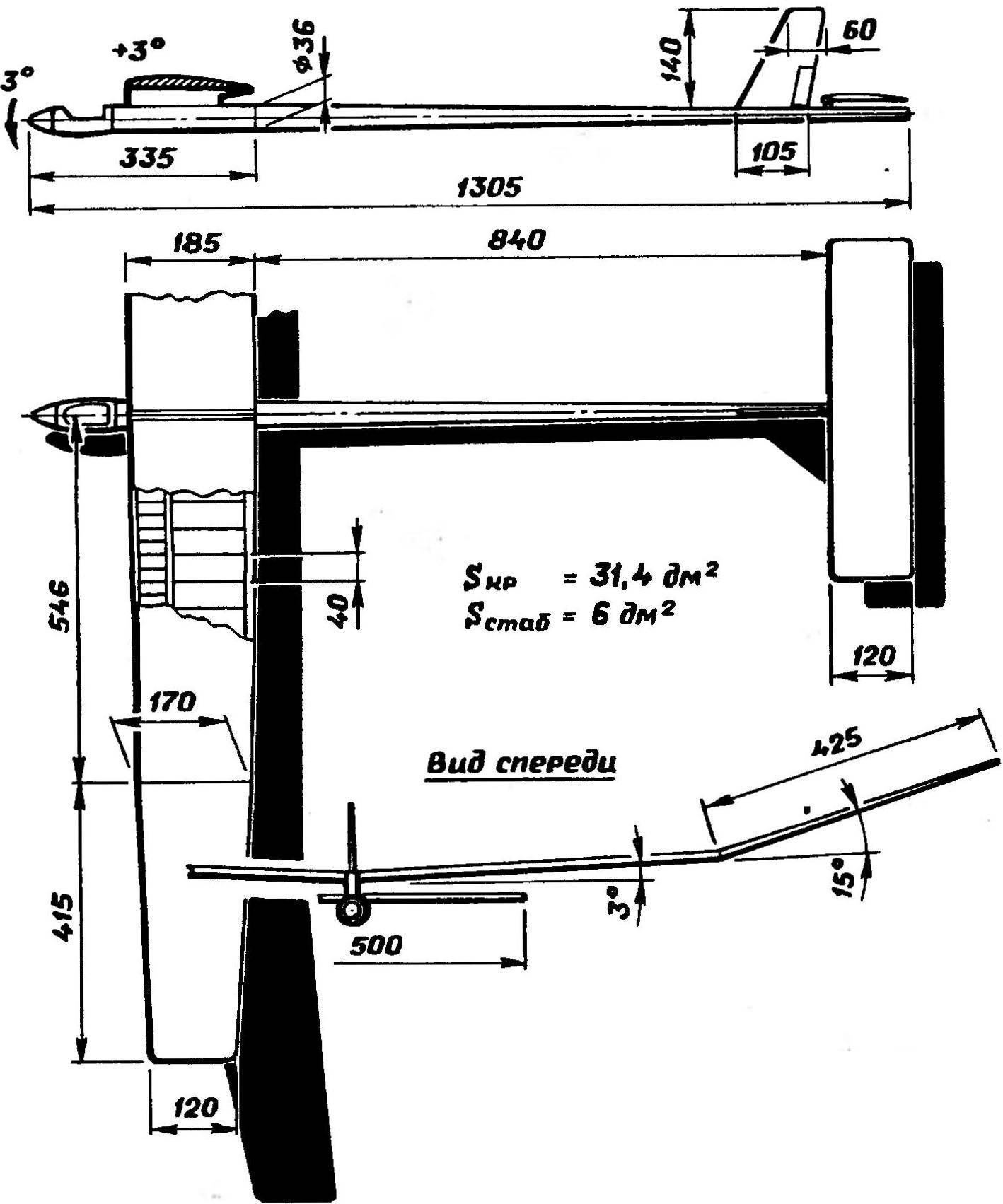
Крыло традиционной для современной спортивной техники формы снабжено профилем, разработанным Н.Наконечным. Корневая нервюра выполнена из березы толщиной 3 мм, остальные — из липы толщиной 1 мм. Лонжерон отформован из углежгута; обе его полки сечением 1×10 мм уменьшаются к месту соединения центроплана с «ушком» до 1×3 мм и до 0,8×1,5 мм на конце крыла. Задняя треугольная кромка сделана из бальзовой рейки сечением 2×15 мм. В корневой части каждой из консолей вклеен дюралюминиевый вкладыш с продольным отверстием, в которое вставляется стальной стыковочный штырь из проволоки марки ОВС диаметром 5 мм и общей длиной 120 мм. Обшивка всего крыла— бумажно-фольговый «сандвич», заполненный внутри бумагой. Во избежание коррозии фольги поверхность покрыта из пульверизатора тонким слоем паркетного лака, разведенного ацетоном.
«Ушко» может быть частично выполнено и в жестком варианте (жесткая обшивка — только на лобике). Тогда хвостовики нервюр «ушка» усиливаются полочками из углепластика толщиной 0,15 мм. В этом случае масса крыла таймерной составляет 180 г против 200 г в варианте с полной жесткой обшивкой.
Узел соединения «ушка» с центропланом изготовлен по принципу «ослабленного сечения» следующим образом. В стыке деталей устанавливается нервюра толщиной 10 мм, а между полками лонжерона вклеивается соединительный штырек из сосновой рейки сечением 4×20 мм. Передача всех полетных нагрузок происходит через эту нервюру. В момент жесткого удара нервюра раскалывается по слоям древесины. После склеивания отдельных частей модель вновь готова к полетам.
Пилон крыла выдолблен из липы. Крепится он на фюзеляже с помощью двух дюралюминиевых штырей диаметром 8 мм, поставленных вертикально. Стабилизатор и киль отличаются от крыла лишь размерами и лобиками, обшитыми до лонжеронов жестким «сандвичем». Масса готового стабилизатора равна 22 г.
Отъемная хвостовая балка фюзеляжа массой 85 г сделана из стекло-, углеткани и фольги, без применения бальзы. Технология изготовления проста; при этом время, затрачиваемое на одну балку, не превышает двух часов. Вначале оправку смазывают касторовым маслом и обматывают слоем лавсановой пленки, а затем зажимают (например, в тисках). Из углеткани толщиной 0,1 мм и стеклоткани толщиной 0,05 мм вырезают по две выкройки, соответствующие размерам поверхности балки. На стекле раскладывают приготовленные заранее два листа тонкой прочной бумаги чуть большего размера, а на них — по одному слою стеклоткани и углеткани. Поверх наносят свежеразведенную смолу и втирают ее с помощью шпателя; излишки смолы обязательно удаляют.
Таким образом получают два пакета, пропитанных смолой. Один из них аккуратно наматывают на оправку; бумагу при этом размещают снаружи. Край последней осторожно, с помощью заостренной деревянной лопаточки, приподнимают, и весь лист бумаги (которая по сути является лишь технологическим носителем сырой композитной массы) удаляют. Аналогичным образом накладывается и второй пакет. В результате образуется четырехслойная заготовка. Сверху ее оборачивают слоем фольги из АМг-2Н толщиной 0,03 мм, и весь «бутерброд» плотно обматывают лавсановой пленкой, одновременно удаляя излишки связующей смолы.
Переходник хвостовой балки выточен из Д16Т и крепится тремя винтами, расположенными под углом 120°. Моторама изготовлена на фрезерном станке из того же материала. Ее внешний диаметр — 42 мм при толщине стенок 1,0 мм.
В модели использован двигатель «Атом» конструкции К.Гуничева, развивающий с воздушным винтом диаметром 176 мм и шагом 75 мм 26 000 об/мин. В «цветном» исполнении пары допустимо применение двигателя «Талка-2,5» с гильзой и поршнем от «ЦСКАМ-2,5». Рабочие фазы двигателя должны быть следующими: выход — на 158°, перепуск — на 130°. Коленвал диаметром 12 мм отбалансирован под алюминиевый поршень. В таком виде двигатель способен развивать до 23 000 об/мин, а при тщательно подобранных подшипниках — до 25 000 об/мин.
Установочный угол стабилизатора: на взлете +2°, на «прижиме» +7°, на планировании +0°.
Универсальная технология изготовления «сандвича»
Обшивка крыла состоит из трех элементов: лобика и двух панелей хвостовой части профиля. Стыкуются они посередине полки лонжерона.
Используются следующие материалы: бумага марки «крафт» толщиной 0,15 мм, фольга из алюминиевого сплава АМг-2Н толщиной 0,03 мм и как связующее — эпоксидный компаунд К-153. Следует отметить, что при изготовлении «сандвича» смола наносится тонким слоем только на бумагу и разравнивается шпателем из фанеры или пластмассы толщиной около 1 мм. Выкройки из фольги перед склеиванием обезжиривают нашатырным спиртом и тщательно протирают ватой.
Для лобика крыла делается клиновидная металлическая оправка длиной около 640 мм. Причем в сечении она должна представлять собой не профиль крыла, а чистый клин со скругленной передней кромкой до Я 0,75 мм, (соответственно толщина тонкой грани заготовки должна быть равной 1,5 мм). Подобная оправка достаточно универсальна, так как позволяет формовать лобики для всех видов свободнолетающих моделей. Ее можно смастерить также из твердой березы или тонкослойной сосны. По оправке выклеивают цу-лагу (прижимную контрформу) из стеклоткани толщиной 0,15 мм.
Лобиковый «сандвич» изготавливается следующим образом. Вначале из бумаги и фольги делают заготовки размерами чуть больше развертки лобика. Затем при помощи линейки и ровной рейки их сгибают вокруг оправки. Последнюю покрывают «Эдельваксом» и после высыхания растирают мягкой тряпкой. На бумажную выкройку наносят смолу и накладывают выкройку на оправку (клеем наружу), а сверху — обезжиренную фольгу. На разделительный слой из лавсановой пленки аккуратно надвигают цулагу и помещают ее между двумя листами поролона толщиной около 10 мм. Подготовленный «сандвич» плотно обматывают медицинским резиновым бинтом толщиной 1 мм и шириной 40 — 50 мм. После полимеризации смолы готовую выклейку снимают с оправки.
Панели хвостовой части профиля формуют в виде плоских пластин. На стекло кладут разделительный слой из ровной лавсановой пленки. На нем последовательно размещают пропитанную смолой бумагу (клеем наверх), обезжиренную фольгу, второй разделительный слой из лавсановой пленки и стеклопластиковую пластину толщиной 1 мм. Покрывают все это поролоном толщиной 10 мм и прижимают ровной доской толщиной 20 мм с грузами весом не менее 50 кгс. Вместо доски можно использовать струбцины, однако в таком случае в качестве основы-стапеля лучше применить стальные шлифованные пластины.
Накладка панелей «сандвича» производится следующим образом. Сперва на каркас крыла приклеивают лобик, затем — нижнюю хвостовую часть жесткой обшивки и наконец — верхнюю хвостовую.
Готовый лобик после примерок надрезают по ширине острием ножа (по металлической линейке). Еще раз отметим — линия стыковки панелей должна проходить строго посередине полок лонжерона. Стыки промазывают эпоксидной смолой, после чего лобик надевают на каркас. Всю сборку обматывают тонкой прочной ниткой в местах расположения нервюр и носовых полунервюр. С полок лонжерона удаляют излишки смолы. Затем склеиваемую секцию крыла укладывают на заранее подготовленный стапель, представляющий собой толстый лист стекла с прокладкой из 1 -мм резины шириной 50 мм с разделительным слоем из лавсановой пленки под лобиком крыла. Необходимо следить, чтобы кромка резиновой ленты совпадала с задним обрезом лонжерона. На последний, в свою очередь, помещают лавсановую пленку, резиновую ленту и прижимную рейку сечением около 25×40 мм с грузами. После полимеризации связующего секцию крыла снимают со стапеля, срезают нитяную обмотку и монтируют баль-зовую стенку лонжерона (пластины толщиной 1 мм с вертикальным направлением волокон древесины).
Завершающий этап — установка хвостовой части жесткой обшивки. Места стыков каркаса с соответствующей панелью «сандвича» промазывают эпоксидной смолой. Каркас размещают опять же на стапеле и накладывают обшивку. Для равномерного распределения нагрузки на контур всех нервюр используется лист стеклопластика толщиной 0,3 — 0,5 мм, легко прогибающийся по профилю их хвостовых частей. Здесь также применяется разделительный слой из лавсановой пленки.
А.ЧИРКОВ, мастер спорта, руководитель кружка СЮТ, г. Боткине к, Удмуртская Республика
Рекомендуем почитать ЧТОБЫ ВАЛЕНКИ ПОДШИТЬ Для ремонта обуви в домашних условиях обычно прибегают к помощи шила, так как иголке, даже толстой, одной не справиться: нелегко проткнуть твердый материал, трудно протащить иголку,... «УДАРНЫЙ» — ПЛАНЁР И САМОЛЕТ История создания этой модели довольно протяженна по времени. Первый вариант «планеролета», получившего название «Ударный», появился на свет чуть ли не десяток лет назад. Уже в первой...
 В течение десяти последних лет авиамоделисты-кружковцы СЮТ г. Вотки иска с неизменным успехом выступают на всероссийских соревнованиях, проводимых Министерством народного образования, неоднократно занимая призовые места. Особенно удачно мальчишки соревнуются в классах резиномоторных и таймерных моделей, где они ежегодно становятся чемпионами России. Большая доля успеха принадлежит необычной школе конструирования крылатой техники, которая сложилась в авиамодельном кружке СЮТ.
В течение десяти последних лет авиамоделисты-кружковцы СЮТ г. Вотки иска с неизменным успехом выступают на всероссийских соревнованиях, проводимых Министерством народного образования, неоднократно занимая призовые места. Особенно удачно мальчишки соревнуются в классах резиномоторных и таймерных моделей, где они ежегодно становятся чемпионами России. Большая доля успеха принадлежит необычной школе конструирования крылатой техники, которая сложилась в авиамодельном кружке СЮТ.